Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Fire Safety and Evacuation Plan TemplateDocument19 pagesFire Safety and Evacuation Plan Templatekuraimund100% (1)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- White Paper On The CheyTac M200 SystemDocument20 pagesWhite Paper On The CheyTac M200 Systemopksrj100% (1)
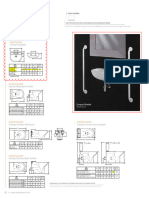
- RAK Compact Disable Wash BasinDocument1 pageRAK Compact Disable Wash BasinkuraimundPas encore d'évaluation
- Crane FS Balancing Valve IOMDocument2 pagesCrane FS Balancing Valve IOMkuraimundPas encore d'évaluation
- VSR Series: Vane-Type Waterflow SwitchDocument1 pageVSR Series: Vane-Type Waterflow SwitchkuraimundPas encore d'évaluation
- RAKTherm Reinforced Piping SystemsDocument13 pagesRAKTherm Reinforced Piping SystemskuraimundPas encore d'évaluation
- Avk Support Bush Series 05/08: Mounting Instruction / Montagevejledning Einbauanleitung / Instruction de MontageDocument2 pagesAvk Support Bush Series 05/08: Mounting Instruction / Montagevejledning Einbauanleitung / Instruction de MontagekuraimundPas encore d'évaluation
- Inst Symbols P ID FunctionDocument37 pagesInst Symbols P ID FunctionkuraimundPas encore d'évaluation
- Standard Sewer DetailsDocument59 pagesStandard Sewer DetailsPhanhai KakaPas encore d'évaluation
- Review of The WaterMark Certification SchemeDocument107 pagesReview of The WaterMark Certification SchemekuraimundPas encore d'évaluation
- GROHE Specification Sheet 38745001Document1 pageGROHE Specification Sheet 38745001kuraimundPas encore d'évaluation
- Red Jacket Family BrochureDocument8 pagesRed Jacket Family BrochurekuraimundPas encore d'évaluation
- F4001ED Safe-Air Tester ManualDocument28 pagesF4001ED Safe-Air Tester ManualkuraimundPas encore d'évaluation
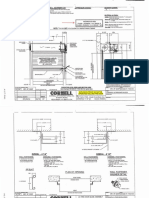
- GH Motor - Roller Shutter DoorDocument2 pagesGH Motor - Roller Shutter DoorkuraimundPas encore d'évaluation
- RMC Thermal Balancing ValvesDocument2 pagesRMC Thermal Balancing ValveskuraimundPas encore d'évaluation
- Omron LY2 Data SheetDocument16 pagesOmron LY2 Data SheetkuraimundPas encore d'évaluation
- Argus Introduction FlowserveDocument12 pagesArgus Introduction FlowservekuraimundPas encore d'évaluation
- Astm c1439Document4 pagesAstm c1439Nik TarazPas encore d'évaluation
- MiniPUR Melter SystemDocument2 pagesMiniPUR Melter SystemNordson Adhesive Dispensing SystemsPas encore d'évaluation
- Spectacle Lens OptionsDocument11 pagesSpectacle Lens OptionsJitander Dudee100% (1)
- اعطال شارب PDFDocument13 pagesاعطال شارب PDFNasser HashimPas encore d'évaluation
- Tracker Video DesignDocument9 pagesTracker Video DesignwalyatPas encore d'évaluation
- Colour Vastu ShastraDocument50 pagesColour Vastu Shastracontrol_ganesh100% (8)
- 5th Grade Math ChecklistDocument4 pages5th Grade Math ChecklistCheryl Dick100% (2)
- (Solved) 8.4-3. Effect of Evaporator Pressure On Capacity and Product..Document3 pages(Solved) 8.4-3. Effect of Evaporator Pressure On Capacity and Product..CycuPas encore d'évaluation
- Capacitance and Potential 2014Document25 pagesCapacitance and Potential 2014Romil GargPas encore d'évaluation
- RD2.0E To RD200E: Zener DiodesDocument12 pagesRD2.0E To RD200E: Zener DiodesДрагиша Небитни ТрифуновићPas encore d'évaluation
- Steel BS 5950Document26 pagesSteel BS 5950Rodain NajjarPas encore d'évaluation
- Monofocal and Progrssive LensDocument2 pagesMonofocal and Progrssive LensPablo Ramirez CruzPas encore d'évaluation
- Tutorial 1 - Getting Started On EnergyPlus - 20120618 - 0Document28 pagesTutorial 1 - Getting Started On EnergyPlus - 20120618 - 0PaulaErikaMAPas encore d'évaluation
- At The Edge of Sight by Shawn Michelle SmithDocument41 pagesAt The Edge of Sight by Shawn Michelle SmithDuke University Press100% (2)
- تقدير الذات و علاقته بمستوى الطموح الاكاديمي لدى الطالDocument125 pagesتقدير الذات و علاقته بمستوى الطموح الاكاديمي لدى الطالOum AdemPas encore d'évaluation
- s2125 Service ManualDocument222 pagess2125 Service ManualJomesPas encore d'évaluation
- Experiment 6'SDocument12 pagesExperiment 6'SShennyKoh67% (3)
- Breathing Ny Hidetaka NishiyamaDocument3 pagesBreathing Ny Hidetaka NishiyamaJohnPas encore d'évaluation
- di V iR R L L Mi dt = + + + + ω T Mi =: a a a a se a se a mDocument33 pagesdi V iR R L L Mi dt = + + + + ω T Mi =: a a a a se a se a mMedo SabahPas encore d'évaluation
- M Tech Thermal and Fluids EngineeringDocument26 pagesM Tech Thermal and Fluids EngineeringSumanPas encore d'évaluation
- NWMC Broucher 7Document2 pagesNWMC Broucher 7Rocker byPas encore d'évaluation
- AMT 211 Aircraft GeneratorDocument4 pagesAMT 211 Aircraft Generatorbnolasco100% (1)
- Spring Return Dosing PumpsDocument12 pagesSpring Return Dosing PumpsheleonmPas encore d'évaluation
- Spheerol LMMDocument2 pagesSpheerol LMMArnaldo BenitezPas encore d'évaluation
- P350 PDFDocument374 pagesP350 PDFRenan MilnitskyPas encore d'évaluation
- Stroke Width Chart For Fountain Pens (Version 2.0.3, Revised February 5, 2010)Document1 pageStroke Width Chart For Fountain Pens (Version 2.0.3, Revised February 5, 2010)kishore13Pas encore d'évaluation
- Chem 241 Lab Final Study Guide PDFDocument11 pagesChem 241 Lab Final Study Guide PDFFerriel SiapnoPas encore d'évaluation
- 4th Maths Term-2 Question Paper EMDocument4 pages4th Maths Term-2 Question Paper EMSanthoshPas encore d'évaluation
- Van Eekelen Et Al 2011 BS8006 FinalDocument15 pagesVan Eekelen Et Al 2011 BS8006 FinalRaden Budi HermawanPas encore d'évaluation