Vous aimerez peut-être aussi
- LegalDocument3 pagesLegalPatricio Alarcon CastroPas encore d'évaluation
- Ejercicios Resueltos de Fisica Transmision de CalorDocument83 pagesEjercicios Resueltos de Fisica Transmision de CalorAlessandra Colmenarez100% (1)
- Artículo - Instrumentación Ethernet en Procesos IndustrialesDocument5 pagesArtículo - Instrumentación Ethernet en Procesos IndustrialesLuis CortezPas encore d'évaluation
- Mecanica de Fluidos ConceptosDocument26 pagesMecanica de Fluidos ConceptosMAnuel Campos López70% (10)
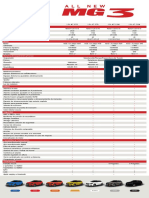
- Ficha Tecnica Mg3Document1 pageFicha Tecnica Mg3MaykolEsparzaPas encore d'évaluation
- HTTP WWW Sodimac CL Sodimac CL CartDocument2 pagesHTTP WWW Sodimac CL Sodimac CL CartPatricio Alarcon CastroPas encore d'évaluation
- Resultado Test ConducciónDocument4 pagesResultado Test ConducciónPatricio Alarcon CastroPas encore d'évaluation
- Manual UnityDocument80 pagesManual UnityCarlos Escandor SalasPas encore d'évaluation
- Resultado Test ConducciónDocument4 pagesResultado Test ConducciónPatricio Alarcon CastroPas encore d'évaluation
- Ficha Tecnica New MG 3Document1 pageFicha Tecnica New MG 3Jose FredesPas encore d'évaluation
- 3HAC046982 PS IRB 1200-EsDocument66 pages3HAC046982 PS IRB 1200-EsPatricio Alarcon CastroPas encore d'évaluation
- Delta Iabg C SP 20171031 PDFDocument24 pagesDelta Iabg C SP 20171031 PDFRonyhal0% (1)
- Turnos Del 22 Al 28 de MayoDocument14 pagesTurnos Del 22 Al 28 de MayoPatricio Alarcon CastroPas encore d'évaluation
- Ley General Febrero 2018 (Ley 21Document125 pagesLey General Febrero 2018 (Ley 21Sebastian Andres Marshall FingerPas encore d'évaluation
- Como Activar Mi Tarjeta Sim Movistar Chile 24983 O1761yDocument1 pageComo Activar Mi Tarjeta Sim Movistar Chile 24983 O1761yPatricio Alarcon CastroPas encore d'évaluation
- Ley General Febrero 2018 (Ley 21Document125 pagesLey General Febrero 2018 (Ley 21Sebastian Andres Marshall FingerPas encore d'évaluation
- TutorialDocument1 pageTutorialPatricio Alarcon CastroPas encore d'évaluation
- LimpiaboquillasDocument2 pagesLimpiaboquillasPatricio Alarcon CastroPas encore d'évaluation
- Turnos Del 24 Al 30 de AbrilDocument14 pagesTurnos Del 24 Al 30 de AbrilPatricio Alarcon CastroPas encore d'évaluation
- Turnos Del 22 Al 28 de MayoDocument14 pagesTurnos Del 22 Al 28 de MayoPatricio Alarcon CastroPas encore d'évaluation
- Como Descargar La ContraseñaDocument6 pagesComo Descargar La ContraseñaPatricio Alarcon CastroPas encore d'évaluation
- Turnos Del 22 Al 28 de MayoDocument14 pagesTurnos Del 22 Al 28 de MayoPatricio Alarcon CastroPas encore d'évaluation
- Canales IPTV Tocom Diciembre 2014 - TocomboxDocument4 pagesCanales IPTV Tocom Diciembre 2014 - TocomboxPatricio Alarcon CastroPas encore d'évaluation
- ArrIEWW TOmPrada 1 y 2Document1 pageArrIEWW TOmPrada 1 y 2Patricio Alarcon CastroPas encore d'évaluation
- Generadores de CalorDocument63 pagesGeneradores de CalorAlejandro SanchezPas encore d'évaluation
- Resumen Tablas MTM JRLVFDocument2 pagesResumen Tablas MTM JRLVFPatricio Alarcon CastroPas encore d'évaluation
- InformaciónDocument1 pageInformaciónAnderson SarantePas encore d'évaluation
- Nodo 1Document1 pageNodo 1Patricio Alarcon CastroPas encore d'évaluation
- HTTP WWW Motiva Fi Myllarin Tuulivoima Windpower Web Es Stat Betzpro HTMDocument3 pagesHTTP WWW Motiva Fi Myllarin Tuulivoima Windpower Web Es Stat Betzpro HTMPatricio Alarcon CastroPas encore d'évaluation
- Rvista ConstrumartDocument27 pagesRvista Construmartjlcd24Pas encore d'évaluation
- Manual Common Rail ToyotaDocument12 pagesManual Common Rail Toyotajunior100% (1)
- List A de PreciosDocument7 pagesList A de PreciosManuel PerdomoPas encore d'évaluation
- Tema - 5 - Diseño de Maquinas de Estados Finitos - 2020-2021Document43 pagesTema - 5 - Diseño de Maquinas de Estados Finitos - 2020-2021eros.llorensPas encore d'évaluation
- Longitudes de Desarrollo y Empalmes de Refuerzo E060Document6 pagesLongitudes de Desarrollo y Empalmes de Refuerzo E060Josimar Medina AguilarPas encore d'évaluation
- Sistema web GEISMACDocument8 pagesSistema web GEISMACDaniel Dany Rezvani AlphaPas encore d'évaluation
- Emot Ezcabarte 280114Document188 pagesEmot Ezcabarte 280114bilduezkabartePas encore d'évaluation
- Memoria PladecoDocument279 pagesMemoria PladecoBeto Sn MtnPas encore d'évaluation
- Lista de Precios Industrial Legrand2013-2014 PDFDocument72 pagesLista de Precios Industrial Legrand2013-2014 PDFJorge Alberto Velasquez OrtizPas encore d'évaluation
- Análisis estratégico de IKEA en ChileDocument11 pagesAnálisis estratégico de IKEA en Chilejorgemartinezhz50% (4)
- FB 000201267669Document1 pageFB 000201267669Rosana EspechePas encore d'évaluation
- Reporte de Intuición - SilvaDocument23 pagesReporte de Intuición - Silvavituco123Pas encore d'évaluation
- Listamarzo16 03 09Document18 pagesListamarzo16 03 09johnny ivan colmenares100% (2)
- Quimica Aplicada A La IndustriaDocument2 pagesQuimica Aplicada A La IndustriaLala CruzPas encore d'évaluation
- Grupo 1 Incorporacion de PersonasDocument21 pagesGrupo 1 Incorporacion de PersonasJesus Abner Caballa ArangoPas encore d'évaluation
- Qué Es Un MetaplánDocument2 pagesQué Es Un Metaplánjoe0208Pas encore d'évaluation
- El Amplidina Es Un Generador de Corriente ContinuaDocument2 pagesEl Amplidina Es Un Generador de Corriente ContinuaGerardo Osorio100% (2)
- Programacion Parques de Soledad HipodromoDocument1 pageProgramacion Parques de Soledad HipodromoAndres sobrino parraPas encore d'évaluation
- Proceso Soldadura GMAWDocument14 pagesProceso Soldadura GMAWYenny BautistaPas encore d'évaluation
- Segmentacion de Redes IPDocument7 pagesSegmentacion de Redes IPÁlvaro López GorostidiPas encore d'évaluation
- Acuerdo 113 Parte 1Document75 pagesAcuerdo 113 Parte 1Marcelo García OchoaPas encore d'évaluation
- Metodo Esquina NoroesteDocument8 pagesMetodo Esquina NoroesteVictor GonzalezPas encore d'évaluation
- Instalaciones SanitariasDocument13 pagesInstalaciones SanitariasBryan Dávalos100% (1)
- Modelos determinísticos vs estocásticosDocument3 pagesModelos determinísticos vs estocásticosScarleth VillaverdePas encore d'évaluation
- Circuitos capacitivos: Cálculos de carga y capacitancia equivalenteDocument6 pagesCircuitos capacitivos: Cálculos de carga y capacitancia equivalenteWillder LeonPas encore d'évaluation
- CIP1 Invitación 2023Document10 pagesCIP1 Invitación 2023antonio larottaPas encore d'évaluation
- Tratamiento de Residuos PetrolizadosDocument11 pagesTratamiento de Residuos PetrolizadosKarenOviedoPas encore d'évaluation
- Presentacióm Bull D11RDocument74 pagesPresentacióm Bull D11RWilson Rivera Flores0% (1)
- Modelacion Atmosferica de La Calidad Del AireDocument34 pagesModelacion Atmosferica de La Calidad Del AireReyder JaeePas encore d'évaluation
- Procedimiento para Mantenimiento PreventivoDocument7 pagesProcedimiento para Mantenimiento PreventivoJorge VillacisPas encore d'évaluation