Vous aimerez peut-être aussi
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- Convexity Aws PDFDocument4 pagesConvexity Aws PDFHJ SJPas encore d'évaluation
- Lesson 9Document23 pagesLesson 9Huynh Thanh TamPas encore d'évaluation
- Welding Procedures and Welders QualificationDocument41 pagesWelding Procedures and Welders QualificationHamid MansouriPas encore d'évaluation
- Metric Practices for Welding InspectionDocument39 pagesMetric Practices for Welding InspectionNDTInstructor100% (1)
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- Esab, Ok 309L (29.12.16)Document1 pageEsab, Ok 309L (29.12.16)RodrigoPas encore d'évaluation
- CWB Welder SOPDocument95 pagesCWB Welder SOPHarminder KumarPas encore d'évaluation
- 1.1 Welding Procedure Specification (WPS)Document35 pages1.1 Welding Procedure Specification (WPS)Mohamed WahidPas encore d'évaluation
- CND Normes StandardsDocument4 pagesCND Normes StandardsRebecca RileyPas encore d'évaluation
- CWB - Welding Requirements Csa-S6 Canadian Highway Bridge Design Code Welding RequirementsDocument2 pagesCWB - Welding Requirements Csa-S6 Canadian Highway Bridge Design Code Welding RequirementsStephen TilleyPas encore d'évaluation
- Ca1a Cadweld Cathodic Protection Connections Catalog Lt0398Document22 pagesCa1a Cadweld Cathodic Protection Connections Catalog Lt0398Jose Luis ZimicPas encore d'évaluation
- ASME 9 Multi Process Welding Procedures QW200Document2 pagesASME 9 Multi Process Welding Procedures QW200Teodor EzaruPas encore d'évaluation
- Repair WpsDocument2 pagesRepair WpsyogacruisePas encore d'évaluation
- UAE-CSWIP Visual Welding Inspector Level 1 (3.0)Document2 pagesUAE-CSWIP Visual Welding Inspector Level 1 (3.0)adeoye_okunoyePas encore d'évaluation
- Pin BrazingDocument10 pagesPin BrazingNguyen Ninh BinhPas encore d'évaluation
- MFL Tank Cleaning Requirements for InspectionDocument2 pagesMFL Tank Cleaning Requirements for Inspectioncal2_uniPas encore d'évaluation
- Tweco Welding Catalogue 2001Document84 pagesTweco Welding Catalogue 2001Andrew Schroeder0% (1)
- Corrosion On WeldmentDocument5 pagesCorrosion On Weldmentprabuharan89100% (1)
- WPSGMAW90 102011ExamplePDFDocument1 pageWPSGMAW90 102011ExamplePDFBhavani PrasadPas encore d'évaluation
- Get Compliant Welding with Kemppi's Universal WPS PackagesDocument6 pagesGet Compliant Welding with Kemppi's Universal WPS PackagesMarija IvanovskaPas encore d'évaluation
- Weldclad WLDC 3Document1 pageWeldclad WLDC 3furiousgaulPas encore d'évaluation
- 3.3.3-Fillet Weld Design 9th Mar 21Document40 pages3.3.3-Fillet Weld Design 9th Mar 21Vivek kmPas encore d'évaluation
- ISO 9692 joint preparation guideDocument46 pagesISO 9692 joint preparation guidebiancogallazziPas encore d'évaluation
- 350xt Data Sheet EnglishDocument1 page350xt Data Sheet Englishanon_726020506Pas encore d'évaluation
- ITP For Drum Screen InspectionDocument1 pageITP For Drum Screen InspectionkapsarcPas encore d'évaluation
- VT Acceptance Criteria WeldsDocument14 pagesVT Acceptance Criteria WeldsCharwin Xiao100% (1)
- WIS5 ConsumablesDocument29 pagesWIS5 ConsumablesMNur SarhanPas encore d'évaluation
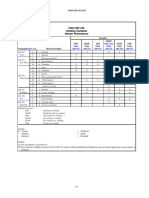
- Table - Qw-416 Welding Variables For Welder PerformanceDocument1 pageTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- Petrofac Piping Inspection Handbook PDFPDFDocument25 pagesPetrofac Piping Inspection Handbook PDFPDFpediPas encore d'évaluation
- Visual Inspection Checklist PipingDocument2 pagesVisual Inspection Checklist PipingshifaPas encore d'évaluation
- Supplier Document Requirement Listing (SDRL)Document23 pagesSupplier Document Requirement Listing (SDRL)Nouredine KoufiPas encore d'évaluation
- MOTS-12 Welding and NDE of WeldsDocument1 pageMOTS-12 Welding and NDE of Weldsryan.sPas encore d'évaluation
- Minimizing Weld Defects in SAWDocument3 pagesMinimizing Weld Defects in SAWNalla Gane100% (1)
- Cswip - Section 02-Terms and Definition PDFDocument19 pagesCswip - Section 02-Terms and Definition PDFNsidibe Michael EtimPas encore d'évaluation
- Welding Inspection: Course Reference WIS 5Document31 pagesWelding Inspection: Course Reference WIS 5venkyPas encore d'évaluation
- Storing and Redrying Electrodes-Lincoln ElectricDocument3 pagesStoring and Redrying Electrodes-Lincoln ElectricjasminneePas encore d'évaluation
- WPS, PQR, WQT, WPQ: BBW30103 Teknologi Kimpalan BerautomasiDocument12 pagesWPS, PQR, WQT, WPQ: BBW30103 Teknologi Kimpalan BerautomasiNazrin GLPas encore d'évaluation
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationWaranya Musika100% (1)
- WPS No. GT-SM-5B (F43) WPS No. GT-SM-5B (F43)Document4 pagesWPS No. GT-SM-5B (F43) WPS No. GT-SM-5B (F43)Amir Surya Hidayah100% (1)
- Submerged Arc WeldingDocument5 pagesSubmerged Arc Weldingmanikandan.vPas encore d'évaluation
- Catalog Fabricante TechnipDocument9 pagesCatalog Fabricante Technipjimy GutiérrezPas encore d'évaluation
- Selection of An NDT Method and The Extent of Testing PDFDocument5 pagesSelection of An NDT Method and The Extent of Testing PDFWalter TrajadaPas encore d'évaluation
- Asme Sec Ix IntroDocument24 pagesAsme Sec Ix IntroTim Joseph AlvaroPas encore d'évaluation
- Sr. Inspection Engineer Sample ResumeDocument4 pagesSr. Inspection Engineer Sample ResumemaheshPas encore d'évaluation
- CSWIP 3.1 FeeDocument5 pagesCSWIP 3.1 FeekathirPas encore d'évaluation
- Welding Heat Input & Interpass GuideDocument6 pagesWelding Heat Input & Interpass GuideVishal Sparkle QE3Pas encore d'évaluation
- Welder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Document2 pagesWelder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Ali TalebiPas encore d'évaluation
- Lunch & Learn: Structural Steel SelectionDocument17 pagesLunch & Learn: Structural Steel Selectionanuj SinghPas encore d'évaluation
- Estimation of MagDocument6 pagesEstimation of MagDeepak ShrivastavPas encore d'évaluation
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationMark Jason M. BrualPas encore d'évaluation
- Procedure For UtDocument12 pagesProcedure For UtMohammad SyeduzzamanPas encore d'évaluation
- NDT Training Course BrochureDocument10 pagesNDT Training Course Brochuresatya srinivas anasuriPas encore d'évaluation
- Materi_pengetahuan_tentang_pengelasan_1711405585Document144 pagesMateri_pengetahuan_tentang_pengelasan_1711405585ajidwiyuniarsoPas encore d'évaluation
- 102 Welding QualificationsDocument27 pages102 Welding Qualificationsdayalram100% (1)
- Asme Section IX - NewDocument70 pagesAsme Section IX - NewAnaswarps100% (2)
- Welding Procedure QualificationDocument23 pagesWelding Procedure QualificationHosam AhmedPas encore d'évaluation
- Asme Sec - IxDocument132 pagesAsme Sec - IxBoran YelkenciogluPas encore d'évaluation
- Asme IxDocument132 pagesAsme IxAhmed Shaban Kotb100% (1)
- Tecnical Calculation of Hydraulic JackDocument9 pagesTecnical Calculation of Hydraulic JackMuhammad Yunus NurdinPas encore d'évaluation
- 03 - Lectures of Load Forecasting - NnatDocument89 pages03 - Lectures of Load Forecasting - NnatMuhammad Yunus Nurdin0% (1)
- Fabrication Procedure for Rolling Shell PlatesDocument10 pagesFabrication Procedure for Rolling Shell PlatesMuhammad Yunus NurdinPas encore d'évaluation
- 1 - IPP - API 1104 Handout - Jun 10 PDFDocument43 pages1 - IPP - API 1104 Handout - Jun 10 PDFMuhammad Yunus NurdinPas encore d'évaluation
- Time SeriesDocument9 pagesTime SeriesMuhammad Yunus NurdinPas encore d'évaluation
- Load Demand Forecasting - Model Inputs SelectionDocument7 pagesLoad Demand Forecasting - Model Inputs SelectionMuhammad Yunus NurdinPas encore d'évaluation
- Protection Criteria For UPS System PDFDocument2 pagesProtection Criteria For UPS System PDFVinicius FerrariPas encore d'évaluation
- Electrical Load ForecastingDocument55 pagesElectrical Load ForecastingMuhammad Yunus Nurdin100% (1)
- Electrical Circuit BreakersDocument3 pagesElectrical Circuit BreakersMuhammad Yunus NurdinPas encore d'évaluation
- Line Follower KitDocument4 pagesLine Follower KitArief Nur KhoerudinPas encore d'évaluation
- Manual Copolimeros de Bloque Series L y R-StepanDocument8 pagesManual Copolimeros de Bloque Series L y R-StepanHebert FerneynesPas encore d'évaluation
- Handbook of Applied Surface and Colloid Chemistry - Volume 2Document505 pagesHandbook of Applied Surface and Colloid Chemistry - Volume 2Alex Flores Pardo100% (3)
- PolyurethaneDocument17 pagesPolyurethaneMas AtmaPas encore d'évaluation
- Fine Chemicals - CatalystsDocument46 pagesFine Chemicals - CatalystsSiddharth chandan dasPas encore d'évaluation
- Chemical & fuel resistant polyurethane sealantDocument2 pagesChemical & fuel resistant polyurethane sealantAlexi ALfred H. TagoPas encore d'évaluation
- CorrosionDocument65 pagesCorrosionSurendra Kamal100% (9)
- Result and Calculation Evt 637 Exp 4Document4 pagesResult and Calculation Evt 637 Exp 4NUR IYLIANIS ISMAILPas encore d'évaluation
- Cenpes: Index of Revisions REV Description And/Or Revised SheetsDocument30 pagesCenpes: Index of Revisions REV Description And/Or Revised SheetsOrlando PWRPas encore d'évaluation
- (Dental Adhesive Systems: Seven Generations of Evolution) Sistemas de Adhesivos Dentales: 7 Generaciones de EvoluciónDocument13 pages(Dental Adhesive Systems: Seven Generations of Evolution) Sistemas de Adhesivos Dentales: 7 Generaciones de EvoluciónElizabeth CortésPas encore d'évaluation
- INSPECTION REPORT TITLEDocument7 pagesINSPECTION REPORT TITLEABEC Trombay sitePas encore d'évaluation
- ACSR Rail ZTTDocument6 pagesACSR Rail ZTTAntony Cesar Caballero IbarraPas encore d'évaluation
- Pintura Epoxica ColoresDocument1 pagePintura Epoxica ColoresVanessa MorenoPas encore d'évaluation
- Product Description: Optinet® Demand Control Ventilation (DCV) SystemDocument71 pagesProduct Description: Optinet® Demand Control Ventilation (DCV) SystemPatrisha SantosPas encore d'évaluation
- Design and Calculation of Formwork Requirement of SlabsDocument4 pagesDesign and Calculation of Formwork Requirement of Slabsselina0% (1)
- MoRTH - Standard Data BookDocument342 pagesMoRTH - Standard Data BookNo OnePas encore d'évaluation
- Original Elast-O-Pure Hygienic Clamp GasketsDocument8 pagesOriginal Elast-O-Pure Hygienic Clamp Gasketsmokie305Pas encore d'évaluation
- ET 139 PEMEX 2019 - Eng - Specification Technique Pipe SupportDocument47 pagesET 139 PEMEX 2019 - Eng - Specification Technique Pipe SupportChristian Garcia SanchezPas encore d'évaluation
- Express Police Supply Catalog #151 Pages 94-97 GlovesDocument4 pagesExpress Police Supply Catalog #151 Pages 94-97 GlovesombpsPas encore d'évaluation
- Oilfield Produced Water Management: Treatment, Reuse and DisposalDocument9 pagesOilfield Produced Water Management: Treatment, Reuse and DisposalhafisjPas encore d'évaluation
- Information and Applications of BmsDocument44 pagesInformation and Applications of Bmsapi-324119707Pas encore d'évaluation
- Unedited Version 193 RlsDocument167 pagesUnedited Version 193 RlsDavid LePas encore d'évaluation
- Proximate Analysis of CoalDocument3 pagesProximate Analysis of CoalShubham KumarPas encore d'évaluation
- Multi Level Car Parking Infosys Campus Hyderabad DrawingsDocument33 pagesMulti Level Car Parking Infosys Campus Hyderabad DrawingsAr AmirPas encore d'évaluation
- Presentation of TTQC-IIDocument17 pagesPresentation of TTQC-IIImran KhanPas encore d'évaluation
- Cubic: CompactDocument5 pagesCubic: CompactHoàngViệtAnhPas encore d'évaluation
- BB Cream Air Cushion Shade BeigeDocument2 pagesBB Cream Air Cushion Shade Beigemasumi.rnd100% (1)
- Caracteristicas GYFTY33-24 G.652D (2.0mm) Inner Sheath 2.0mmDocument9 pagesCaracteristicas GYFTY33-24 G.652D (2.0mm) Inner Sheath 2.0mmFabrizzio BarraganPas encore d'évaluation
- DPP Redox Reactions Nitesh DevnaniDocument13 pagesDPP Redox Reactions Nitesh DevnaniPrashanth SbPas encore d'évaluation
- Grade 9 Review QuestionsDocument4 pagesGrade 9 Review Questionsweizikun061221Pas encore d'évaluation
- 1.3 Last Dry Dock ReportDocument50 pages1.3 Last Dry Dock ReportChandergupt MehtaPas encore d'évaluation