Académique Documents
Professionnel Documents
Culture Documents
Trim Balancing Procedure
Transféré par
Sallar QaziCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Trim Balancing Procedure
Transféré par
Sallar QaziDroits d'auteur :
Formats disponibles
THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS
89-GT-318
345 E. 4T St., New York, N.Y.10017
rr The Society shall not be responsible for statements or opinions advanced in papers or in dis-
C cussion at meetings of the Society or of its Divisions or Sections, or printed in its publications.
M Discussion is printed only if the paper is published in an ASME Journal. Papers are available
•L from ASME for fifteen months after the meeting.
Printed in USA. Copyright © 1989 by ASME
Methods and Procedures for Trim Balancing the LM2500
Marine Gas Turbine in the Test Cell and Aboard Ship
BRUCE D. THOMPSON DR. ROBERT H. BADGLEY
Mechanical Engineer President, Expert Systems, Inc.
Naval Sea Systems Command Reston, Virginia
Washington, D.C. Member. ASME
Associate Member, ASME
RICHARD RACZKOWSKI
Mechanical Engineer Technician
Naval Sea Support Center, Pacific
San Diego, California
ABSTRACT
vibration. This was usually due to residual unbalance
Extensive fleet experience with LM2500 marine gas in the gas generator rotor. A new procedure has been
turbines shows that engines with higher than normal developed by U.S. Naval Sea Systems (NAVSEA) engineers
vibration are more likely to show early wear. Gas to reduce this residual unbalance to acceptable levels
generator rotor unbalance has been identified as the without removing the engine from the ship. This
main cause of high vibration. Rotor rebalancing procedure not only avoids expenditures for repairs at
reduces vibration to acceptable levels, at the same the depot, currently estimated at about $500,000 per
time reducing or eliminating many wearout modes. engine, but also substantially increases the effective
Initially, the only rebalance option was to remove the number of spare engines, reduces the cause for many
gas generator from the ship and send it to the depot. engine hardware wearout modes and produces engines that
The high cost of this option led to a search for have increased availability, reliability and reduced
alternatives, and the successful development of a air and structureborne noise.
procedure for rebalancing the gas generator rotor The new procedure makes use of the highly portable
aboard ship. The method adopted was the well known class of computers called "laptops," together with
influence coefficient procedure, developed by the NAVSEA-developed trim balance and trim weight placement
National Aeronautics and Space Administration (NASA) in software. The procedure is virtually "transparent" to
the late 1960's. This method is well suited for the ship's crew, since vibration measurement can be
implementation on portable computers, and fits readily done during normal underway periods. Engine case
into a practical procedure for use by trained opening for installation of a trim weight set requires
technicians. The NASA program originally included a about eight hours to complete, and is usually done by
procedure to minimize peak residual vibration. Navy trained Navy technicians. If the need arises, it can
engineers added an improved optimizing procedure and a be done at sea. An engineer or engineering technician,
method to account for engine nonlinearities. experienced in the trim balancing procedure, performs
Rebalancing involves mounting four external all the calculations to place the trim weights and is
accelerometers on the engine, along with a tachometer generally in charge of and is responsible for the
to give a one-per-rev signal for phase angle success of the operation.
measurement. Baseline vibration measurements, together
with stored influence coefficients for the LM2500 BACKGROUND
engine series, permit first shot multi-plane,
multi-speed trim correction weights to be calculated. More than two decades ago attention turned to
The compressor case is readily opened and the weights improved methods for in place balancing of rotors which
installed without disturbing the engine. Application operated above one or more speeds at which resonant
of this procedure has been highly successful: vibration vibrations could occur due to residual unbalance.
levels of less than 0.001 inch peak--to-peak over the Goodman's (1963) work on the least squares method
entire speed range have been achieved. The avoided identified an important new procedure at the time when
cost of removal, replacement and repair of an LM2500 is computers were just coming on the scene. Later work by
estimated to be about $500,000. Lund and Tonneson (1971) reduced the method to a
workable software tool which was later evaluated by
INTRODUCTION Tessarzik, Badgley, and Anderson (1972), Tessarzik and
Badgley (1974), and others. Badgley (1974) discussed
One of the leading causes of marine gas turbine the potential impact of multiplane-multispeed balancing
engine removals from US Navy ships during the past on gas turbine production and overhaul costs, while
decade has been excessive engine self generated Weinert and Badgley (1975) advanced a proposed approach
for its application.
Presented at the Gas Turbine and Aeroengine Congress and Exposition—June 4 -8, 1989—Toronto, Ontario, Canada
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/23/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
In the intervening years since the latter two generic influence coefficients are corrected based on
papers, two long-range trends have continued: (1) differences between the engine specific and the generic
computers and electronic instruments have developed to influence coefficients, based upon data from the
the point where they can be used readily in support of balance plane where the trial weight was installed on
field operations, and (2) costs of major engine this specific engine). This is, of course, all
disassembly operations have escalated to the point completely transparent to the user.
where they are becoming prohibitively expensive. A brief discussion of the analysis upon which this
Reaching back two decades to use a procedure originally balancing approach is based is contained in the
developed by Goodman (1963) in conjunction with today's Appendix.
laptop computers, has permitted these costly engines to
remain installed and operating, with savings of PRACTICAI. ASPECTS OF TRIM BALANCING AND EQUIPMENT SETUP
$500,000 each time an engine removal is avoided.
Vibration Signals for Balan çg
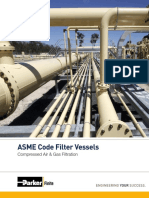
TRIM BALA NCING COMPU TER SOFTWARE CONSIDERATIO NS Vibration data is generated by four frame-mounted
DSC-502 accelerometers, manufactured by Diagnostic
During the initial phase of the development of the Systems Corporation. These are mounted vertically (12
procedure to trim balance the LM2500 gas generator o'clock position) on the LM2500 gas turbine, shown in
rotor, a modification of a NASA trim balancing computer Figure 1, at four locations: the compressor front frame
program was used. This software was successful from (CFFV12), the compressor rear frame (CRFV12), the
the start. Use of this computer program, though, showed turbine mid frame (TMFV12), and the turbine rear frame
the limitations of 20 year old software in today's (TRFVL2). The accelerometers come in two types,
applications. Once the specific requirements for trim differing only in that one has a high temperature
balancing LM2500 gas generator rotors were determined, (hard) lead and the other has a low temperature (soft)
completely new software was developed. lead. The hard lead accelerometers are used on the hot
The new trim balancing program, called Flexible turbine frames, and the soft lead accelerometers are
Rotor Balancing Program Version 2.0 (FRBP V2.0), was used on the cooler compressor frames.
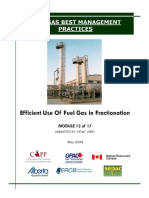
developed for ease of use and is menu driven. Connecting the accelerometers to the charge
Experience has shown that in some applications it is amplifiers is a set of four low noise twisted pair
desirable to use trim weights calculated by the Least shielded cables which are run through a hole in the
Squares solution, while in other applications an module floor. A set of four coaxial cables connects
optimized solution is preferred. The Least Squares the charge amplifier output to the SD119C trim balance
solution is the one where the "sum of the squares of analyzer, manufactured by Spectral Dynamics
the residuals" is minimized. The optimized solution Corporation. The charge amplifiers are used to amplify
deviates from the least squares solution by using a the accelerometer charge signals and to integrate them
weighting technique and the least squares method to once to give a velocity output. The trim balance
minimize the maximum amplitude in the residuals. analyzer then integrates the velocity output from the
Optimization is an iterative process, whereby weighting charge amplifiers to displacement (mils), and displays
factors are calculated, using the maximum amplitude rotor speed, amplitude, and phase. Amplitude and phase
from the previous iteration and incorporated in the are switchable between the four sensors. Figure 2
least squares solution, with the objective of shows a schematic of a typical trim balance setup.
minimizing the maximum residual vibration amplitude. The charge amplifiers, manufactured by Unholtz
The iterations continue until a predetermined Dickie, and the trim balance analyzer were originally
convergence limit in the reduction of the maximum used for CF6 aircraft engine fan balancing. Both had
residual amplitude is reached. the reputation of being rugged, which has been valuable
The new trim balancing program (FRBP V2.0) is in this application. These components have withstood
capable of handling mixed multi-plane trim balance falls of several feet to a steel deck, as well as the
solutions. A mixed solution is one in which engine extreme humidity and temperatures found in surface
specific influence coefficients are used for one combatant ship engine rooms. To avoid possible damage
balance plane and generic influence coefficients are to this equipment, particular attention was paid as to
used for the other plane(s). (In this case, the how this equipment is restrained in the engine room.
FIG. 1 ACCELEROMETER MOUNT POSITIONS FOR LM2500 GAS TURBINE TRIM BALANCE
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/23/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
L
is the method by which the SD119C calculates phase,
TRFV TMFV CRFV I hA CCELEROMETER which is from the reference point to the highest
amplitude reading on the sensor signal.
LIGHT
PROBE
Data_Acquisition
To date, data acquisition has been done manually.
LM2500
ROTOR The operator must be aware of phase angle stability (or
lack thereof) to assess the engine as a candidate for
balancing. The data is collected at 11 to 13 different
engine speeds, from idle (about 5000 RPM gas generator
LM2500
CASE speed) to maximum power. A typical trim balance
vibration survey is outlined in Table 1. Gas generator
AMP
0 RPM PHASE
speed is stabilized for one minute before a set of
amplitude and phase readings is taken. A reading set
1/REV TACH.
is defined as vibration amplitude and phase at the four
SD119 TRIM BALANCE
ANALYZER
GENERATOR accelerometer locations, and the lube oil inlet
temperature. The next set of readings is taken two
minutes later. The last set is taken just before
FIG. 2 INSTRUMENTATION SCHEMATIC moving to the next speed.
FOR LM2500 TRIM BALANCE
GAS TURBINE TRIM BALANCE PROCEDURE
Trim Balance Procedure
Figure 3 is a flow chart illustrating the basic
Phase Angle Signal Generation LM2500 gas generator rotor trim balance procedure. The
To generate gas generator speed and phase angle, a initial steps, as discussed above, are followed by the
common reference location on the rotor is required. A baseline vibration survey. In addition to being
white spot (Scotchlite No. 1216 reflective paint) is required to make trim weight calculations, this survey
applied to the rotor through the 9th compressor stage is necessary to make an initial assessment of the
borescope port, on a land between the 9th and 10th condition of the engine.
compressor stage blade rows. A small paint brush is
used to paint the spot, which experience has shown
should cover the entire axial distance between the
stages. The spot should have a circumferential length
of about one inch. To observe the reference spot
during engine operation, it was necessary to choose
borescope ports that are not encumbered by either B
static components (brackets, piping, etc.) or dynamic START
A
components (variable stator vane actuating levers). C
The port(s) must give direct access to the rotor lands ro rrvESrrnrE Er^cr^E
in these stages. An alternate white spot is also MECN CONlIiION•
PFWVF IE NCESSAIry
ceLCUUre a
w
i painted on a land (between the 10th and 11th stages)
sruL nsuuLOTREa
nx waE c,w
that can be accessed through the 10th compressor stage
borescope port.
FEIliOME
The reference point is standardized on the rotor on
E MJY£1
SHIP SYSTEM
all engines as the location of one of two blade locking pEq^q'1MC1W
vla suavei ro
devices in the tenth compressor stage. To rotate the
has generator rotor to this location, the cover to an SYSTE .ATE SHIP
SYSTEM60ETER.
auxilary drive pad is removed from the accessory MAX VIB M.N VIB
USE OF NIOIV
gearbox and a wrench is used to rotate the rotor slowly .5 MIL51 r 25 MIL51
until the locking lug appears in the tenth stage
ro w E
borescope port. Before the engine is started, the ro A
paint must be allowed to dry for at. least two hours ID THY.I B/^IANGB
SF PRSJClEO RE
(preferably overnight).
An optical pickup is threaded into a borescope hole
in either the 9th or the 10th stage. In order to adapt
the optical pickup to the borescope hole, a fitting is
used, along with a jam nut, to prevent the lens of the
optical pickup from being damaged by over tightening.
The other end of the optical pickup is connected to a
fiber optic tachometer manufactured by Spectral
Dynamics. This tachometer produces a 5 volt DC square
pulse whenever the reference spot passes the optical
pickup. The 5 volt pulse is transmitted from the
optical tach to the trim balance analyzer by coaxial
cable. The light intensity of the optical tach must be
adjusted so it triggers only on the white spot.
Angle Convention
Angles increase in the direction opposite the
direction of gas generator rotation (i.e., angles
increase in the counter clockwise direction for an
observer located aft of the engine and looking
forward). The primary reason for this angle convention FIG. 3 TRIM BALANCE PROCEDURE FLOW CHART
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/23/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
W
TABLE 1 TRIM BALANCE VIBRATION SURVEY Baseline Run
Initially, a baseline run is conducted, to obtain a
TIME G.G. SPEED OPERATION NOTES vibration survey of the gas turbine (or gas generator)
in the as-received condition. At each of the speed
5 Min. Idle Start engine One set points in Table 1, three sets of vibration readings are
and checkout of readings taken and hand logged. Finally, several transient
10 Min. 7000 rpm Engine Maint.speed check runs are conducted. After stabilizing at full
warmup until lube power (or torque limiting) for five minutes, a rapid
oil in 15OF deceleration to 7000 RPM is performed with the analyzer
5 Min. 5000 rpm Steady 3 sets of observing the compressor rear frame accelerometer. The
state readings maximum amplitude level and the speed at which it
5 Min. 5500 rpm Steady 3 sets of occurred are recorded. Next, after stabilizing at 7000
state readings RPM for five to ten minutes with three sets of
5 Min. 6000 rpm Steady 3 sets of readings, a fast deceleration is performed from 7000
state readings
RPM to idle. Again, the compressor rear frame
5 Min. 6500 rpm Steady 3 sets of accelerometer is monitored and the maximum amplitude
state readings
and the speed at which it occurred are recorded. After
5 Min. 7000 rpm Steady 3 sets of
five to ten minutes at idle, the baseline vibration
state readings
survey is repeated.
5 Min. 7250 rpm Steady 3 sets of
state readings
Baseline Vibration Characteristics
5 Min. 7500 rpm Steady 3 sets of Prior to performing the computations necessary to
state readings start trim balancing a LM2500 gas generator rotor, the
5 Min. 7750 rpm Steady 3 sets of cause of the high vibration must first be determined.
state readings This can be done by examining the signature of the
5 Min. 8000 rpm Steady 3 sets of baseline vibration survey and comparing it to
state readings signatures of other engines where the cause of high
5 Min. 8250 rpm Steady 3 sets of vibration was known. Calculated critical speeds with
state readings their associated mode shapes, as described in Thompson
5 Min. 8500 rpm Steady 3 sets of and Badgley (1988), can also be useful in understanding
state readings the relationship between the particular unbalance
5 Min. 8750 rpm Steady 3 sets of condition and the response of the case-mounted
state readings vibration sensors.
5 Min. 9000 rpm or Steady 3 sets of LM2500 gas generators exhibit high pressure turbine
torque limit state readings (HPT) unbalance response as high vibration levels at
Fast Decel To 7500 rpm Transient Record peak low gas generator speeds, as shown in Figure 4.
CRFV resp. Typically, the high vibration response drops
10 Min. 7000 rpm Steady 3 sets of dramatically a few hundred RPM past the peak response
state readings point, due to the nonlinear effect of the squeeze film
Fast Decel To idle Transient Record peak damper at the No. 5 bearing.
CRFV resp. LM2500 gas generators exhibit high pressure
5 Min. Idle Steady 1 set of compressor (HPC) unbalance response as high vibration
state readings levels at high gas generator speed, as shown in Figure
5. LM2500 gas generators that exhibit both HPC and HPT
unbalance response will show high vibration responses
After the baseline survey, the balance plane to be at both low and high gas generator speeds. Sudden
used is selected and the size and angular location of a amplitude jumps can also occur with primarily HPC
calibration trim weight (CTW) is calculated using unbalance, and are due to the cross coupling effect the
generic LM2500 influence coefficients. The compressor HPC can have on the HPT, and to the nonlinear response
front case is opened and the weight is placed. of the No. 5 squeeze film damper bearing, when HPC
This is followed by a CTW vibration survey which unbalance drives the gas generator bending mode.
duplicates the speed points used in the baseline
survey. If the maximum vibration levels, at all sensor Decision on Trim Balancir
locations, are now below the target levels, then the A review of the two back--to-back baseline vibration
trim balance procedure can terminate. If, on the other surveys, described above, should be performed, in order
hand, the maximum vibration levels are not at or below to determine whether the engine is suitable for trim
target levels, or if the vibration response is unusual, balancing. For example, if the respective phase angles
then the trim balance procedure must continue. The (baseline 1 versus baseline 2) repeat within 10
technical representative in charge of this effort makes degrees, and if the data is consistent from run to run,
the decision. The choice is whether to make a then balancing may continue.
multi-plane trim balance using engine specific Balancing will very likely be successful if the
influence coefficients for one balance plane and following are found: there are no sudden or large phase
generic influence coefficients (corrected) for the angle shifts at any speed or while transiting between
other balance plane(s), or to calculate and install a speed points (particularly important in the speed range
CTW in another balance plane. If the former is of 8000 to 9000 RPM); the vibration amplitude is
selected, then, in the Navy's experience, the trim repeatable from run to run; the phase angles at the
balance goals will have been met and the procedure can compressor front and rear frames are similar; and the
end. If the latter is selected, however, then a lube oil inlet temperatures are consistent from run to
multi-plane trim balance can be accomplished using run.
engine specific influence coefficients. The second CTW It is also important that there be no unusual
run will then allow additional influence coefficients vibration characteristics. For example, thermally
to be acquired from the other balancing plane(s), which induced vibration typically appears during rapid engine
can later be averaged with the generic coefficients. accelerations or decelerations. These so-called
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/23/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
0
LM2500 PREDOMINANT HPT IMBALANCE misalignment, and cannot be reduced by trim balancing
HIGH VIBRATION AT LOW SPEED because it is not synchronous with gas generator
6.0 speed. Its frequency varies between .91 and .96 of gas
generator frequency, and it is seen along with the
synchronous signal because the frequency width of the
5,0
tracking filter on the ship's system includes these
lower frequencies. The SD119C analyzer, on the other
4.0 hand, has a tracking filter with a narrower frequency
width, so the "aero-mechanical instability" is less
likely to affect the one/rev signal.
3.0 Mechanically induced vibration is typically caused
by misalignment (lack of straightness) of the gas
BALANCE GOAL (2 0 generator rotor. Its primary characteristic is poor
2.0
amplitude repeatability. It may also exhibit thermal
side affects, and there may also be large phase angle
.0
shifts (on the order of 180 degrees) when moving from
one steady state speed point to another. The engine
may seem bi-stable, with two or more different sets of
00 vibration characteristics. An LM2500 that exhibits
(Tho-MO) these characteristics is a poor trim balance candidate.
GGA SPEED (RPM)
❑ CFFV
When trim balancing an LM2500 installed as a gas
generator, it is possible to deal with high pressure
FIG. 4 VIBRATION VS. SPEED FOR TYPICAL turbine unbalance because of the easier access to the
turbine trim balancing plane. Depending on response
HIGH PRESSURE TURBINE UNBALANCE
characteristics, it may be possible to correct this
problem using one balance plane (HPT only), three
planes (two in HPC and one in HPT) or a combination of
a two plane correction (HPC) followed by a one plane
correction (HPT).
LM2500 PREDOMINANT HPC IMBALANCE
HIGH VIBRATION AT HIGH GG SPEED
If the LM2500 being trim balanced is configured as
a gas turbine, and if it exhibits high pressure turbine
unbalance characteristics, then great care should be
taken in attempting to trim balance it. Because of the
great difficulty in reaching the turbine trim balance
plane, i.t is not usually feasible to attempt to correct
this type of unbalance response in place as a gas
H turbine. An attempt to offset the HPT unbalance by
5 adding weights to the HPC may make the HPC unbalance
worse, which confirms dynamic model predictions.
Predicting HPT response to such a balance attempt may
I be difficult due to the nonlinear response of the No. 5
TRIM BALANCE GOAL (2,0
damper bearing.
CORRECTION WEIGHT CALCULATIONS
Calculations are conducted with an IBM-compatible
portable laptop computer with the 3.5 inch 720-Kbyte
format. The balancing software is contained on the
(EEDu (PM)
GGA SPEED (RPM) floppy disks. Start-up of the computer installs a RAM
❑ CRFV + TREE
disk which contains a full screen editing program as
well as directory display and file listing programs.
FIG. 5 VIBRATION VS. SPEED FOR TYPICAL The full screen editor can be used to create input
HIGH PRESSURE COMPRESSOR UNBALANCE files for the trim balancing programs.
FRBP V2.0, the multi-plane, multi-speed, trim
balancing program, is menu driven and assists the user
in creating the input file necessary to perform trim
balance calculations. When initially started, FRBP
"transient vibrations" normally "soak" down after a few V2.0 presents a menu from which the user chooses the
minutes at a steady state speed as the engine trim balance calculation that he wants to make. After
stabilizes thermally. However, all LM2500 gas his initial selection, the program describes to the
generators exhibit transient vibration to some degree. user the data he needs to continue with the program.
The amount depends on the rotor balance condition and, If the user decides he has all the necessary
perhaps more importantly, on the condition of the information, the program configures the input file in
spline/coupling nut assembly that holds the two gas the proper format and then assists the user in
generator components together. Generally, the larger inputting the data.
the high pressure turbine or compressor unbalance, the When all the data has been entered, the program
higher the spline/coupling nut assembly is stressed saves it as a readable disk file in the ASCII format.
during rapid changes of speed, and the higher the The user can then perform the trim balance calculations
transient vibration levels may be. using the input file, and the program creates an output
Aero-mechanically induced vibration is typically file to store the completed calculations. The original
characterized by an unsteady (fluctuating) response for input file is retained unchanged. Thus, the advanced
gas generator speeds near 7600 RPM. This response is user can bypass the assist menu and modify an input
not. due to gas generator rotor component unbalance or file by using the full screen editor on the RAM disk.
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/23/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
CNrd STAGE 9 ANGLE INFLUENCE CCEFE Using the first. shot CTW option in the computer
BASED ON A POPULATION OF 12 GGAS program FRBP, a one plane first shot trim balance
220 calculation is made by using a set of precalculated
200 (generic) influence coefficients (both magnitude and
180 angle) for the particular compressor stage or the
160 turbine. Depending on the number of data points and
140 the speed and configuration of the computer, the trim
120 balance calculation may require as long as 30 minutes
100
or so to run, although usual runs are less than I
0
60 0 minute in length. The output will include the size of
O * the first shot one plane trim balance weight. (or
60
0
c o
o O O \ + calibration weight) to be installed in the compressor
40 ^-^
(stage 9 or 3) or the high pressure turbine at a
20 o +
specified angle.
0
Similarly, using the multi-plane option in FRBP, a
–20 first shot multi-plane trim balance calculation may be
–40 performed using generic coefficients. In the Navy's
-60 experience to date, however, first shot multi-plane
–80 trim balance is not the recommended procedure. The
8 9
5 6 7
TTnoo onds) variance of the magnitude part of the influence
AVE ANG COEFF—
SPEED
+ AVE + STD DEV o AVE – STD DEV
coefficient is too great to obtain an optimum first
shot multi-plane trim balance, and a first shot
multi-plane trim balance can not be used to obtain CTW
FIG. 6A ANGLE INFLUENCE COEFFICIENTS FOR data to calculate engine specific coefficients.
12 ENGINES Experience has shown that generally the trim
correction weights required to perform single plane,
single speed balances at the most important speed
points for each sensor location, all lie in the same
CRFV STAGE 9 MAG INFLUENCE COEFF angular quadrant. This means that an optimized
BASED ON A POPULATION OF 12 GGAS multi-speed single plane first shot trim balance has a
300
very good chance of substantially improving the
280 vibration amplitudes of the engine. The results of
260 this first shot. trim can be then used to calculate
240 engine specific influence coefficients which can be
220 used in a two or a three plane calculation to further
200 optimize the results.
180
0 0 Finally, the installation of balance weights may be
160 assisted with a spreadsheet program which calculates
140
how to distribute the required correction weights into
the available blade spaces.
2
o 0
120
100
0 0 0 INSTALLATION OF BALANCE WEIGHTS
80
60
To install compressor trim correction weights it is
40 necessary t.o raise the front compressor case of the
20 LM2500. Fortunately the LM2500 compressor design
0 greatly facilitates this type of maintenance.
9
5 6 7
RhoA Ods)
8
Procedures for raising the front compressor case are
SPEED
o AVE + 1 010
well developed and are incorporated in standard LM2500
— AVE MAG COEFF + AVE – 1 STD
technical documentation; this procedure is used by
FIG. 6B MAGNITUDE INFLUENCE COEFFICIENTS intermediate maintenance personnel for other LM2500
FOR 12 ENGINES repairs. The complete process of opening the
compressor case is considered routine. Tools necessary
to raise the case consist of standard aircraft type
hand tools, plus special support equipment which
includes hinges and brackets. The trim weights are the
The advantage of this is that small modifications can
same ones used during production or overhaul to balance
be done quickly without having to reenter all the data.
the compressor rotor in the 3rd and the 9th compressor
An influence coefficient is a relation defining a
stages. Elapsed time for an installation of trim
measured change in vibration level, at a particular
correction weights in the compressor rotor normally
sensor location and rotor speed, to a known change in
takes about eight hours and requires about 20 man-hours
balance condition (addition of a weight). Generic
of effort.
influence coefficients are a set of averaged
coefficients gathered from the previous calibration
POST CALIBRATION TRIM WEIGHT VIBRATION SURVEY
trim weights installed on LM2500 engines during earlier
trim balance procedures. Figure 6a shows a plot of the
Subsequent to insertion of the correction weights,
magnitude part of the generic influence coefficient for
a post trim balance vibration survey should be
a CTW installed in the 9th stage of the HPC and for the
performed and the resulting vibration levels should be
response measured on the compressor rear frame (CRF).
examined for acceptability. The post trim balance
Figure 6b shows the angle part of the same influence
vibration survey should be performed exactly as the
coefficient. The symbols on Figures 6a and 6b represent
baseline survey. Amplitude and phase measurements
plus or minus one standard deviation from the average
should be taken at the same speeds as the baseline
(or generic) influence coefficient.
survey, and other engine conditions should be
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/23/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
duplicated as closely as possible. This is
particularly important when a CTW run is performed,
because the calculation of influence coefficients
requires consistency in the vibration survey data.
For gas generator assemblies at the depot,
acceptable levels are less than 2.5 mils double
amplitude (DA) steady state and 3.0 mils transient.
S
For installed gas turbines, the goal is 2.0 mils DA
3
steady state and 2.5 mils transient. Depot engines
which cannot meet vibration specification requirements
in the test cell are considered test cell vibration 2
BALANCE GOAL (2.0 MILS)
rejects. They should be disassembled and the cause of
the vibration should be determined.
In the ship, the trim balance procedure should be
continued until the goals described above are met, or
the ship's operational schedule intrudes. All engines
which cannot be trim balanced to less than 4.0 mils DA 0
should be removed and sent to the depot for repair. s s 7 8
9
(Tho—nec)
This limit is now under evaluation for possible ❑ TRIM CRFV
GGA SPEED (RPM)
+ BASELINE CRFV
reduction to 3.0 mils DA.
An analysis of post trim balance vibration levels
FIG. 7 BASELINE AND AFTER-TRIM VIBRATION
may also be made, using the same approach as was
FOR STAGE 9 CTW BALANCE
followed in the analysis of the baseline data. In this
case, engine specific influence coefficients may be
calculated from CTW trim balance data.
Generally, if an LM2500 cannot be trim balanced,
6.0
the cause of the vibration is probably lack of
compressor rotor straightness, a high pressure turbine
coupling nut problem, or rotor instability. The 5.0
exception is high pressure turbine unbalance, it may
not be possible to correct HPT imbalance by installing
balance weights in the compressor. A comparison should 4.0
be made between the predicted residual vibration levels
at the compressor rear frame vertical pickup location
and the actual post trim balance vibration survey 3.0
vibration levels. Good correlation indicates that the
5
influence coefficients used to calculate the correction 2.0
TRIM BALANCE
weight sizes and locations are close to the engine
specific influence coefficients. For a multi-plane
calculation, the comparison between the actual and the 1.0
predicted residual vibration is a good way to measure
the effectiveness of the trim balance, and to determine
whether it can be further improved. 0.0
5 6 7 8 9
(ThoA,o d )
SAMPLE RESULTS ❑ BAS (CRFV)+
GSA SPEED
(CRFV) o TRIM (CRFA
The in place balancing procedure has been applied FIG. 8 2-PLANE BALANCE WITH STAGE 3 GENERIC
successfully in nine out of nine times during the year AND STAGE 9 ENGINE-SPECIFIC COEFFICIENTS
ended in September 1988. In all cases, vibration
reductions to less than 0.0025 inch DA were achieved.
Several of these cases are described in Figures 7 - 9.
Figure 7 illustrates a successful stage 9 CTW balance,
while Figure 8 illustrates a successful two plane trim
using generic coefficients for stage 3 and engine
specific coefficients for stage 9. Figure 9
illustrates a two plane balance using engine specific 4
coefficients for both stages 3 and 9.
CONCLUSIONS 0
3
Several important conclusions can be drawn from the TRIM BALANCE GOAL (2.0
2
LM2500 in place balancing results observed to date:
1. In place balancing is an excellent alternative to
LM2500 engine removal for one/per/rev vibration in
many cases. Each such removal avoided saves the
Navy about $500,000. Nine such removals have been
5 6 7 8 9
avoided during the first year, for total savings of (ThoAoorda)
about $4,500,000. ❑ GSA SPEED (RPM)
BADE (CRFV) + TRIM (CRFV)
2. The in place balancing system and procedure have FIG. 9 2-PLANE BALANCE WITH ENGINE-
been proven to work well. First time corrections SPECIFIC COEFFICIENTS
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/23/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
I
have been effective in each case, usually over the change in rotor unbalance, DU, over the change in
entire speed range of the gas generator. The measured vibration response DX.
system can perform corrections in 1, 2, or 3
balance planes, with data from four accelerometers @nm = DUm / DXnm
as input.
Thus, influence coefficients can be determined from
3. Access to the compressor rotor for trim weight a total of in tests (trial weights), where n measure-
installation has been found to be straightforward. ments (engine speed points) are taken for each test.
All of the procedures, tools, and parts for weight Knowing the influence coefficients for a particular
installation are used for either depot or (in rotor system, the proper correction weights Wm can be
place) intermediate level tasks. Thus, the calculated. Assuming the residual vibration after the
complete process of opening the compressor case is correction weights have been inserted is Xr then:
considered routine. Elapsed time for a two-plane
correction on the compressor rotor normally takes Xr = Xo + Xw = Xo + A *Wm
about eight elapsed hours and requires about 20
man-hours of effort. where: Xo ---> is the initial rotor vibration
REFERENCES In the ideal case where n = in the matrix A is
square and the residual vibration, Xr, (at least
Badgley, R.H., 1974, "The Potential Impact of theoretically) can be brought to zero.
Multiplane - Multispeed Balancing on Gas Turbine
Production and Overhaul Costs", ASME Technical Paper Wm = -A -1 * Xo
74-GT--94, Presented at the ASME Gas Turbine Conference,
Zurich, Switzerland, April, 1974. In the general case (and in reality) the number of
measurements, N, is normally slot greater than the
Goodman, T.P., 1963, "A Least-Squares Method for number of dynamically independent balance planes.
Computing Balance Corrections", ASME Paper No. Therefore, another method needs to be used to minimize
63-WA-295. Xr, the residual vibration.
The Least Squares technique which was pioneered by
Lund, J.W., and Tonneson, J., 1971, "Analysis and Goodman (1963) and Lund & Tonneson (1971) proposes a
Experiments on Multi-Plane Balancing of a Flexible method to minimize the sum squares of the residuals.
Rotor", ASME Third Vibrations Conference, Toronto. This can be written as:
Tessarzik, J.M., Badgley, R.H., and Anderson, W.J., AT *A*W=-AT *Xo
1972, "Flexible Rotor Balancing by the Exact
Point--Speed Influence Coefficient Method", Trans. ASME, where: AT is the complex conjugate, transpose of
Journal of Engineering for Industry, Vol. 94, Series B, matrix A
No. 1, Feb. 1972, p. 148-158.
for n > in we have:
Tessarzik, J.M., and Badgley, R.H., 1.974, "Experimental
Evaluation of the Exact Point-Speed and Least Squares Wm -(AT * A) * AT * Xo
Procedures for Flexible Rotor Balancing by the
Influence Coefficient Method", Trans. ASME, Journal of This formulation will calculate the correction, W,
Engineering for Industry, Vol. 96, Series B, No. 2, May weights that will minimize the residual vibration, in a
1974, p. 633-643. least squares sense (i.e. minimize the sum squares of
the residuals).
Thompson, R.D., and Badgley, R.H., 1988, "Application In practice, however, minimizing the sum squares of
of an Advanced Rotordynamics Model to the Complete the residuals may not give an optimum solution, because
Structure of a Marine Gas Turbine Engine," ASME Paper there is no direct control over the individual
88-GT-123, Presented at the Gas Turbine and Aeroengine amplitudes. There have been several optimizing
Congress and Exposition, June, 1988, Amsterdam, The procedures used; one is to minimize the maximum
Netherlands, and accepted for publication in the residual amplitude, at the expense of the overall
Transactions of the ASME. vibration level, by weighting the least squares
solution as follows:
Weinert, E.B., and Badgley, R.H., 1975, "Down With
Vibration", Gas Turbine - International, Vol. 16, No. 1, Enj = :Xn:j / (Mrms)j
January-February 1975, p. 58.
(Mrms)j = T:Xn:2j / N
APPENDIX
where: Enj is the weighting diagonal matrix for
Assuming a rotor system is linear, the vibration, iteration j
Xw, produced by correction weights, W, is given by (Mrms)j is the root mean square for
the matrix equation: iteration j
Xw = A * W therefore:
where: Xw --> is a column matrix of n elements Wmj = -(AT * Ej * A) - ' * AT * Ej * Xo
W --> is a column matrix of in elements
A --> is a n by m matrix, whose The iterations converge when,
elements, @nm are influence
coefficients of that rotor ^:Xn lj - :Xn ly-i ;man < prescribed limit
system
thereby minimizing the maximum residual.
An influence coefficient is characterized by the
Downloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 02/23/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
Vous aimerez peut-être aussi
- Page 9 FileDocument1 pagePage 9 FileSallar QaziPas encore d'évaluation
- Page 8 FileDocument1 pagePage 8 FileSallar QaziPas encore d'évaluation
- Page 4 FileDocument1 pagePage 4 FileSallar QaziPas encore d'évaluation
- Page 5 FileDocument1 pagePage 5 FileSallar QaziPas encore d'évaluation
- Page 6 FileDocument1 pagePage 6 FileSallar QaziPas encore d'évaluation
- Page 7 FileDocument1 pagePage 7 FileSallar QaziPas encore d'évaluation
- Waukesha VHP BrochureDocument4 pagesWaukesha VHP BrochureSallar QaziPas encore d'évaluation
- Page 3 FileDocument1 pagePage 3 FileSallar QaziPas encore d'évaluation
- Page 1 FileDocument1 pagePage 1 FileSallar QaziPas encore d'évaluation
- Pre ReqDocument1 pagePre ReqSallar QaziPas encore d'évaluation
- Sbindex 6 5 19Document50 pagesSbindex 6 5 19Sallar Qazi100% (1)
- Sap MTBR & MTTR BackgroundDocument3 pagesSap MTBR & MTTR BackgroundSallar QaziPas encore d'évaluation
- Page 2 FileDocument1 pagePage 2 FileSallar QaziPas encore d'évaluation
- Doucument Controler Painting Report WeldDocument8 pagesDoucument Controler Painting Report WeldCepi Sindang KamulanPas encore d'évaluation
- PDFDocument51 pagesPDFSallar QaziPas encore d'évaluation
- Rod Load Calculations and Definitions For Reciprocating Compressor MonitoringDocument8 pagesRod Load Calculations and Definitions For Reciprocating Compressor MonitoringbilalPas encore d'évaluation
- Rod Load SampleDocument1 pageRod Load SampleSallar QaziPas encore d'évaluation
- Material/Consumable/Facilities To Be Provided by HEAD OF THE ASSET OF COMPANYDocument1 pageMaterial/Consumable/Facilities To Be Provided by HEAD OF THE ASSET OF COMPANYSallar QaziPas encore d'évaluation
- Cantilever Beam Modal-45 Hz-8mmDocument1 pageCantilever Beam Modal-45 Hz-8mmSallar QaziPas encore d'évaluation
- Cantilever Beam Modal-45 Hz-8mmDocument2 pagesCantilever Beam Modal-45 Hz-8mmSallar QaziPas encore d'évaluation
- Universe 2Document1 pageUniverse 2Sallar QaziPas encore d'évaluation
- In The Wilderness of This Universe We Are Mere Pebbles Being Kicked Upon From One End To The OtherDocument1 pageIn The Wilderness of This Universe We Are Mere Pebbles Being Kicked Upon From One End To The OtherSallar QaziPas encore d'évaluation
- Confined Space Entry PDFDocument2 pagesConfined Space Entry PDFFoad MirzaiePas encore d'évaluation
- Ansys Modal 60Document2 pagesAnsys Modal 60Sallar QaziPas encore d'évaluation
- Iec60079-11 (Ed5.0) en D PDFDocument11 pagesIec60079-11 (Ed5.0) en D PDFSallar Qazi0% (1)
- FM EXGas HazardPosterDocument1 pageFM EXGas HazardPosterMike ClancyPas encore d'évaluation
- Previews 1876109Document9 pagesPreviews 1876109Sallar Qazi0% (1)
- Current StatusDocument1 pageCurrent StatusSallar QaziPas encore d'évaluation
- Calculation of Design Exa of HDPE PenstockDocument29 pagesCalculation of Design Exa of HDPE PenstockZainPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- SHM Through BIMDocument135 pagesSHM Through BIMjojo sijo100% (1)
- Modal Space - in Our Own Little WorldDocument2 pagesModal Space - in Our Own Little Worldgandalf500Pas encore d'évaluation
- Smart Quill Document (Rahul Raj)Document12 pagesSmart Quill Document (Rahul Raj)Rahul Raj95% (22)
- Turbomachinery Monitoring and DiagnosticsDocument33 pagesTurbomachinery Monitoring and Diagnosticsيوسف عبدالرحمن رمضانPas encore d'évaluation
- Csi 9420 Wireless Vibration Transmitter Quick Installation Guide DataDocument24 pagesCsi 9420 Wireless Vibration Transmitter Quick Installation Guide DataMuhammad HaroonPas encore d'évaluation
- Three Axis Kinematics Study For Motion Capture Using Augmented RealityDocument37 pagesThree Axis Kinematics Study For Motion Capture Using Augmented RealityINNOVATIVE COMPUTING REVIEWPas encore d'évaluation
- Earthquake Instrumentation For Nuclear FacilitiesDocument13 pagesEarthquake Instrumentation For Nuclear FacilitiesPradana AnggaPas encore d'évaluation
- High-Resolution Micromachined Interferometric AccelerometerDocument75 pagesHigh-Resolution Micromachined Interferometric AccelerometerjitendraPas encore d'évaluation
- An Innovative Device For TMJ Vibration AnalysisDocument7 pagesAn Innovative Device For TMJ Vibration AnalysisIJAR JOURNALPas encore d'évaluation
- NVSH - Experiment No.4 - Prathmesh ChavanDocument10 pagesNVSH - Experiment No.4 - Prathmesh ChavanStorm RiderPas encore d'évaluation
- S&a MCQ - SveriDocument31 pagesS&a MCQ - Sveritrail mePas encore d'évaluation
- ECE485 Fa10 hw2Document3 pagesECE485 Fa10 hw2Ivan AvramovPas encore d'évaluation
- Review of Researches On Smartphone Applications For Physical Activity Promotion in Healthy AdultsDocument9 pagesReview of Researches On Smartphone Applications For Physical Activity Promotion in Healthy AdultsJorge MariaPas encore d'évaluation
- DO 037 s2016 PDFDocument13 pagesDO 037 s2016 PDFKaren Balisacan Segundo RuizPas encore d'évaluation
- PT2060 Monitor System User Manual: Installation, Operation, MaintenanceDocument33 pagesPT2060 Monitor System User Manual: Installation, Operation, Maintenancenino16041973Pas encore d'évaluation
- PS Platform PDFDocument3 pagesPS Platform PDFaliPas encore d'évaluation
- AlignmentDocument6 pagesAlignmentJyoti vermaPas encore d'évaluation
- Shake Tables and Smart Structures System Specifications V1.5-Web PDFDocument3 pagesShake Tables and Smart Structures System Specifications V1.5-Web PDFMorana KrulicPas encore d'évaluation
- Improved Vibration Analysis On CBs IEEE PWD October 2008 PrezentacijaDocument50 pagesImproved Vibration Analysis On CBs IEEE PWD October 2008 Prezentacijadorferalan100% (1)
- Internship Report - RoboticsDocument45 pagesInternship Report - Roboticskutty vicky75% (4)
- Vibration ControlDocument19 pagesVibration ControlMPham100% (1)
- Pipeline TestDocument17 pagesPipeline Testdandiar1Pas encore d'évaluation
- Insppt 5Document11 pagesInsppt 5Md Talha JavedPas encore d'évaluation
- RulesonEarthquake - AccelerographDocument17 pagesRulesonEarthquake - AccelerographmjfprgcPas encore d'évaluation
- GEA32338B Cryogenic Pumps Ap Guide - R1Document10 pagesGEA32338B Cryogenic Pumps Ap Guide - R1Ramaligam RethinasabapathyPas encore d'évaluation
- Cutpro: Undamentals of AchiningDocument88 pagesCutpro: Undamentals of AchiningShaikh Sumit NoorPas encore d'évaluation
- Durability Study For Tractor Seat Using LS-DYNADocument3 pagesDurability Study For Tractor Seat Using LS-DYNAAmir IskandarPas encore d'évaluation
- Electronics, E&TC Project IdeasDocument6 pagesElectronics, E&TC Project IdeasAmitPas encore d'évaluation
- Accelero Mounting PDFDocument2 pagesAccelero Mounting PDFSamir Benabdallah100% (1)