Vous aimerez peut-être aussi
- Análisis Del Mercado de La Carne Cultivada (Marketing)Document12 pagesAnálisis Del Mercado de La Carne Cultivada (Marketing)luz castillejoPas encore d'évaluation
- Precio y ComercializacionDocument24 pagesPrecio y ComercializacionAlejandro RivasPas encore d'évaluation
- Estudio Técnico Produccion de MielDocument9 pagesEstudio Técnico Produccion de MielRoque100% (1)
- Analisis FODADocument2 pagesAnalisis FODAPedro Pablo LasoPas encore d'évaluation
- Costos y PresupuestosDocument14 pagesCostos y PresupuestosLUZ MARIA VALVERDE RAMOSPas encore d'évaluation
- Practica Dirigida 4Document4 pagesPractica Dirigida 4Keila Fernadez CuevaPas encore d'évaluation
- Ejercicio 4 CostodsDocument4 pagesEjercicio 4 CostodsMeléndez DailiaPas encore d'évaluation
- Ley Creadora Del Registro Unico Del ContribuyenteDocument3 pagesLey Creadora Del Registro Unico Del ContribuyenteAlex Daniuska Muñoz DiazPas encore d'évaluation
- 3era Práctica Calificada de Costos y PresupuestosDocument6 pages3era Práctica Calificada de Costos y PresupuestosHTPPas encore d'évaluation
- INTRODUCCIÓNDocument1 pageINTRODUCCIÓNYerson Arquínigo SánchezPas encore d'évaluation
- Quesos Chugur Utiliza El Método PEPS para Controlar La Leche FrescaDocument1 pageQuesos Chugur Utiliza El Método PEPS para Controlar La Leche FrescaVictoria Silva MalcaPas encore d'évaluation
- Trabajo de Investigacion Empresas BolivianasDocument16 pagesTrabajo de Investigacion Empresas BolivianasAlvaro Quispe LedezmaPas encore d'évaluation
- Composicion de Costos QUINUA AVENA Trabajo Final (Autoguardado)Document9 pagesComposicion de Costos QUINUA AVENA Trabajo Final (Autoguardado)Pedro Vera BenitesPas encore d'évaluation
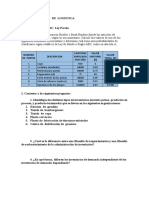
- 10.10modulo Gestion de LogisticaDocument1 page10.10modulo Gestion de LogisticaKeny Hans RamosPas encore d'évaluation
- Ejercicio 7Document7 pagesEjercicio 7Jonathan TenelemaPas encore d'évaluation
- Valorización Del Kardex UnoDocument6 pagesValorización Del Kardex UnoAndrea Rubio VargasPas encore d'évaluation
- Analisis Interno-Piscos y Vinos Efi MPCDocument29 pagesAnalisis Interno-Piscos y Vinos Efi MPCSofia de la CruzPas encore d'évaluation
- Practica 5 - CalificadaDocument1 pagePractica 5 - CalificadaKevin SalazarPas encore d'évaluation
- Exposicion LegilacionDocument14 pagesExposicion LegilacionsantiPas encore d'évaluation
- Empresa Quimbolitos de Mi TierraDocument14 pagesEmpresa Quimbolitos de Mi TierraJOSE. M.G100% (1)
- CostoosDocument2 pagesCostooskeylaPas encore d'évaluation
- Proyectos Pre-FritasDocument21 pagesProyectos Pre-FritasJack Aguilar Miranda100% (1)
- Conclusion Matriz SpaceDocument2 pagesConclusion Matriz SpaceOscar Jaime Arteaga0% (1)
- Eeff Peru Campeon-FinalDocument5 pagesEeff Peru Campeon-FinalOsmar Mundaca ZaratePas encore d'évaluation
- Comercio InternacionalDocument6 pagesComercio InternacionalPol TintayaPas encore d'évaluation
- PDF Costos II PDF - CompressDocument61 pagesPDF Costos II PDF - CompressJoseline RemaldezPas encore d'évaluation
- ARREGLARDocument7 pagesARREGLARJorch RamirezPas encore d'évaluation
- 1 Cocina de AutorDocument32 pages1 Cocina de AutorporfasonefasPas encore d'évaluation
- 6 Teoría OrdinalistaDocument2 pages6 Teoría OrdinalistaAlbertoLaraPas encore d'évaluation
- Alicorp Transporte 2022Document4 pagesAlicorp Transporte 2022Emma Gladys ChoquePas encore d'évaluation
- Practico N7Document8 pagesPractico N7Silvana Rojas MarancenbaumPas encore d'évaluation
- ArielMendezAyala 1Document15 pagesArielMendezAyala 1Ariel Mendez AyalaPas encore d'évaluation
- Encuesta de La Industria La PasteleriaDocument3 pagesEncuesta de La Industria La PasteleriaBeverly Herminia Miranda GamerosPas encore d'évaluation
- Ejercicios Resueltos Activo Realizable (Kardex) Peps 21-01-2021Document11 pagesEjercicios Resueltos Activo Realizable (Kardex) Peps 21-01-2021Noemi Mayeli GonzalesPas encore d'évaluation
- La Creación de Una Empresa Innovadora de ChocolatesDocument98 pagesLa Creación de Una Empresa Innovadora de ChocolatesKaroliss Castro0% (1)
- Practica CostosDocument3 pagesPractica CostosRon Aldo Fernandez IbarraPas encore d'évaluation
- Analisis Vertical Empresas 8voDocument10 pagesAnalisis Vertical Empresas 8voCR-hiztjho Yovera Vallejos0% (1)
- Definición Formal de ReingenieríaDocument15 pagesDefinición Formal de ReingenieríaJosé Manuel Mercado EgüezPas encore d'évaluation
- s07.s2 Caso Punto de Equilibrio MultiproductoDocument7 pagess07.s2 Caso Punto de Equilibrio Multiproductotracy villalobosPas encore d'évaluation
- Cuestionario para Los DistribuidoresDocument2 pagesCuestionario para Los DistribuidoresJhon Chunga ConchaPas encore d'évaluation
- Estudio de MercadoDocument2 pagesEstudio de Mercado91ortoPas encore d'évaluation
- Politicas de InventarioDocument2 pagesPoliticas de InventarioYair PEREZ PEREZPas encore d'évaluation
- Casa GrandeDocument4 pagesCasa GrandeAgusto ValedesPas encore d'évaluation
- Lubricación de Las Partes Del CargadorDocument21 pagesLubricación de Las Partes Del CargadorNed Seam DaraPas encore d'évaluation
- Ejercicios Resueltos de Capacidad de PlantaDocument4 pagesEjercicios Resueltos de Capacidad de PlantaYanira PerezPas encore d'évaluation
- Ficha Técnica Del Cherry MangoDocument2 pagesFicha Técnica Del Cherry MangoIsabel AramburoPas encore d'évaluation
- Sol - Ejercicios TSFDocument7 pagesSol - Ejercicios TSFfrankPas encore d'évaluation
- Efecto Látigo en La Planeación de La Cadena de AbastecimientoDocument19 pagesEfecto Látigo en La Planeación de La Cadena de AbastecimientoAnonymous UZxbGCPas encore d'évaluation
- Taller Punto de Equilibrio Sin SolDocument2 pagesTaller Punto de Equilibrio Sin SolSantiago Silva Duque100% (1)
- Actividad 3Document2 pagesActividad 3Raul MedinaPas encore d'évaluation
- Semana 5 - Costos Indirectos de FabricaciónDocument42 pagesSemana 5 - Costos Indirectos de FabricaciónkatyPas encore d'évaluation
- Costo de Produccion Canchis - MaranganiDocument58 pagesCosto de Produccion Canchis - MaranganiK'aspicha Flores MuñozPas encore d'évaluation
- Metodo SPLDocument10 pagesMetodo SPLBrandon Martines DionicioPas encore d'évaluation
- Estudio de MercadoDocument20 pagesEstudio de MercadoNanyArangoaPas encore d'évaluation
- 001 Ejercicios Punto de EquilibrioDocument1 page001 Ejercicios Punto de EquilibrioGUILLERMO ANDRES NAVARRO RODRIGUEZPas encore d'évaluation
- Plan de Negocio Freidora de AireDocument15 pagesPlan de Negocio Freidora de AireMorales Palomo Maria Alondra 5.-EPas encore d'évaluation
- 8 - El Modelo Is-Lm para Una Economía Cerrada PDFDocument36 pages8 - El Modelo Is-Lm para Una Economía Cerrada PDFdary floresPas encore d'évaluation
- Memoria SMV 2013 San FernandoDocument35 pagesMemoria SMV 2013 San Fernandojfrz44100% (1)
- Proyecto de InversionDocument49 pagesProyecto de InversionyenyPas encore d'évaluation
- Folleto de Induccion PDFDocument2 pagesFolleto de Induccion PDFpalabrita3150% (2)
- Caracterizacion de AccidentalidadDocument27 pagesCaracterizacion de Accidentalidadpalabrita31Pas encore d'évaluation
- Prevencion POSTURALDocument47 pagesPrevencion POSTURALHarold EscobarPas encore d'évaluation
- MODELO Plan de Seguridad VialDocument52 pagesMODELO Plan de Seguridad VialAnonymous FHYnfEs5m7100% (4)
- Reponsabilidadlegal 110923121711 Phpapp02Document26 pagesReponsabilidadlegal 110923121711 Phpapp02palabrita31Pas encore d'évaluation
- 1 Seguridad Integraly Riesgosen PLataformaDocument36 pages1 Seguridad Integraly Riesgosen PLataformapalabrita31100% (2)
- EcopilasDocument22 pagesEcopilaspalabrita31Pas encore d'évaluation
- Procedimiento de Reporte de Ai y CiDocument23 pagesProcedimiento de Reporte de Ai y Cipalabrita31Pas encore d'évaluation
- 7 1 2009 7-54-14 PM Cartilla Normas Tecnicas FinalDocument20 pages7 1 2009 7-54-14 PM Cartilla Normas Tecnicas Finalpalabrita31Pas encore d'évaluation
- Report e Incident EsDocument3 pagesReport e Incident Espalabrita31Pas encore d'évaluation
- 13 Responsabilidad Legal en Seguridad Industrial SaludOcupacionalDocument27 pages13 Responsabilidad Legal en Seguridad Industrial SaludOcupacionalpalabrita31Pas encore d'évaluation
- 3.CARLIXPLAST-Presentacion Final AT3Document14 pages3.CARLIXPLAST-Presentacion Final AT3palabrita31Pas encore d'évaluation
- 7 1 2009 7-54-14 PM Cartilla Normas Tecnicas FinalDocument20 pages7 1 2009 7-54-14 PM Cartilla Normas Tecnicas Finalpalabrita31Pas encore d'évaluation
- Decreto 1335 1987Document38 pagesDecreto 1335 1987J González Mercado100% (1)
- Posgrados Apuntes Metodo REBADocument6 pagesPosgrados Apuntes Metodo REBAJuan Antonio Gonzalez PrietoPas encore d'évaluation
- 1.manejo EmergenciasDocument64 pages1.manejo EmergenciasAle Arango SanchezPas encore d'évaluation
- Anexo1resolucion0705 Botiquines 110511204933 Phpapp02Document10 pagesAnexo1resolucion0705 Botiquines 110511204933 Phpapp02palabrita31Pas encore d'évaluation
- Posgrados Apuntes Metodo REBADocument6 pagesPosgrados Apuntes Metodo REBAJuan Antonio Gonzalez PrietoPas encore d'évaluation
- 05 Inspeccion de EnergiaDocument1 page05 Inspeccion de Energiapalabrita31Pas encore d'évaluation
- Autocuidado 2Document4 pagesAutocuidado 2palabrita31Pas encore d'évaluation
- Sist +de+vigilancia+epidemiologica Prev +y+control Patol +lumbar +colombiaDocument77 pagesSist +de+vigilancia+epidemiologica Prev +y+control Patol +lumbar +colombiapalabrita31Pas encore d'évaluation
- Ruta No 8Document6 pagesRuta No 8palabrita31Pas encore d'évaluation
- Como Prevenir El Dolor de EspaldaDocument38 pagesComo Prevenir El Dolor de Espaldapalabrita31Pas encore d'évaluation
- Resolucion 2569Document9 pagesResolucion 2569Cristhian CardonaPas encore d'évaluation
- IplerDocument14 pagesIplerpalabrita31100% (1)
- PruebasDocument51 pagesPruebaspalabrita31Pas encore d'évaluation
- 01 Presupuesto - EstructuraDocument3 pages01 Presupuesto - Estructurafrank arteaga mejiaPas encore d'évaluation
- Grua Puente BirrailDocument58 pagesGrua Puente Birrailjeyson acosta100% (1)
- Diagnostico Ana Martínez (Td025s2)Document1 pageDiagnostico Ana Martínez (Td025s2)sylarlolzmiguelPas encore d'évaluation
- Black and Decker CorporationDocument2 pagesBlack and Decker CorporationMateo KoontzPas encore d'évaluation
- PETAR - Trabajos en Caliente - Rev - 1Document1 pagePETAR - Trabajos en Caliente - Rev - 1dalex_tauro930% (1)
- 5596 Allam BDocument158 pages5596 Allam BLeonel Losada Cardozo100% (2)
- Formato de Pre Uso de Equipos Electricos Estacionarios (Eee)Document1 pageFormato de Pre Uso de Equipos Electricos Estacionarios (Eee)LUIS ANTONIO GUADAÑA MALAVERPas encore d'évaluation
- BSF Almacenes Del Peru BajaDocument16 pagesBSF Almacenes Del Peru BajaBrems MarPas encore d'évaluation
- Simovert Masterdrives-Convertidores de Frecuencia (CA-CA)Document146 pagesSimovert Masterdrives-Convertidores de Frecuencia (CA-CA)Dylan ZambranoPas encore d'évaluation
- Antecedent EsDocument4 pagesAntecedent EsJeffry palacios vargasPas encore d'évaluation
- 008 de 2013 LIC Presupuesto y APU Adecuacion Auditorio CastillaDocument32 pages008 de 2013 LIC Presupuesto y APU Adecuacion Auditorio CastillaAnibal HerronPas encore d'évaluation
- CVdemarxramosmallquiDocument4 pagesCVdemarxramosmallquiCristhianDanielPalominoPas encore d'évaluation
- Construcción Con CONVITECDocument44 pagesConstrucción Con CONVITECdisitoPas encore d'évaluation
- Ventajas de Las Estructuras IndeterminadasDocument4 pagesVentajas de Las Estructuras Indeterminadasjose navarretePas encore d'évaluation
- Tuberia Conduit RymcoDocument1 pageTuberia Conduit RymcoAaronPas encore d'évaluation
- XXXX DS BD XXX 00 Bomba Deslocamento PositivoDocument12 pagesXXXX DS BD XXX 00 Bomba Deslocamento PositivoTúlio Barata FrançaPas encore d'évaluation
- REFRIGERACIÓN Actividad 1Document9 pagesREFRIGERACIÓN Actividad 1Cesar GomezPas encore d'évaluation
- Práctica Calificada de Tecnología Del Concreto y MaterialesDocument6 pagesPráctica Calificada de Tecnología Del Concreto y MaterialesBrayam TorresPas encore d'évaluation
- Normas QuetzaltenangoDocument8 pagesNormas Quetzaltenangomiguel omarPas encore d'évaluation
- Anexos #11 RendimientoDocument4 pagesAnexos #11 RendimientoManuel Antonio Reinaldo MPas encore d'évaluation
- 3 Informe AccionamientoDocument11 pages3 Informe AccionamientoMiguel Angel Gutierrez DueñasPas encore d'évaluation
- Uribia PreciosDocument1 434 pagesUribia PreciosGerardine PeraltaPas encore d'évaluation
- Peso de VehiculosDocument25 pagesPeso de VehiculosFranklin100% (9)
- Avance MODIFICADO de Trabajo de EIA LlutaDocument7 pagesAvance MODIFICADO de Trabajo de EIA LlutaMariah Del Rosario NuñezPas encore d'évaluation
- 1.4 Ciclo CombinadoDocument10 pages1.4 Ciclo CombinadoEnrique FanesPas encore d'évaluation
- Tecnicas de PlegadoDocument131 pagesTecnicas de Plegadosalman palacios100% (2)
- Formato Informe de MotoresDocument7 pagesFormato Informe de MotoresAlvaro P. CasasPas encore d'évaluation
- Memoria Descriptiva MercadoDocument14 pagesMemoria Descriptiva MercadoChristian Berrios MuñozPas encore d'évaluation
- Reformulación de Esmaltes CerámicosDocument5 pagesReformulación de Esmaltes CerámicosAngie Rodriguez QuirogaPas encore d'évaluation
- Clasificacion de ElectrodosDocument7 pagesClasificacion de ElectrodosAndrés ToalaPas encore d'évaluation