Vous aimerez peut-être aussi
- Calsificación de Los Tratamientos TérmicosDocument5 pagesCalsificación de Los Tratamientos TérmicosURIEL HERNANDEZPas encore d'évaluation
- Aleaciones de aluminio forjado térmicamente tratables y sus aplicaciones industrialesDocument6 pagesAleaciones de aluminio forjado térmicamente tratables y sus aplicaciones industrialesCesarPas encore d'évaluation
- Introducción - I.ADocument12 pagesIntroducción - I.AErika RevillaPas encore d'évaluation
- Practica 3 Openlca TerminadaDocument22 pagesPractica 3 Openlca TerminadaJatnael BandaPas encore d'évaluation
- Cuestionario, Materiales No MetalicosDocument5 pagesCuestionario, Materiales No MetalicosSebastian Zaraza RojasPas encore d'évaluation
- Carbonitruracion ExpoDocument90 pagesCarbonitruracion ExpoYhon Santos Quenta FernandezPas encore d'évaluation
- Polimeros 6Document8 pagesPolimeros 6Carlos AndresPas encore d'évaluation
- Ensayo de TermofluenciaDocument3 pagesEnsayo de Termofluencialduran_63Pas encore d'évaluation
- Propiedades Térmicas de Los MaterialesDocument11 pagesPropiedades Térmicas de Los MaterialesSebastian Reyes ToledoPas encore d'évaluation
- Proceso de Fabricación en El PlásticoDocument10 pagesProceso de Fabricación en El PlásticoEdwin Ismet Flores RosilloPas encore d'évaluation
- 4 Cinetica RigidosbDocument31 pages4 Cinetica RigidosbJean Carlos VillegasPas encore d'évaluation
- Taller 1 Ceramica y RefractariosDocument14 pagesTaller 1 Ceramica y RefractariosJesús MejiaPas encore d'évaluation
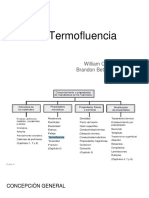
- Ensayo de TermofluenciaDocument10 pagesEnsayo de TermofluenciaBrandonBetancourthPas encore d'évaluation
- SOLIDIFICACIONDocument47 pagesSOLIDIFICACIONYeferson Ramirez QuilcaroPas encore d'évaluation
- Definicion de Riesgos de TrabajoDocument5 pagesDefinicion de Riesgos de TrabajoCristy TolentinoPas encore d'évaluation
- Conceptos Basicos de Seguridad, Salud, Medio AmbienteDocument15 pagesConceptos Basicos de Seguridad, Salud, Medio AmbienteErick Antonio Pingo ArrietaPas encore d'évaluation
- Tipos de Tratamientos TérmicosDocument3 pagesTipos de Tratamientos TérmicoswsashedPas encore d'évaluation
- Practica 1 Estructuras y Defectos CristalinosDocument24 pagesPractica 1 Estructuras y Defectos CristalinosAlan HernándezPas encore d'évaluation
- Normas para Seleccion de MaterialesDocument13 pagesNormas para Seleccion de MaterialesGerman Paez100% (1)
- Mecanismos de Endurecimiento de Polímeros TermoplásticosDocument6 pagesMecanismos de Endurecimiento de Polímeros Termoplásticosxzcasd100% (1)
- Abrasion - Erosion - Cavitacion - CorrosionDocument39 pagesAbrasion - Erosion - Cavitacion - CorrosionMckenley CoronelPas encore d'évaluation
- Corrosión Por Altas TemperaturasDocument10 pagesCorrosión Por Altas TemperaturasEdgar Garcia RosasPas encore d'évaluation
- Propiedades Térmicas de Los MaterialesDocument27 pagesPropiedades Térmicas de Los MaterialesAntonio Guía0% (2)
- Estructura Atómica y Teoría Cuántica PDFDocument62 pagesEstructura Atómica y Teoría Cuántica PDFChristian Eduardo Morales SilvaPas encore d'évaluation
- Re CocidoDocument6 pagesRe CocidoJosse CeervantesPas encore d'évaluation
- Tecnologia IIDocument57 pagesTecnologia IIゴンザレス ホセマヌエルPas encore d'évaluation
- Tratamientos TérmicosDocument22 pagesTratamientos TérmicosRodriguito León Ruiz SilvaPas encore d'évaluation
- Practica N°2 (Metales 1)Document8 pagesPractica N°2 (Metales 1)RICHARD GONZALO YTO YTOPas encore d'évaluation
- Control de Calidad de Los Tratamientos TermicosDocument16 pagesControl de Calidad de Los Tratamientos TermicosEDe VillarrealPas encore d'évaluation
- Deposición Física A Partir de La Fase VaporDocument2 pagesDeposición Física A Partir de La Fase Vaporjlhyl100% (2)
- FG O IMEC-2010 - 228 Ingenieria de Materiales MetalicosDocument10 pagesFG O IMEC-2010 - 228 Ingenieria de Materiales MetalicosmanoooloooooPas encore d'évaluation
- 3.1 Escenario Socio-Cultural.Document5 pages3.1 Escenario Socio-Cultural.Magaly JácomePas encore d'évaluation
- Clasificacion de Los Materiales en Las Ingenieria (Sintesis)Document4 pagesClasificacion de Los Materiales en Las Ingenieria (Sintesis)fernandoPas encore d'évaluation
- 6 3chimeneasDocument21 pages6 3chimeneasAldahir Mar100% (2)
- Ensayo de TensiónDocument17 pagesEnsayo de TensiónHugo AlvarezPas encore d'évaluation
- Moldeo y ProyeccionDocument7 pagesMoldeo y ProyeccionGustavo BermudezPas encore d'évaluation
- REVENIDODocument6 pagesREVENIDOMichel MadrigalPas encore d'évaluation
- Propiedades o Características de Los LubricantesDocument8 pagesPropiedades o Características de Los LubricantesIris Rodriguez MilachayPas encore d'évaluation
- Cap 9 Materiales Silice AluminaDocument7 pagesCap 9 Materiales Silice Aluminakate vilcapaza CharcaPas encore d'évaluation
- Movimiento de Los Átomos en Los Materiales, Ciencia de Los Materiales. Ucjsc PDFDocument11 pagesMovimiento de Los Átomos en Los Materiales, Ciencia de Los Materiales. Ucjsc PDFMenelao Zubiri100% (1)
- Toxicología Ambiental y LaboralDocument112 pagesToxicología Ambiental y LaboralIleana Daniela Abrego100% (1)
- Mapas AshbyDocument7 pagesMapas AshbyYuber BohórquezPas encore d'évaluation
- Manual de Horno InduccionDocument8 pagesManual de Horno InduccionjgutierrezpPas encore d'évaluation
- Marco Teorico MetalurigiaDocument13 pagesMarco Teorico MetalurigiaHenry CardonaPas encore d'évaluation
- Conversión de UnidadesDocument7 pagesConversión de UnidadesWALSEN HELIANPas encore d'évaluation
- Materiales Puros PDFDocument9 pagesMateriales Puros PDFGustavo RosalesPas encore d'évaluation
- STC-9-Métodos de uniones permanentesDocument14 pagesSTC-9-Métodos de uniones permanentesEfrainRodriguezPas encore d'évaluation
- Metalurgia en PolvoDocument33 pagesMetalurgia en PolvoEstefania Ramirez QuintanaPas encore d'évaluation
- Informe de MetalografiaDocument10 pagesInforme de MetalografiaJose L BuitronPas encore d'évaluation
- DUREZADocument14 pagesDUREZAGuille Andrés Cáceres LalutPas encore d'évaluation
- Ingenieria de Materiales No MetalicosDocument28 pagesIngenieria de Materiales No MetalicosAngel ArvizuPas encore d'évaluation
- Isoterma de FreundichDocument11 pagesIsoterma de FreundichCarolina Colquichagua PalacinPas encore d'évaluation
- Deformación Bajo Carga AxialDocument9 pagesDeformación Bajo Carga AxialRickardo RiveraPas encore d'évaluation
- Choq térmico materialesDocument4 pagesChoq térmico materialesjaumePas encore d'évaluation
- Deber Cap 2 Termodinamica Robert DeHoffDocument4 pagesDeber Cap 2 Termodinamica Robert DeHoffNestor UlloaPas encore d'évaluation
- Fundición de Aluminio en Molde de ArenaDocument12 pagesFundición de Aluminio en Molde de ArenaDaniela GarciaPas encore d'évaluation
- Produccion de ArrabioDocument10 pagesProduccion de Arrabiodavidm_143100% (1)
- Unidad 2 Acabado SuperficialDocument45 pagesUnidad 2 Acabado SuperficialpbravosssPas encore d'évaluation
- Tratamientos Térmicos y RevenidoDocument12 pagesTratamientos Térmicos y Revenidoangel139Pas encore d'évaluation
- RoblesHidalgoJose - Tarea3Unidad 1Document8 pagesRoblesHidalgoJose - Tarea3Unidad 1José RoblesPas encore d'évaluation
- Comunicación BluetoothDocument9 pagesComunicación Bluetoothangel139Pas encore d'évaluation
- Diseño de Circuitos Hidráulicos de PotenciaDocument73 pagesDiseño de Circuitos Hidráulicos de Potenciaangel139Pas encore d'évaluation
- Incubadora de huevos ChapingoDocument3 pagesIncubadora de huevos Chapingoangel139Pas encore d'évaluation
- Tracta Sesión 1Document70 pagesTracta Sesión 1angel139Pas encore d'évaluation
- La Transmision de TractorDocument13 pagesLa Transmision de TractorJj CoronelPas encore d'évaluation
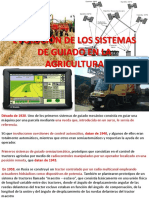
- Sistemas de GuiadoDocument53 pagesSistemas de Guiadoangel139Pas encore d'évaluation
- 3sistema de CoordenadasDocument38 pages3sistema de Coordenadasangel139Pas encore d'évaluation
- TractoresDocument15 pagesTractoresangel139Pas encore d'évaluation
- SigDocument16 pagesSigangel139Pas encore d'évaluation
- Arado de VertederaDocument18 pagesArado de Vertederaangel139100% (1)
- SIG1Document19 pagesSIG1angel139Pas encore d'évaluation
- Monitores de Rendimiento1Document29 pagesMonitores de Rendimiento1angel139Pas encore d'évaluation
- Sistemas MecanicosDocument33 pagesSistemas Mecanicosangel139Pas encore d'évaluation
- Sistemas MecanicosDocument33 pagesSistemas Mecanicosangel139Pas encore d'évaluation
- DESAROLLODocument3 pagesDESAROLLOangel139Pas encore d'évaluation
- MetrologiaDocument55 pagesMetrologiaangel139Pas encore d'évaluation
- Tratamientos Térmicos y RevenidoDocument12 pagesTratamientos Térmicos y Revenidoangel139Pas encore d'évaluation
- Micro MetroDocument4 pagesMicro Metroangel139Pas encore d'évaluation
- List of Irregular VerbsDocument18 pagesList of Irregular Verbsped100% (2)
- MetrologiaDocument55 pagesMetrologiaangel139Pas encore d'évaluation
- MetrologiaDocument55 pagesMetrologiaangel139Pas encore d'évaluation
- Arado de discos: componentes, funcionamiento y regulacionesDocument21 pagesArado de discos: componentes, funcionamiento y regulacionesangel139100% (1)
- Arado de VertederaDocument18 pagesArado de Vertederaangel139100% (1)
- GRANULOMETRIADocument6 pagesGRANULOMETRIAangel139Pas encore d'évaluation
- Clase Sistemas Ecuaciones Lineales 2016Document128 pagesClase Sistemas Ecuaciones Lineales 2016angel139Pas encore d'évaluation
- Parámetros Allen HazenDocument1 pageParámetros Allen Hazenangel139Pas encore d'évaluation
- Entrevista KaliDocument14 pagesEntrevista KaliRonaldo David Díaz PanduroPas encore d'évaluation
- Mitos y Realidades de La Violencia FamiliarDocument17 pagesMitos y Realidades de La Violencia FamiliarSandra Bender100% (1)
- Inhibicion de Procesos de Inyeccion de AguaDocument12 pagesInhibicion de Procesos de Inyeccion de AguaDayana Gonzales GarciaPas encore d'évaluation
- EVA LAVALLIERE-TestimonioDocument6 pagesEVA LAVALLIERE-Testimonioroberto100% (1)
- Textos Nicolás de CondorcetDocument6 pagesTextos Nicolás de CondorcetEzequiel Gonzalez100% (1)
- Guía para Estudio Idependiente 1 - QGDocument5 pagesGuía para Estudio Idependiente 1 - QGMaría CoronadoPas encore d'évaluation
- Temario Biología 5toDocument2 pagesTemario Biología 5toMarcial Luza UrquizoPas encore d'évaluation
- Recursos naturales Amazonía PerúDocument43 pagesRecursos naturales Amazonía Perújuan manuel lopez zumaetaPas encore d'évaluation
- El Ayuno y Oracion Como Armas EspiritualesDocument4 pagesEl Ayuno y Oracion Como Armas EspiritualesALDAIR MUSICPas encore d'évaluation
- Técnicas y Cuidados de Enfermería en La Administración de EnemasDocument3 pagesTécnicas y Cuidados de Enfermería en La Administración de EnemasLuissanny Gonzalez100% (1)
- Percepción automedicación estudiantes UPAPDocument102 pagesPercepción automedicación estudiantes UPAPIvis Cristina100% (2)
- Músculos Miembro InferiorDocument10 pagesMúsculos Miembro InferiorJAZMIN ARACELY LAURA FLORESPas encore d'évaluation
- Reporte de Lectura 2Document4 pagesReporte de Lectura 2raquel lara payanPas encore d'évaluation
- Tarea 7 Acd Grupo 4 Modelación Simulación.Document8 pagesTarea 7 Acd Grupo 4 Modelación Simulación.Daya AtienciaPas encore d'évaluation
- Psicología PastoralDocument4 pagesPsicología PastoralEliezer PiñangoPas encore d'évaluation
- 2 Bases-Acetatos Balanceo Raciones-Dr TrujilloDocument126 pages2 Bases-Acetatos Balanceo Raciones-Dr TrujilloWendy Machado100% (1)
- Mefi (Monitoreo Electrónico Fetal Intraparto)Document18 pagesMefi (Monitoreo Electrónico Fetal Intraparto)Gabriela GutierrezPas encore d'évaluation
- Sistema CardiovascularDocument5 pagesSistema CardiovascularAlex CanteroPas encore d'évaluation
- Los Valientes Sastres de La MafiaDocument8 pagesLos Valientes Sastres de La MafiaNini LoperaPas encore d'évaluation
- Obras que requieren estudio geológicoDocument1 pageObras que requieren estudio geológicorodrigo0% (1)
- Formulario de Motores de Combustion InternaDocument8 pagesFormulario de Motores de Combustion InternaOswaldo Gomez100% (1)
- 1 3 1 Semana 3 y 4 Manejo Seguro y Manipulacion Del Sistema de Alta TensionDocument42 pages1 3 1 Semana 3 y 4 Manejo Seguro y Manipulacion Del Sistema de Alta TensionGonzalo ContrerasPas encore d'évaluation
- Copia de Perfil Ambiental de Guatemala (Sintesis)Document8 pagesCopia de Perfil Ambiental de Guatemala (Sintesis)G Edwx SOo OPas encore d'évaluation
- Materno Infantil ExpoDocument3 pagesMaterno Infantil ExpopfranshezkagPas encore d'évaluation
- Biomecánica Del Tejido MuscularDocument14 pagesBiomecánica Del Tejido MuscularDaniel GómezPas encore d'évaluation
- PR-40 Pon Emergencia AmbientalDocument1 pagePR-40 Pon Emergencia AmbientalYazmin PrietoPas encore d'évaluation
- Elaboración de encurtidos: Acondicionado de verdurasDocument2 pagesElaboración de encurtidos: Acondicionado de verdurasSousuke SagaraPas encore d'évaluation
- Sesion 2 Escuela de FormacionDocument11 pagesSesion 2 Escuela de FormacionDaniel Ricardo Páez AlvarezPas encore d'évaluation
- Fármacos Mas UsadosDocument2 pagesFármacos Mas UsadosManuel ParraPas encore d'évaluation
- Clínica PsiquiátricaDocument22 pagesClínica PsiquiátricavanessaPas encore d'évaluation