Vous aimerez peut-être aussi
- Astm A 484 2016Document13 pagesAstm A 484 2016Alex Oliveira100% (3)
- Astm A781 A781m - 2016Document11 pagesAstm A781 A781m - 2016Jose ManuelPas encore d'évaluation
- Astm A788-11Document13 pagesAstm A788-11Jeffry Daud Barrung100% (2)
- Astm A1016-2018Document12 pagesAstm A1016-2018Mukesh kumarPas encore d'évaluation
- Astm A182Document15 pagesAstm A182Joffre ValladaresPas encore d'évaluation
- ASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFDocument4 pagesASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFRaul Dela Rosa Malanog100% (1)
- Astm E110Document3 pagesAstm E110alouisPas encore d'évaluation
- Astm A352Document5 pagesAstm A352depeche1modePas encore d'évaluation
- A564A564M-13 Standard Specification For Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and ShapesDocument8 pagesA564A564M-13 Standard Specification For Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and Shapestjt4779Pas encore d'évaluation
- Aluminum-Alloy Permanent Mold Castings: Standard Specification ForDocument23 pagesAluminum-Alloy Permanent Mold Castings: Standard Specification ForAnurag YadavPas encore d'évaluation
- A815 PDFDocument8 pagesA815 PDFExport priminoxPas encore d'évaluation
- Astm E1245-2003-R-2008Document8 pagesAstm E1245-2003-R-2008Pedro Tavares Murakame100% (1)
- JISG3459Document39 pagesJISG3459Son-Tuan PhamPas encore d'évaluation
- Asme 2a - Sa-350 PDFDocument12 pagesAsme 2a - Sa-350 PDFEswaran100% (1)
- ASTM A703 - 2018aDocument13 pagesASTM A703 - 2018aahmad100% (2)
- ASTM E190 (Welding) PDFDocument3 pagesASTM E190 (Welding) PDFCristina García100% (2)
- Astm b637 PDFDocument6 pagesAstm b637 PDFRobert SumińskiPas encore d'évaluation
- Asme Section Ii A-2 Sa-675 Sa-675mDocument6 pagesAsme Section Ii A-2 Sa-675 Sa-675mdavid perezPas encore d'évaluation
- A204Document3 pagesA204doshi78Pas encore d'évaluation
- Astm A-833-17Document5 pagesAstm A-833-17Mos Peerapat100% (2)
- ASTM E 1268 2001 (Reapproved 2016) Ferrite Banding StandardDocument29 pagesASTM E 1268 2001 (Reapproved 2016) Ferrite Banding StandardRajoo Prajapati75% (4)
- US Legal Document Establishes ASTM Standard for Steel BoltsDocument7 pagesUS Legal Document Establishes ASTM Standard for Steel BoltsrensieoviPas encore d'évaluation
- Copper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification ForDocument8 pagesCopper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification Foralucard375Pas encore d'évaluation
- ASTM B111 - Standard Specification For Copper and Copper-Alloy Seamless Condenser Tubes and Ferrule StockDocument18 pagesASTM B111 - Standard Specification For Copper and Copper-Alloy Seamless Condenser Tubes and Ferrule Stockfininho555Pas encore d'évaluation
- A0487 - A0487m-93r12 Esp de MaterialDocument6 pagesA0487 - A0487m-93r12 Esp de MaterialIvan AlanizPas encore d'évaluation
- Astm A 743 PDFDocument8 pagesAstm A 743 PDFWill MottaPas encore d'évaluation
- 27 Astm A995Document5 pages27 Astm A995FYPas encore d'évaluation
- Astm A480Document25 pagesAstm A480gerosuca800Pas encore d'évaluation
- Astm b425Document5 pagesAstm b425singaravelan narayanasamyPas encore d'évaluation
- ASTM A276 - Stainless Steel Bars and Shapes (2017.3)Document8 pagesASTM A276 - Stainless Steel Bars and Shapes (2017.3)정영우100% (1)
- Detecting Harmful Phases in Duplex SteelDocument9 pagesDetecting Harmful Phases in Duplex SteelutreshwarmiskinPas encore d'évaluation
- Astm A703 2020Document12 pagesAstm A703 2020Cristhian Camilo Quiroga Walteros100% (1)
- Astm A320 Rev ADocument8 pagesAstm A320 Rev AStalin Ayala GaiborPas encore d'évaluation
- Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalDocument7 pagesFerritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalSameh AminPas encore d'évaluation
- Astm A 479Document8 pagesAstm A 479Arun CP100% (2)
- Titanium and Titanium Alloy Forgings: Standard Specification ForDocument7 pagesTitanium and Titanium Alloy Forgings: Standard Specification ForGreg YeePas encore d'évaluation
- Intergranular Corrosion Test As Per ASTM A262Document1 pageIntergranular Corrosion Test As Per ASTM A262Muhammad RidwanPas encore d'évaluation
- Additive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionDocument9 pagesAdditive Manufacturing Stainless Steel Alloy (UNS S31603) With Powder Bed FusionRaj Rajesh100% (1)
- Astm A351-A351mDocument7 pagesAstm A351-A351mJose Gregorio RodriguezPas encore d'évaluation
- Astm E140Document25 pagesAstm E140nikhil010483% (6)
- Astm A105-A105m-21Document5 pagesAstm A105-A105m-21Nicolas CgPas encore d'évaluation
- A276-15 Standard Specification For Stainless Steel Bars and ShapesDocument8 pagesA276-15 Standard Specification For Stainless Steel Bars and Shapestjt47790% (1)
- Sae J417 1983 (En)Document11 pagesSae J417 1983 (En)Oh No Potato100% (1)
- A322-13 Standard Specification For Steel Bars, Alloy, Standard GradesDocument4 pagesA322-13 Standard Specification For Steel Bars, Alloy, Standard GradesDiego Egoávil Méndez100% (1)
- A388 PDFDocument9 pagesA388 PDFnick_pascuPas encore d'évaluation
- Astm A512 PDFDocument7 pagesAstm A512 PDFRathi TwPas encore d'évaluation
- Astm E381Document5 pagesAstm E381Marconi CosmePas encore d'évaluation
- Astm A350 LF2 PDFDocument1 pageAstm A350 LF2 PDFAna Raquel SantosPas encore d'évaluation
- A1084-15 Standard Test Method For Detecting Detrimental Phases in Lean Duplex Austenitic - Ferritic Stainless SteelsDocument17 pagesA1084-15 Standard Test Method For Detecting Detrimental Phases in Lean Duplex Austenitic - Ferritic Stainless Steelstjt4779100% (1)
- Astm F 468Document11 pagesAstm F 468Ivan AlanizPas encore d'évaluation
- SAE BoltDocument1 pageSAE BoltAnuj ShahiPas encore d'évaluation
- Astm A351Document5 pagesAstm A351Iksan MustofaPas encore d'évaluation
- Astm B 171 B M .04Document7 pagesAstm B 171 B M .04FrengkiPas encore d'évaluation
- Astm B366Document9 pagesAstm B366NaOHita100% (1)
- Astm A705 PDFDocument7 pagesAstm A705 PDFCristian OtivoPas encore d'évaluation
- Steel Forgings, General Requirements: Standard Specification ForDocument17 pagesSteel Forgings, General Requirements: Standard Specification Forbdr85Pas encore d'évaluation
- Steel Forgings, General Requirements: Standard Specification ForDocument14 pagesSteel Forgings, General Requirements: Standard Specification ForRupam BaruahPas encore d'évaluation
- SA788Document14 pagesSA788Chenjie ZhuPas encore d'évaluation
- SAI GLOBAL, Index House, Ascot, Berks, SL5 7EU, UKDocument15 pagesSAI GLOBAL, Index House, Ascot, Berks, SL5 7EU, UKFerry SiegersPas encore d'évaluation
- A834Document4 pagesA834mithileshPas encore d'évaluation
- VG+ Series 2 Software 14911Document241 pagesVG+ Series 2 Software 14911cj7man80Pas encore d'évaluation
- Torque-Tension Chart For A307 Gr5 Gr8 Gr9 PDFDocument1 pageTorque-Tension Chart For A307 Gr5 Gr8 Gr9 PDFStephanie ScottPas encore d'évaluation
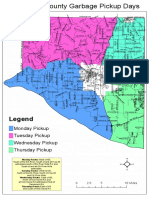
- Route Pickup Days MapDocument1 pageRoute Pickup Days Mapcj7man80Pas encore d'évaluation
- ANSI JLG UPDATE 2019 IlliniDocument19 pagesANSI JLG UPDATE 2019 Illinicj7man80Pas encore d'évaluation
- Magnetic Particle Examination of Steel Forgings Using Alternating CurrentDocument6 pagesMagnetic Particle Examination of Steel Forgings Using Alternating Currentcj7man80Pas encore d'évaluation
- Spare Parts, Instruction and Maintenance Manual For Spanco Model 300 Jib CranesDocument16 pagesSpare Parts, Instruction and Maintenance Manual For Spanco Model 300 Jib Cranescj7man80Pas encore d'évaluation
- Knight Balancer Operation Manual 20120528 PDFDocument40 pagesKnight Balancer Operation Manual 20120528 PDFcj7man80100% (1)
- Witton Kramer CatDocument24 pagesWitton Kramer Catcj7man80Pas encore d'évaluation
- ZX4 Hoist User ManualDocument64 pagesZX4 Hoist User ManualAries CardiñoPas encore d'évaluation
- Spare Parts, Instruction and Maintenance Manual For Spanco Model 300 Jib CranesDocument16 pagesSpare Parts, Instruction and Maintenance Manual For Spanco Model 300 Jib Cranescj7man80Pas encore d'évaluation
- ABUS EF-HF Push-Electric Trolley PDFDocument24 pagesABUS EF-HF Push-Electric Trolley PDFcj7man80Pas encore d'évaluation
- Asme Sec V B Se 165 Examen Con Liquidos Penetrantes PDFDocument25 pagesAsme Sec V B Se 165 Examen Con Liquidos Penetrantes PDFA.A100% (1)
- Abus GM7000 PDFDocument60 pagesAbus GM7000 PDFcj7man8082% (11)
- Spare Parts, Instruction and Maintenance Manual For Spanco Model 300 Jib CranesDocument16 pagesSpare Parts, Instruction and Maintenance Manual For Spanco Model 300 Jib Cranescj7man80Pas encore d'évaluation
- ABB 2014 Main Catalog - Motor Protection and ControlDocument792 pagesABB 2014 Main Catalog - Motor Protection and Controlcj7man80Pas encore d'évaluation
- Technical Reference Guide Fastenal K Factor and MoreDocument62 pagesTechnical Reference Guide Fastenal K Factor and Moredlight0Pas encore d'évaluation
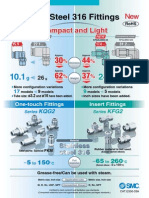
- KQG2Document32 pagesKQG2cj7man80Pas encore d'évaluation
- Forkarmwearcaliperguide PDFDocument26 pagesForkarmwearcaliperguide PDFcj7man80Pas encore d'évaluation
- Bolt Bolt Torque ChartDocument5 pagesBolt Bolt Torque ChartjirrsamaPas encore d'évaluation
- KQDocument57 pagesKQcj7man80Pas encore d'évaluation
- Article - Structural BoltsDocument6 pagesArticle - Structural Boltsing_weroPas encore d'évaluation
- CAH Small Frame Air Hoist Manual 11720901Document30 pagesCAH Small Frame Air Hoist Manual 11720901cj7man80Pas encore d'évaluation
- KQ2 NewDocument120 pagesKQ2 Newcj7man80Pas encore d'évaluation
- CM Shopstar ManDocument24 pagesCM Shopstar Mancj7man80100% (1)
- Safe-Lec 2 & Hevi-Bar II CatalogDocument68 pagesSafe-Lec 2 & Hevi-Bar II Catalogcj7man80Pas encore d'évaluation
- Speedway WireDocument140 pagesSpeedway WirejoetylorPas encore d'évaluation
- Ugly's Electrical HandbookDocument140 pagesUgly's Electrical Handbookcj7man80100% (9)
- Work Rated Wire Rope ManualDocument96 pagesWork Rated Wire Rope Manualcj7man80Pas encore d'évaluation
- Mig Welding JSADocument2 pagesMig Welding JSANoval Febri100% (1)
- Bayu Putra Cakrawala - UTS Aircraft MaterialDocument12 pagesBayu Putra Cakrawala - UTS Aircraft MaterialAqil YuanPas encore d'évaluation
- Method Statement For Cement Board Dry Wall PartitionsDocument10 pagesMethod Statement For Cement Board Dry Wall PartitionsComet GroupPas encore d'évaluation
- (Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Document6 pages(Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Saifulla CmpPas encore d'évaluation
- Korloy Turning InsertsDocument76 pagesKorloy Turning InsertsR AksathPas encore d'évaluation
- Questions CswipDocument63 pagesQuestions CswipMohamed ElsayedPas encore d'évaluation
- Blow Mould DesignDocument75 pagesBlow Mould DesignKamal Krishna Kashyap100% (1)
- Hempadur Avantguard 750 Product Data SheetDocument4 pagesHempadur Avantguard 750 Product Data SheetfaisalfaiPas encore d'évaluation
- TDS - Power Metcut S-PlusDocument1 pageTDS - Power Metcut S-PlusVaidya Mahesh ManoharPas encore d'évaluation
- Wooden Mallet Plans - WoodArchivistDocument4 pagesWooden Mallet Plans - WoodArchivistErics100% (1)
- Blockflow Diagram Smelter Nikel LateritDocument1 pageBlockflow Diagram Smelter Nikel LateritAbdullah AbiyyuPas encore d'évaluation
- Hempadur Primer 1530yDocument4 pagesHempadur Primer 1530yRodrigo CondorettyPas encore d'évaluation
- MA8110 TDS Rev11Document2 pagesMA8110 TDS Rev11Rushikesh DeshpandePas encore d'évaluation
- Casting Defects: Causes and TypesDocument4 pagesCasting Defects: Causes and TypesDipti ChaddaPas encore d'évaluation
- WCR and Job Card - ManinkandanDocument11 pagesWCR and Job Card - ManinkandanThamizhmani VPas encore d'évaluation
- Blast Furnace Presentation Ver1Document39 pagesBlast Furnace Presentation Ver1abhijit kumarPas encore d'évaluation
- HeliCoil Tapping ChartDocument2 pagesHeliCoil Tapping ChartPurushothama Nanje GowdaPas encore d'évaluation
- Air Brush EZ-ManualDocument1 pageAir Brush EZ-ManualDave DeslauriersPas encore d'évaluation
- SEEVENAX Primer 313-81 Technical DatasheetDocument3 pagesSEEVENAX Primer 313-81 Technical DatasheetEduardo NozalPas encore d'évaluation
- Centrifugal Sand Separators Remove InorganicsDocument4 pagesCentrifugal Sand Separators Remove InorganicsMilena Lemus Fonseca0% (1)
- The Specification For Stainless SteelDocument9 pagesThe Specification For Stainless SteelGangadhar Yeddala100% (1)
- Drill Pipe Flow Chart PDFDocument1 pageDrill Pipe Flow Chart PDFairlinemembershipPas encore d'évaluation
- 1 8159-51CrV4Document2 pages1 8159-51CrV4black_absynthPas encore d'évaluation
- Additive Manufacturing and Sand Casting Foundries in NigeriaDocument9 pagesAdditive Manufacturing and Sand Casting Foundries in NigeriaNurudeen Adekunle RajiPas encore d'évaluation
- Introduction 1.. FoundryDocument112 pagesIntroduction 1.. FoundryDhananjay Shimpi100% (1)
- Strenx 960: General Product DescriptionDocument2 pagesStrenx 960: General Product DescriptionJean Paulo SalvatiPas encore d'évaluation
- Types of Flame in Oxy-Acetylene WeldingDocument4 pagesTypes of Flame in Oxy-Acetylene WeldingChimwemwe KaongaPas encore d'évaluation
- Ge Ge752 User Manual 15 20Document6 pagesGe Ge752 User Manual 15 20RICHARDPas encore d'évaluation
- European Steel and Alloy Grades: Gx7Crnimo12-1 (1.4008)Document2 pagesEuropean Steel and Alloy Grades: Gx7Crnimo12-1 (1.4008)farshid KarpasandPas encore d'évaluation
- CEMENT BuildriteDocument1 pageCEMENT BuildriteTomo RaiPas encore d'évaluation
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionD'EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Handbook of Mechanical and Materials EngineeringD'EverandHandbook of Mechanical and Materials EngineeringÉvaluation : 5 sur 5 étoiles5/5 (4)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseD'EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseÉvaluation : 4.5 sur 5 étoiles4.5/5 (50)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsD'EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsPas encore d'évaluation
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationD'EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationÉvaluation : 1 sur 5 étoiles1/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedD'EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedÉvaluation : 5 sur 5 étoiles5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationD'EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationÉvaluation : 4 sur 5 étoiles4/5 (18)
- The Laws of Thermodynamics: A Very Short IntroductionD'EverandThe Laws of Thermodynamics: A Very Short IntroductionÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsD'EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionD'EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)
- Control of Power Electronic Converters and Systems: Volume 1D'EverandControl of Power Electronic Converters and Systems: Volume 1Évaluation : 5 sur 5 étoiles5/5 (1)
- Oil and Gas Pipelines: Integrity and Safety HandbookD'EverandOil and Gas Pipelines: Integrity and Safety HandbookPas encore d'évaluation
- Albert Einstein's Theory Of Relativity Explained SimplyD'EverandAlbert Einstein's Theory Of Relativity Explained SimplyPas encore d'évaluation
- Aerodynamics for Engineering StudentsD'EverandAerodynamics for Engineering StudentsÉvaluation : 5 sur 5 étoiles5/5 (5)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeD'EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsD'EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsPas encore d'évaluation
- Design of Foundations for Offshore Wind TurbinesD'EverandDesign of Foundations for Offshore Wind TurbinesÉvaluation : 5 sur 5 étoiles5/5 (3)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideD'Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideÉvaluation : 3.5 sur 5 étoiles3.5/5 (7)
- Operational Amplifier Circuits: Analysis and DesignD'EverandOperational Amplifier Circuits: Analysis and DesignÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Three Laws of Nature: A Little Book on ThermodynamicsD'EverandThree Laws of Nature: A Little Book on ThermodynamicsÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)