Vous aimerez peut-être aussi
- Prova Ibge SCQ 2021Document10 pagesProva Ibge SCQ 2021Mx BxPas encore d'évaluation
- Lendas and MythsDocument19 pagesLendas and MythsMx BxPas encore d'évaluation
- Sup - 8692-Rbme-21-06-00451 PDFDocument6 pagesSup - 8692-Rbme-21-06-00451 PDFMx BxPas encore d'évaluation
- Suplementos AlimentaresDocument1 pageSuplementos AlimentaresMx BxPas encore d'évaluation
- LendasDocument2 pagesLendasMx BxPas encore d'évaluation
- Prova-Ibge-Apm 2021Document11 pagesProva-Ibge-Apm 2021Mx BxPas encore d'évaluation
- Fatores Associados Ao Uso de Suplementos Alimentares Entre AtletasDocument8 pagesFatores Associados Ao Uso de Suplementos Alimentares Entre AtletasMx BxPas encore d'évaluation
- Sup - 8692-Rbme-21-06-00451 PDFDocument6 pagesSup - 8692-Rbme-21-06-00451 PDFMx BxPas encore d'évaluation
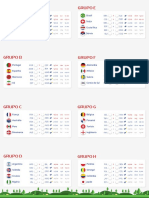
- Tabelacopa A41 PDFDocument2 pagesTabelacopa A41 PDFMx BxPas encore d'évaluation
- Avaliação Do Envelhecimento Facial Relacionado Ao Tabagismo 2006Document6 pagesAvaliação Do Envelhecimento Facial Relacionado Ao Tabagismo 2006Iury CarvalhoPas encore d'évaluation
- Nitro - e Amino-Porfirinas: Importantes Intermediários para Formação de Novos Derivados PorfirínicosDocument20 pagesNitro - e Amino-Porfirinas: Importantes Intermediários para Formação de Novos Derivados PorfirínicosMx BxPas encore d'évaluation
- Trabalho Decente Inspecao 280 PDFDocument52 pagesTrabalho Decente Inspecao 280 PDFFernando FaninPas encore d'évaluation
- Benefícios Da Ingestão de Colágeno para o OrganismoDocument18 pagesBenefícios Da Ingestão de Colágeno para o OrganismoDigao9Pas encore d'évaluation
- CAMFIELD CRE Analise Da PraticaDocument9 pagesCAMFIELD CRE Analise Da PraticaMx BxPas encore d'évaluation
- Dicas de EntrevistaDocument2 pagesDicas de EntrevistaMx BxPas encore d'évaluation
- LuisatDocument51 pagesLuisatcleber_guimarães_1Pas encore d'évaluation
- Guia Defeito CompressoresDocument24 pagesGuia Defeito Compressoresddoidera100% (1)
- EngenheirodemanutencaoDocument17 pagesEngenheirodemanutencaoWilliam BrazPas encore d'évaluation
- Sugestoes de Projetos - BOLZANI PDFDocument13 pagesSugestoes de Projetos - BOLZANI PDFMx BxPas encore d'évaluation
- 1444613579ME Effectuation PDFDocument3 pages1444613579ME Effectuation PDFMx BxPas encore d'évaluation
- Elementos de MáquinasDocument66 pagesElementos de Máquinasmfpsnt89% (9)
- Sugestoes de Projetos - BOLZANI PDFDocument13 pagesSugestoes de Projetos - BOLZANI PDFMx BxPas encore d'évaluation
- Exercícios Cinemática InversaDocument13 pagesExercícios Cinemática InversaIvan BarretoPas encore d'évaluation
- Regras para Elaborar AnteprojectoDocument6 pagesRegras para Elaborar AnteprojectoAcronicalitos100% (1)
- Avaliação Do Envelhecimento Facial Relacionado Ao Tabagismo 2006Document6 pagesAvaliação Do Envelhecimento Facial Relacionado Ao Tabagismo 2006Iury CarvalhoPas encore d'évaluation
- Processos de Usinagem Mandrilhamento e BrochamentoDocument45 pagesProcessos de Usinagem Mandrilhamento e BrochamentoGiordano VieiraPas encore d'évaluation
- Modelo TPM Manutencao Na Area de SMSDocument60 pagesModelo TPM Manutencao Na Area de SMSMx BxPas encore d'évaluation
- Sugestoes de Projetos - BOLZANI PDFDocument13 pagesSugestoes de Projetos - BOLZANI PDFMx BxPas encore d'évaluation
- Avaliação Do Envelhecimento Facial Relacionado Ao Tabagismo 2006Document6 pagesAvaliação Do Envelhecimento Facial Relacionado Ao Tabagismo 2006Iury CarvalhoPas encore d'évaluation
- Carreira de EnfermagemDocument2 pagesCarreira de EnfermagemRita SemedoPas encore d'évaluation
- Catálogo de Treinamentos BSIDocument28 pagesCatálogo de Treinamentos BSIismaelrosiPas encore d'évaluation
- Contabilidade Custos GABARITO Do Livro de Exercícios Eliseu Martins 11º EdDocument148 pagesContabilidade Custos GABARITO Do Livro de Exercícios Eliseu Martins 11º EdTomas Gutierrez100% (4)
- Pensamento SistemicoDocument16 pagesPensamento SistemicoHelena ReisPas encore d'évaluation
- Fique Por Dentro Do PEIDocument22 pagesFique Por Dentro Do PEIFabiana Tomé Garcia100% (1)
- Gestão Nas Organizações e Liderança TranspessoalDocument4 pagesGestão Nas Organizações e Liderança TranspessoalSergio Vieira Holtz FilhoPas encore d'évaluation
- Livro Direito Aplicado À Educação EAD UNIVERSO PDFDocument162 pagesLivro Direito Aplicado À Educação EAD UNIVERSO PDFleo_carosoPas encore d'évaluation
- Aula8 - Teoria Neoclássica Da AdmDocument35 pagesAula8 - Teoria Neoclássica Da Admiremars6964Pas encore d'évaluation
- 2 GeoecologiaDocument151 pages2 GeoecologiaNamara Santos LopesPas encore d'évaluation
- Questionário - Administrador SAPDocument3 pagesQuestionário - Administrador SAPFatinha35Pas encore d'évaluation
- Administração de Capital de Giro e Ações de MarketingDocument42 pagesAdministração de Capital de Giro e Ações de MarketingEsmaily Negreiros PeixotoPas encore d'évaluation
- Competencias ParentaisDocument40 pagesCompetencias Parentaisfatimaramos31Pas encore d'évaluation
- Plano de Ensino - TgaDocument2 pagesPlano de Ensino - Tgacor com poesiaPas encore d'évaluation
- MONOGRAFIA 2010 Marcelo Nobrega+29+06 AprovadaDocument81 pagesMONOGRAFIA 2010 Marcelo Nobrega+29+06 AprovadaengmarcelocefetPas encore d'évaluation
- Aula 1Document14 pagesAula 1Gabriele MarinhoPas encore d'évaluation
- Caderno Atencao Basica Diretrizes NasfDocument164 pagesCaderno Atencao Basica Diretrizes NasfFonoaudiologia Ufba100% (1)
- N335td01pnicoledevyvareta000068252 PDFDocument468 pagesN335td01pnicoledevyvareta000068252 PDFAlexandra XavierPas encore d'évaluation
- Anais Do 3o Simpósio Paranaense de Design SustentávelDocument158 pagesAnais Do 3o Simpósio Paranaense de Design SustentávelDesigner Marcio Dupont100% (1)
- Resumo Iso 10006Document13 pagesResumo Iso 10006Nubia TeodoroPas encore d'évaluation
- Termo de Abertura - LavaMigaDocument3 pagesTermo de Abertura - LavaMigaeduardo_formiga487Pas encore d'évaluation
- Monografia e TCC Aracaju para TodosDocument13 pagesMonografia e TCC Aracaju para TodoslucianosantosfreitasPas encore d'évaluation
- Informanuais CATÁLOGODocument55 pagesInformanuais CATÁLOGOLukeni Araujo56% (9)
- ISO 14000 - ApresentaçãoDocument47 pagesISO 14000 - Apresentaçãofrancopicoli8452Pas encore d'évaluation
- Administração Da Produção - Slack - 2ed - 2002-Cap 10 PDFDocument34 pagesAdministração Da Produção - Slack - 2ed - 2002-Cap 10 PDFPati Pauli100% (1)
- Felisberto Inácio Vaz Da PiedadeDocument20 pagesFelisberto Inácio Vaz Da PiedadeRayan CarlloPas encore d'évaluation
- Desvantagens Do Orçamento EmpresárialDocument2 pagesDesvantagens Do Orçamento EmpresárialGabriel Schmitz100% (1)
- Utilizacao OTRSGerenciamentoDocument200 pagesUtilizacao OTRSGerenciamentoinfals00Pas encore d'évaluation
- Relatório 002 Análise Jurídica Dos Processos de Registo de PropriedadeDocument222 pagesRelatório 002 Análise Jurídica Dos Processos de Registo de PropriedadeEduardo FilipePas encore d'évaluation
- ADM PUB - CompiladoDocument112 pagesADM PUB - CompiladoGabriel Antunes de OliveiraPas encore d'évaluation
- AULA02DAY - 2cinco Forças e Estratégias Genéricas de Porter)Document13 pagesAULA02DAY - 2cinco Forças e Estratégias Genéricas de Porter)Keydson GomesPas encore d'évaluation