Vous aimerez peut-être aussi
- QW-450 Specimens: QW-451 Procedure Qualification Thickness Limits and Test SpecimensDocument1 pageQW-450 Specimens: QW-451 Procedure Qualification Thickness Limits and Test SpecimensBabar100% (2)
- Tig Cal CalumDocument1 pageTig Cal CalumBranko FerenčakPas encore d'évaluation
- TATA STEEL LTD., Wire Division Technical Delivery Conditions (TDC)Document2 pagesTATA STEEL LTD., Wire Division Technical Delivery Conditions (TDC)Mayank UkaniPas encore d'évaluation
- A/SA 333 Spec Sheet A333 Pipe Specifications: ScopeDocument8 pagesA/SA 333 Spec Sheet A333 Pipe Specifications: ScopeAdrian EspinosaPas encore d'évaluation
- Welding& Inspection WPS& WelderDocument112 pagesWelding& Inspection WPS& WelderNitesh Garg100% (7)
- Det 222 5Document1 pageDet 222 5edgardelgado87Pas encore d'évaluation
- Stick Electrode Welding GuideDocument44 pagesStick Electrode Welding GuidePaulPas encore d'évaluation
- Lincoln Electric PDFDocument44 pagesLincoln Electric PDFGuillermo Andres Velasco AlvarezPas encore d'évaluation
- Counter TigDocument8 pagesCounter TigMichael SchreiberPas encore d'évaluation
- 2 To 10 Circuits-Designed Type: Highly Reliable IC-size Type With Gold Contact Supports Automatic InsertionDocument5 pages2 To 10 Circuits-Designed Type: Highly Reliable IC-size Type With Gold Contact Supports Automatic InsertionshyhuPas encore d'évaluation
- SKHH 6mm Square Tact Switch Product GuideDocument6 pagesSKHH 6mm Square Tact Switch Product GuideshyhuPas encore d'évaluation
- 5111FA-Assessment Report-BottomDocument7 pages5111FA-Assessment Report-BottomHosam AhmedPas encore d'évaluation
- L&I Catalog - 2011Document56 pagesL&I Catalog - 2011MDC-ITPas encore d'évaluation
- Opera Ting Manual: HQ400/3A - HQ400/3B - HQ400/3L Multi - Purpose MachineDocument34 pagesOpera Ting Manual: HQ400/3A - HQ400/3B - HQ400/3L Multi - Purpose MachinerianrurePas encore d'évaluation
- Din 2393-2Document0 pageDin 2393-2Yalavarthi ChandrasekharPas encore d'évaluation
- GTP Format For OdsspDocument12 pagesGTP Format For OdsspJainco Transmission LimitedPas encore d'évaluation
- CWB FCAW Prequalified SetDocument77 pagesCWB FCAW Prequalified Setרונן לבPas encore d'évaluation
- DR-120XA Specs and Repair GuideDocument14 pagesDR-120XA Specs and Repair GuideJose BerrospiPas encore d'évaluation
- PQR Asme Template EDITABLEDocument6 pagesPQR Asme Template EDITABLErcpretoriusPas encore d'évaluation
- Durable Sapphire Turbine Flow SensorsDocument43 pagesDurable Sapphire Turbine Flow SensorsdnkPas encore d'évaluation
- Hitachi Treaded Fittings CatalogueDocument12 pagesHitachi Treaded Fittings CatalogueAljohara AlammarPas encore d'évaluation
- MAM STD - B3 - 02 - 17 - 04 - Arc WeldingDocument3 pagesMAM STD - B3 - 02 - 17 - 04 - Arc WeldingMohanrajMJPas encore d'évaluation
- Mod Mto 3Document2 pagesMod Mto 3Alberto LazoPas encore d'évaluation
- Spira X Sarco Fig 14Document2 pagesSpira X Sarco Fig 14Jacobus CalvelagePas encore d'évaluation
- WJ-Series WJ-Series: Turbine Meter Instructions Turbine Meter InstructionsDocument8 pagesWJ-Series WJ-Series: Turbine Meter Instructions Turbine Meter InstructionsIndra SUdirmanPas encore d'évaluation
- Ficha Medidor ALTAIR V4Document3 pagesFicha Medidor ALTAIR V4Ricardo VargasPas encore d'évaluation
- Tig Torç Kataloğu PDFDocument40 pagesTig Torç Kataloğu PDFwenigmaPas encore d'évaluation
- Inspection TechniquesDocument125 pagesInspection TechniquesAnonymous P9TMWcG100% (1)
- Drill Stem Components GuideDocument28 pagesDrill Stem Components Guidechonubobby100% (1)
- Astma 269Document4 pagesAstma 269Raúl TinocoPas encore d'évaluation
- Reinforcement Tables (ASME Sec III)Document2 pagesReinforcement Tables (ASME Sec III)Akhtarcmti1342Pas encore d'évaluation
- 1 Manual PDFDocument27 pages1 Manual PDFMehdi SoltaniPas encore d'évaluation
- P2Document6 pagesP2simonchangPas encore d'évaluation
- Keystone Better Mann CatalogDocument12 pagesKeystone Better Mann CatalogSpencer100% (1)
- Tube HydraulicsDocument8 pagesTube HydraulicsrijalharunPas encore d'évaluation
- TIG Welding ProjectDocument42 pagesTIG Welding ProjectAshok KotthapalliPas encore d'évaluation
- 1-8 Fishing ToolsDocument41 pages1-8 Fishing ToolsAgus HaryadiePas encore d'évaluation
- Brooks Rotameter Variable AreaDocument22 pagesBrooks Rotameter Variable Areamhidayat108Pas encore d'évaluation
- Clad PQRDocument5 pagesClad PQRRinshadPas encore d'évaluation
- Hal 28Document1 pageHal 28DESSYPas encore d'évaluation
- DIN Rails Price List - 26 Oct 2021Document2 pagesDIN Rails Price List - 26 Oct 2021SATISH MOREPas encore d'évaluation
- DIN Rails Price List - 26 Oct 2021Document2 pagesDIN Rails Price List - 26 Oct 2021SATISH MOREPas encore d'évaluation
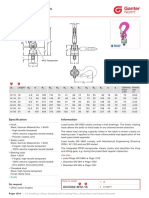
- Load Hooks: D LD e H H H H H K K K K C SDocument2 pagesLoad Hooks: D LD e H H H H H K K K K C SAlbertoPas encore d'évaluation
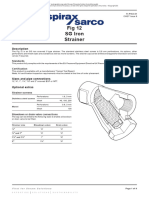
- Technical Sheet Fig.12Document4 pagesTechnical Sheet Fig.12Malik DaniyalPas encore d'évaluation
- NUTRON Models T3 and B3 Ball Valves: Forged Steel Floating Ball Valves For Heavy-Duty, Reduced Maintenance PerformanceDocument32 pagesNUTRON Models T3 and B3 Ball Valves: Forged Steel Floating Ball Valves For Heavy-Duty, Reduced Maintenance PerformanceDanny PuchaPas encore d'évaluation
- Drill Bit DetailsDocument82 pagesDrill Bit DetailsvmgobinathPas encore d'évaluation
- Procedure For WQTDocument13 pagesProcedure For WQTdevikar8umPas encore d'évaluation
- Welder Qualification Procedure PDFDocument13 pagesWelder Qualification Procedure PDFEngineersEDGE Coimbatore0% (1)
- Appendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Document24 pagesAppendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Tahir AliPas encore d'évaluation
- High Operation Force, Low Contact Resistance Type (Surface Mount Type)Document3 pagesHigh Operation Force, Low Contact Resistance Type (Surface Mount Type)shyhuPas encore d'évaluation
- ICO2S - 2/2, 3/2 or 5/2 Exia Poppet Valves Electromagnetically Actuated, Solenoid Pilot OperatedDocument7 pagesICO2S - 2/2, 3/2 or 5/2 Exia Poppet Valves Electromagnetically Actuated, Solenoid Pilot OperatedraggafeiPas encore d'évaluation
- Hydraulic Steel Tubes: © 2021 Chuan Kok Hardware & Machinery Pte LTDDocument10 pagesHydraulic Steel Tubes: © 2021 Chuan Kok Hardware & Machinery Pte LTDNaseema SulaimanPas encore d'évaluation
- Totaline Coppertube2Document1 pageTotaline Coppertube2jacksonliPas encore d'évaluation
- Materials Data for Cyclic Loading: Low-Alloy SteelsD'EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsÉvaluation : 5 sur 5 étoiles5/5 (2)
- Weld Like a Pro: Beginning to Advanced TechniquesD'EverandWeld Like a Pro: Beginning to Advanced TechniquesÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Bill of Quontitys For Dyk Wall SR# Particular: 1.0 ExcavationDocument4 pagesBill of Quontitys For Dyk Wall SR# Particular: 1.0 ExcavationTanver AliPas encore d'évaluation
- S-Curve PracticeDocument4 pagesS-Curve PracticeTanver AliPas encore d'évaluation
- Tank Data: Tank No.16 Weight (Tons)Document3 pagesTank Data: Tank No.16 Weight (Tons)Tanver AliPas encore d'évaluation
- PIS WQT Details ListDocument1 pagePIS WQT Details ListTanver AliPas encore d'évaluation
- Wbs KiaDocument1 pageWbs KiaTanver AliPas encore d'évaluation
- Sample Lesson Learnt RegisterDocument4 pagesSample Lesson Learnt RegisterTanver AliPas encore d'évaluation
- 3d DP Tanks ViewDocument1 page3d DP Tanks ViewTanver AliPas encore d'évaluation
- PIS Welding Inspection ReportDocument4 pagesPIS Welding Inspection ReportTanver AliPas encore d'évaluation
- Risk Management Plan: Contract No: XXX/XX/XX/XX/XXDocument17 pagesRisk Management Plan: Contract No: XXX/XX/XX/XX/XXTanver AliPas encore d'évaluation
- PIS Surface Preparation & Painting Report.Document2 pagesPIS Surface Preparation & Painting Report.Tanver AliPas encore d'évaluation
- Material Verification Record Rev 00 Oct 2007Document1 pageMaterial Verification Record Rev 00 Oct 2007Tanver AliPas encore d'évaluation
- QA&QC-FRM-108 Storage Tanks Miscellaneous InspectionDocument6 pagesQA&QC-FRM-108 Storage Tanks Miscellaneous InspectionTanver AliPas encore d'évaluation
- Compressed Air CalculationDocument3 pagesCompressed Air CalculationTanver AliPas encore d'évaluation
- Bolt TorqueDocument4 pagesBolt TorqueTanver AliPas encore d'évaluation
- Contractor ObservationsDocument1 pageContractor ObservationsTanveer Rajput EngrPas encore d'évaluation
- RT ReqDocument14 pagesRT ReqTanver AliPas encore d'évaluation
- Progress Report Upto 03-Oct-2018 Weld Shop Steel StructureDocument1 pageProgress Report Upto 03-Oct-2018 Weld Shop Steel StructureTanver AliPas encore d'évaluation
- Itp Uu FinalDocument8 pagesItp Uu FinalTanver AliPas encore d'évaluation
- V133-M-D-0021 1 of 1Document1 pageV133-M-D-0021 1 of 1Tanver AliPas encore d'évaluation
- AWS Quality Manual Sample No Field InstallationDocument20 pagesAWS Quality Manual Sample No Field InstallationManzar KhanPas encore d'évaluation
- Performas For Material Testing Laboratory (Civil)Document22 pagesPerformas For Material Testing Laboratory (Civil)M HAFEEZ RAJA0% (1)
- Document Transmittal FormDocument1 pageDocument Transmittal FormTanver Ali100% (1)
- Layout and Cutting Inspection ReportDocument4 pagesLayout and Cutting Inspection ReportTanver AliPas encore d'évaluation
- Pipeline Punch ListDocument2 pagesPipeline Punch ListTanver AliPas encore d'évaluation
- QA/QC Instrumentation QuestionsDocument5 pagesQA/QC Instrumentation Questionsengrrahman3135100% (3)
- AWS - Design Handbook For Calculating Fillet Weld Sizes 1997 PDFDocument27 pagesAWS - Design Handbook For Calculating Fillet Weld Sizes 1997 PDFMustafaSaylav100% (1)
- Material Approval Request FormDocument2 pagesMaterial Approval Request FormtUNPas encore d'évaluation
- Luberef - Sulzer Rfi Monitoring LogDocument8 pagesLuberef - Sulzer Rfi Monitoring LogTanver AliPas encore d'évaluation
- AWS D1.4 welder test recordDocument1 pageAWS D1.4 welder test recordBudy SinagaPas encore d'évaluation
- Penetrant Testing Report for Company Name and Project DetailsDocument1 pagePenetrant Testing Report for Company Name and Project DetailsTanver AliPas encore d'évaluation
- Timecode and SourcesDocument4 pagesTimecode and Sourcesapi-483055750Pas encore d'évaluation
- Paper 2Document17 pagesPaper 2Khushil100% (1)
- Quantitative Metallography Lab Report: Grain Size and Carbon Volume FractionDocument14 pagesQuantitative Metallography Lab Report: Grain Size and Carbon Volume FractionMhd. Didi Endah PranataPas encore d'évaluation
- Project Equipment Load AnalysisDocument54 pagesProject Equipment Load Analysisrajeshmk2002100% (6)
- Thandeka, Learning To Be White: Money, Race, and God in America (New York: Continuum International Publishing Group, 1999), 169 PPDocument2 pagesThandeka, Learning To Be White: Money, Race, and God in America (New York: Continuum International Publishing Group, 1999), 169 PPFefa LinsPas encore d'évaluation
- Noritz N-063 Installation ManualDocument66 pagesNoritz N-063 Installation ManualbondsupplyPas encore d'évaluation
- Discrete Math Assignment on Recurrence Relations, Graph Theory and Boolean AlgebraDocument6 pagesDiscrete Math Assignment on Recurrence Relations, Graph Theory and Boolean AlgebralakkajaoPas encore d'évaluation
- Register for a WordPress account in 5 easy stepsDocument5 pagesRegister for a WordPress account in 5 easy stepsPutriPas encore d'évaluation
- Case StudyDocument5 pagesCase StudyTanzila khanPas encore d'évaluation
- How To Think Like Leonarda Da VinciDocument313 pagesHow To Think Like Leonarda Da VinciAd Las94% (35)
- Example4 FatigueTools WS01-SNDocument23 pagesExample4 FatigueTools WS01-SNJosé Luciano Cerqueira CesarPas encore d'évaluation
- Generative NLP Robert DiltsDocument11 pagesGenerative NLP Robert DiltsTyler Durden100% (22)
- Hydro Cyclone: Centripetal Force Fluid ResistanceDocument10 pagesHydro Cyclone: Centripetal Force Fluid ResistanceMaxwell ToffahPas encore d'évaluation
- Spe 143287 MS PDocument11 pagesSpe 143287 MS PbvkvijaiPas encore d'évaluation
- Rom, Eprom, & Eeprom Technology: Figure 9-1. Read Only Memory SchematicDocument14 pagesRom, Eprom, & Eeprom Technology: Figure 9-1. Read Only Memory SchematicVu LePas encore d'évaluation
- Unit 30 WorkDocument2 pagesUnit 30 WorkThanh HàPas encore d'évaluation
- COE 107.04 Cathodic Protection Monitoring Instruments and ProceduresDocument42 pagesCOE 107.04 Cathodic Protection Monitoring Instruments and ProceduresMo'tasem Serdaneh100% (1)
- EPABX User's Guide for Making Calls and Using FeaturesDocument4 pagesEPABX User's Guide for Making Calls and Using FeaturesPraveen KumarPas encore d'évaluation
- #C C C$ C%C& C' C (CDocument4 pages#C C C$ C%C& C' C (CThong Chee WheiPas encore d'évaluation
- Maintenance Procedure For Switchyard Equipment Volume-II (EHDocument39 pagesMaintenance Procedure For Switchyard Equipment Volume-II (EHbisas_rishiPas encore d'évaluation
- Daily Dawn Newspaper Vocabulary with Urdu MeaningsDocument4 pagesDaily Dawn Newspaper Vocabulary with Urdu MeaningsBahawal Khan JamaliPas encore d'évaluation
- Bill of Quantity: Baner Lifespaces LLPDocument6 pagesBill of Quantity: Baner Lifespaces LLPSales AlufacadesPas encore d'évaluation
- Manual de Diagnostico D3E PDFDocument72 pagesManual de Diagnostico D3E PDFJosé Luis Contreras Calderón100% (3)
- BF 00571142Document1 pageBF 00571142Tymoteusz DziedzicPas encore d'évaluation
- Chapter 3Document12 pagesChapter 3Raymond LeoPas encore d'évaluation
- Hybrid Electric Bike ResearchDocument31 pagesHybrid Electric Bike Researchmerlinson1100% (5)
- Mental Health Stigma and Help SeekingDocument4 pagesMental Health Stigma and Help SeekingJane Arian BerzabalPas encore d'évaluation
- LG - Week 1 - Operations - ManagementDocument4 pagesLG - Week 1 - Operations - ManagementMechaella Shella Ningal ApolinarioPas encore d'évaluation
- i-PROTECTOR SPPR Catalogue 1.0Document2 pagesi-PROTECTOR SPPR Catalogue 1.0Sureddi KumarPas encore d'évaluation
- Resultados de La Web: GDDS - Traducción Al Español - Ejemplos Inglés - Reverso ..Document3 pagesResultados de La Web: GDDS - Traducción Al Español - Ejemplos Inglés - Reverso ..Jo PaterninaPas encore d'évaluation