Vous aimerez peut-être aussi
- Automation Doc 1Document13 pagesAutomation Doc 1Shah Sajjan KumarPas encore d'évaluation
- Lab Part 03 Homework 01Document12 pagesLab Part 03 Homework 01ឆាម វ៉ាន់នូវPas encore d'évaluation
- U1 VCMTQ5 MTKDocument5 pagesU1 VCMTQ5 MTKMUKUL VIPATPas encore d'évaluation
- ISSN 2358-3126: Cleginaldo Pereira de CarvalhoDocument6 pagesISSN 2358-3126: Cleginaldo Pereira de CarvalhoKeila Mota de OliveiraPas encore d'évaluation
- Object Sorting and Stacking Automation With PLC PDFDocument6 pagesObject Sorting and Stacking Automation With PLC PDFPrince Janesh UniquePas encore d'évaluation
- Edhy SST Journal Manager Academia Vol.8 No.3 Okt 2004 Edkhus05 14hal 050 063 Adi PDocument14 pagesEdhy SST Journal Manager Academia Vol.8 No.3 Okt 2004 Edkhus05 14hal 050 063 Adi PTrw NiePas encore d'évaluation
- Toyota Production SystemDocument6 pagesToyota Production SystemSatish_Kumar_4711Pas encore d'évaluation
- Design and Optimization of Modular Production System Distribution and Pick & Place StationDocument9 pagesDesign and Optimization of Modular Production System Distribution and Pick & Place StationInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- NAS Remote Management Using IPMI On 5200 and 5300 MK-92HNAS092-00Document16 pagesNAS Remote Management Using IPMI On 5200 and 5300 MK-92HNAS092-00rerips.fakyuPas encore d'évaluation
- Module 1Document6 pagesModule 1N BHUSHANPas encore d'évaluation
- Lathe Machine As Industrie 4.0 Component (CPS)Document5 pagesLathe Machine As Industrie 4.0 Component (CPS)Mathew ChackoPas encore d'évaluation
- The Ongoing Manufacturing Revolution - The Internet of ThingsDocument13 pagesThe Ongoing Manufacturing Revolution - The Internet of ThingsgefegPas encore d'évaluation
- Irjet V7i6184Document6 pagesIrjet V7i6184tran the bao100% (1)
- Pick and Place Robotic ARM Using PLC: Abhiraj Bhalerao Prasad DoifodeDocument4 pagesPick and Place Robotic ARM Using PLC: Abhiraj Bhalerao Prasad DoifodeBilvanadham NPas encore d'évaluation
- Pick and Place Robotic ARM Using PLCDocument4 pagesPick and Place Robotic ARM Using PLCDinesh PanickerPas encore d'évaluation
- Pick and Place Robotic ARM Using PLCDocument4 pagesPick and Place Robotic ARM Using PLCBilvanadham NPas encore d'évaluation
- JITfinalDocument32 pagesJITfinalPradeepPas encore d'évaluation
- Open Source Automated SMD Pick and Place MachineDocument7 pagesOpen Source Automated SMD Pick and Place MachineADOLFO OLIVAS MATAPas encore d'évaluation
- Design and Automation of HSU Assembly Station by Poka Yoke: Asst. Prof. Ravikumar Beeranur, Mr. SharavananDocument8 pagesDesign and Automation of HSU Assembly Station by Poka Yoke: Asst. Prof. Ravikumar Beeranur, Mr. Sharavanandeden_smdPas encore d'évaluation
- MR SmartrobotDocument17 pagesMR SmartrobotOscar Waitforit Diaz-CardielPas encore d'évaluation
- The Ongoing Manufacturing Revolution: From Industry 1.0 to Industry 4.0Document21 pagesThe Ongoing Manufacturing Revolution: From Industry 1.0 to Industry 4.0maimounaPas encore d'évaluation
- Robot Manipulator Control Using PLC With Position Based and Image Based Algorithm 2090 4908 1000154Document8 pagesRobot Manipulator Control Using PLC With Position Based and Image Based Algorithm 2090 4908 1000154Chandru ChristurajPas encore d'évaluation
- Chapter 5Document2 pagesChapter 5Aung ThikePas encore d'évaluation
- 01 TrLit V9 SYSDocument26 pages01 TrLit V9 SYSTilahun MekuriaPas encore d'évaluation
- 08 - IE3120 JIT 2015 HandoutDocument44 pages08 - IE3120 JIT 2015 HandoutGabrielPas encore d'évaluation
- LabTool 48UXP User'sManual (En)Document72 pagesLabTool 48UXP User'sManual (En)Osama YaseenPas encore d'évaluation
- CleanSweep 11Document54 pagesCleanSweep 11Syed Jasam HussainiPas encore d'évaluation
- Autonomous Lawnmower Using FPGA ImplementationDocument9 pagesAutonomous Lawnmower Using FPGA ImplementationK C Vara PrasadPas encore d'évaluation
- Rossi2020 Article EffectiveIntegrationOfCobotsAnDocument5 pagesRossi2020 Article EffectiveIntegrationOfCobotsAnStephen PanPas encore d'évaluation
- Design and Analysis of Gantry Robot For Pick and Place Mechanism WithDocument8 pagesDesign and Analysis of Gantry Robot For Pick and Place Mechanism WithHaider AliPas encore d'évaluation
- Automated_Sorting_SystemDocument22 pagesAutomated_Sorting_SystemGold AurumPas encore d'évaluation
- Industrial TrainingDocument27 pagesIndustrial TrainingPrerna ChauhanPas encore d'évaluation
- APL ManualDocument35 pagesAPL ManualMoustapha MneimnehPas encore d'évaluation
- Robotics PDFDocument60 pagesRobotics PDFSiri AggarapuPas encore d'évaluation
- Fabrication of Three Axis CraneDocument43 pagesFabrication of Three Axis CraneSuresh SsbnPas encore d'évaluation
- Automated Library System Using Robotic ArmDocument4 pagesAutomated Library System Using Robotic ArmAishwaryaPas encore d'évaluation
- Robotics Feasibility in The Construction IndustryDocument40 pagesRobotics Feasibility in The Construction IndustrytirtayasaPas encore d'évaluation
- Robotics Mid-1 AnswersDocument9 pagesRobotics Mid-1 AnswersPRAVEePas encore d'évaluation
- Fabrication of Low Cost Automatic Form, Filling and Sealing MachineDocument5 pagesFabrication of Low Cost Automatic Form, Filling and Sealing MachineBabu PeerPas encore d'évaluation
- 15.04.1274 Jurnal EprocDocument8 pages15.04.1274 Jurnal EprocIndra NaufaldiPas encore d'évaluation
- Idea Proposal FormatDocument6 pagesIdea Proposal FormatSaijal SharmaPas encore d'évaluation
- Different Levels of Complexity in Tasks For Robots: Technology Industrial Automation Industrial Robots ManufacturingDocument11 pagesDifferent Levels of Complexity in Tasks For Robots: Technology Industrial Automation Industrial Robots ManufacturingarunimajoyPas encore d'évaluation
- CS2252 NotesDocument196 pagesCS2252 NotesANBALAGHI DaddyPas encore d'évaluation
- Flexible manufacturing system hardware componentsDocument17 pagesFlexible manufacturing system hardware componentsflytoanilPas encore d'évaluation
- Man 8055t PRGDocument346 pagesMan 8055t PRGAl ZanoagaPas encore d'évaluation
- Robotic Arm: MimickingDocument5 pagesRobotic Arm: MimickingMaitriya DamaniPas encore d'évaluation
- Open Ended Assignment (A&R)Document13 pagesOpen Ended Assignment (A&R)Farrukh FarrukhPas encore d'évaluation
- Robotics and Automation-Unit 1 - Question BankDocument36 pagesRobotics and Automation-Unit 1 - Question BankVaibhav VernekarPas encore d'évaluation
- Beckwood Guide To Press AutomationDocument16 pagesBeckwood Guide To Press AutomationOARIASCOPas encore d'évaluation
- Intel 8080 Central Processing Unit: PrefaceDocument37 pagesIntel 8080 Central Processing Unit: PrefaceAkash SinghalPas encore d'évaluation
- Design of Smart Mechanical Grass CutterDocument4 pagesDesign of Smart Mechanical Grass CutterLarweh DanielPas encore d'évaluation
- Design of Smart Mechanical Grass CutterDocument4 pagesDesign of Smart Mechanical Grass CutterQhai AnimatorPas encore d'évaluation
- Weekly Report AutomationDocument1 pageWeekly Report AutomationKilangPas encore d'évaluation
- Automated Material Handling PLC SystemDocument5 pagesAutomated Material Handling PLC SystemAsaad MusaabPas encore d'évaluation
- Aswathi VidyasagarDocument6 pagesAswathi VidyasagarSoftroniics IndiaPas encore d'évaluation
- HM 80145Document800 pagesHM 80145sushant_beuraPas encore d'évaluation
- The Third Hand: Abstract - One of The Modern Emerging Trends inDocument4 pagesThe Third Hand: Abstract - One of The Modern Emerging Trends inSilver Quill23Pas encore d'évaluation
- Riassunti IngleseDocument3 pagesRiassunti Inglesesamuelecerini19Pas encore d'évaluation
- ESME Tadele B. Tuli and Tesfaye O. TerefeDocument9 pagesESME Tadele B. Tuli and Tesfaye O. TerefeTesfayePas encore d'évaluation
- Practical, Made Easy Guide To Robotics & Automation [Revised Edition]D'EverandPractical, Made Easy Guide To Robotics & Automation [Revised Edition]Évaluation : 1 sur 5 étoiles1/5 (1)
- MapleSim Control Design Getting Started GuideDocument8 pagesMapleSim Control Design Getting Started GuideRodolfo Viera ZapataPas encore d'évaluation
- Crouzet Virtual Display TutorialDocument8 pagesCrouzet Virtual Display TutorialalfredokpuPas encore d'évaluation
- Gear Te Q ManualDocument149 pagesGear Te Q ManualjccforeverPas encore d'évaluation
- ATV71 and ATV32 On EthernetIP - Assemblies 20-70 - M340 NOC0401 On Unity V6.0Document24 pagesATV71 and ATV32 On EthernetIP - Assemblies 20-70 - M340 NOC0401 On Unity V6.0Anonymous hhgx5W2ePas encore d'évaluation
- QUBE-Servo Direct IO Quick Start GuideDocument4 pagesQUBE-Servo Direct IO Quick Start GuidealfredokpuPas encore d'évaluation
- Issues: Sensor Technologies and Microsensor For Mechatronics SystemsDocument11 pagesIssues: Sensor Technologies and Microsensor For Mechatronics SystemsalfredokpuPas encore d'évaluation
- QUBE-Servo Direct IO Quick Start GuideDocument6 pagesQUBE-Servo Direct IO Quick Start GuidealfredokpuPas encore d'évaluation
- YourGearInterface 2014 PDFDocument6 pagesYourGearInterface 2014 PDFalfredokpuPas encore d'évaluation
- MapleSim Control Design Getting Started GuideDocument8 pagesMapleSim Control Design Getting Started GuideRodolfo Viera ZapataPas encore d'évaluation
- Sistemas de Control Lineal Con Hojas de ClaculoDocument7 pagesSistemas de Control Lineal Con Hojas de ClaculoalfredokpuPas encore d'évaluation
- Controlled Computations or Computer Control?: John BarasDocument2 pagesControlled Computations or Computer Control?: John BarasalfredokpuPas encore d'évaluation
- 597708Document90 pages597708labaasjuhhPas encore d'évaluation
- Controlled Computations or Computer Control?: John BarasDocument2 pagesControlled Computations or Computer Control?: John BarasalfredokpuPas encore d'évaluation
- QUBE-Servo MyRIO Quick Start GuideDocument4 pagesQUBE-Servo MyRIO Quick Start GuidealfredokpuPas encore d'évaluation
- QUBE-Servo Direct IO Quick Start GuideDocument4 pagesQUBE-Servo Direct IO Quick Start GuidealfredokpuPas encore d'évaluation
- Catalogo de Sensores de Angulo PDFDocument52 pagesCatalogo de Sensores de Angulo PDFalfredokpuPas encore d'évaluation
- Dynamixel: User's Manual 2006-06-14Document38 pagesDynamixel: User's Manual 2006-06-14Martin Smith0% (1)
- Catalogo de Sensores de AnguloDocument36 pagesCatalogo de Sensores de AnguloalfredokpuPas encore d'évaluation
- Generator DDDocument2 pagesGenerator DDalfredokpuPas encore d'évaluation
- Agilent DDRobotDocument4 pagesAgilent DDRobotalfredokpuPas encore d'évaluation
- High Resolution Sine Encoder Systems en-USDocument4 pagesHigh Resolution Sine Encoder Systems en-USalfredokpuPas encore d'évaluation
- Abb DD6Document4 pagesAbb DD6alfredokpuPas encore d'évaluation
- Direct Drive Solutions: Industrial For PapermakingDocument8 pagesDirect Drive Solutions: Industrial For PapermakingalfredokpuPas encore d'évaluation
- CMUcam2 ManualDocument68 pagesCMUcam2 Manualialeon1Pas encore d'évaluation
- CMUcam3 SDK GuideDocument22 pagesCMUcam3 SDK GuidealfredokpuPas encore d'évaluation
- MapleSim FMI Connector Getting Started GuideDocument17 pagesMapleSim FMI Connector Getting Started GuidealfredokpuPas encore d'évaluation
- Aplicacion 1Document8 pagesAplicacion 1alfredokpuPas encore d'évaluation
- Two Inverted PendulumDocument16 pagesTwo Inverted PendulumalfredokpuPas encore d'évaluation
- Material Science LEDDocument10 pagesMaterial Science LEDIndhujaPas encore d'évaluation
- MNL46 ForewordDocument16 pagesMNL46 ForewordvonipkoPas encore d'évaluation
- Tkprof With FormatDocument51 pagesTkprof With Formatshameem_ficsPas encore d'évaluation
- (EVT 474) LECTURE 3 - Urban Air PollutionDocument66 pages(EVT 474) LECTURE 3 - Urban Air PollutionSitinurliyana DarimiPas encore d'évaluation
- Type ICX Interchangeable Cutout: 15-38 KV Outdoor Distribution CutoutDocument8 pagesType ICX Interchangeable Cutout: 15-38 KV Outdoor Distribution CutoutCarlos Fuentes TorresPas encore d'évaluation
- How to test your lime in 40 charactersDocument2 pagesHow to test your lime in 40 characterscassindromePas encore d'évaluation
- Henderson, Julian - Glass Production and Bronze Age EuropeDocument17 pagesHenderson, Julian - Glass Production and Bronze Age EuropeHelena HrdličkováPas encore d'évaluation
- Permeability of Geopolymer Concrete With PDFDocument7 pagesPermeability of Geopolymer Concrete With PDFSuhas RamachandraPas encore d'évaluation
- Norme FranciseDocument2 pagesNorme FranciseCalin GiosanPas encore d'évaluation
- ANDERSSON - Tantalum & Tantalum CompoundsDocument15 pagesANDERSSON - Tantalum & Tantalum CompoundsOscar Benimana100% (1)
- Industrial visit report on GNA Duraparts manufacturing processDocument7 pagesIndustrial visit report on GNA Duraparts manufacturing processSameer ThakurPas encore d'évaluation
- Analytical ChemistryDocument58 pagesAnalytical ChemistryJohn Joshua Protacio100% (1)
- Weld Flange To PipeDocument1 pageWeld Flange To PipeGraham MoorePas encore d'évaluation
- VFPE Geomembrane Installation For Landfill Capping Applications EngineeringDocument3 pagesVFPE Geomembrane Installation For Landfill Capping Applications EngineeringDAVE MARK EMBODOPas encore d'évaluation
- Enviromental Fluid Catalytic Cracking Technology PDFDocument43 pagesEnviromental Fluid Catalytic Cracking Technology PDFNoheilly VásquezPas encore d'évaluation
- Shell & Tube Gas Heater Data SheetDocument3 pagesShell & Tube Gas Heater Data SheetRobles DreschPas encore d'évaluation
- Scotgrip® Anti-Slip Stairways Safegrip®Document2 pagesScotgrip® Anti-Slip Stairways Safegrip®scotgripPas encore d'évaluation
- Polypropylene (PP) Plastic - Types, Properties, Uses & Structure InfoDocument11 pagesPolypropylene (PP) Plastic - Types, Properties, Uses & Structure InfoPrashant SinghPas encore d'évaluation
- Westds 09038 Us 1302 PDFDocument2 pagesWestds 09038 Us 1302 PDFrafaelpaiva871531Pas encore d'évaluation
- VINAIR Systems & ServicesDocument24 pagesVINAIR Systems & Servicessridevi anandhamPas encore d'évaluation
- Inductor de Calor SKF Tih 240Document134 pagesInductor de Calor SKF Tih 240milenko CortesPas encore d'évaluation
- Jun 09 Cooling Water Chemical Dosing SystemDocument6 pagesJun 09 Cooling Water Chemical Dosing SystemRKVSK1Pas encore d'évaluation
- Effect of Case Depth On Fatigue Performance of AISI 8620 Carburized SteelDocument7 pagesEffect of Case Depth On Fatigue Performance of AISI 8620 Carburized SteelthisisjineshPas encore d'évaluation
- Ploughshare Mixer Mixema Intense en PDFDocument5 pagesPloughshare Mixer Mixema Intense en PDFEMAAustriaPas encore d'évaluation
- 1.2 Structure and PropertiesDocument15 pages1.2 Structure and PropertiesLuisa Fernanda Sanchez ZambranoPas encore d'évaluation
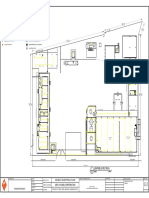
- Valenzuela CFEI Layout2Document1 pageValenzuela CFEI Layout2Lester MuscaPas encore d'évaluation
- AlbanyDocument3 pagesAlbanyMohammad Sobhan RajabiPas encore d'évaluation
- VQ400 HoneywellDocument10 pagesVQ400 HoneywelladamsvillanuevaPas encore d'évaluation
- 6-General Miling InfoDocument5 pages6-General Miling InfoSakthi VelPas encore d'évaluation
- Refresher Module 01 (M14) - Quantity SurveyingDocument2 pagesRefresher Module 01 (M14) - Quantity SurveyingFely Joy RelatoresPas encore d'évaluation


























































![Practical, Made Easy Guide To Robotics & Automation [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/253466853/149x198/4281882d40/1709916831?v=1)