Vous aimerez peut-être aussi
- Boiler ChecklistDocument3 pagesBoiler ChecklistSegamaha Palm Oil Mill0% (2)
- Exhaust Brake FunctionalityDocument3 pagesExhaust Brake FunctionalityDragan100% (2)
- Boiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewD'EverandBoiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewPas encore d'évaluation
- Lecture 7 - Steam GeneratorsDocument6 pagesLecture 7 - Steam GeneratorsHussain Abbas100% (1)
- Report in Steam Generators: Schematic Diagram of A Boiler SystemDocument18 pagesReport in Steam Generators: Schematic Diagram of A Boiler SystemZa YonPas encore d'évaluation
- Ras Al Khaimah Cement CompanyDocument351 pagesRas Al Khaimah Cement CompanyHerwin NavarretePas encore d'évaluation
- Steam BoilerDocument52 pagesSteam BoilerAvinash TelorePas encore d'évaluation
- Boiler: Heat Sources Materials Energy Boiler EfficiencyDocument10 pagesBoiler: Heat Sources Materials Energy Boiler EfficiencyrpercorPas encore d'évaluation
- High Pressure Water Tube Boiler: Design, Working & AdvantagesDocument11 pagesHigh Pressure Water Tube Boiler: Design, Working & AdvantagesBien100% (1)
- Boiler Steam To ProcessDocument9 pagesBoiler Steam To ProcessMDR PRAPHUPas encore d'évaluation
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingD'EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingÉvaluation : 5 sur 5 étoiles5/5 (3)
- Lecture 7 - Steam Generators: Mechanics of Steam BoilersDocument7 pagesLecture 7 - Steam Generators: Mechanics of Steam BoilersIjazzzAliPas encore d'évaluation
- Atmospheric Distillation GuideDocument27 pagesAtmospheric Distillation GuideAhmad Deyab100% (2)
- Boiler Flame Remote Adjustment System RepDocument41 pagesBoiler Flame Remote Adjustment System RepSiva KumarPas encore d'évaluation
- Sabroe PPDocument28 pagesSabroe PPGPPas encore d'évaluation
- Better Understand BoilersDocument6 pagesBetter Understand BoilersdigecaPas encore d'évaluation
- Boiloers and Its Mountings 4Document53 pagesBoiloers and Its Mountings 4Kummitha ObulareddyPas encore d'évaluation
- Materials: Pressure Vessel Steel Wrought Iron Stainless Steel Live Steam Copper Brass Fireboxes Steam LocomotivesDocument10 pagesMaterials: Pressure Vessel Steel Wrought Iron Stainless Steel Live Steam Copper Brass Fireboxes Steam LocomotivesVelampalli AshokPas encore d'évaluation
- Boiler: MaterialsDocument10 pagesBoiler: MaterialssarojpapuPas encore d'évaluation
- Oil and Gas Artificial Fluid Lifting TechniquesD'EverandOil and Gas Artificial Fluid Lifting TechniquesÉvaluation : 5 sur 5 étoiles5/5 (1)
- BoilerDocument10 pagesBoilerAmit KumarPas encore d'évaluation
- 06 - KBR Ammonia Revamp Technology PDFDocument30 pages06 - KBR Ammonia Revamp Technology PDFMufadhzil M100% (1)
- BoilersDocument67 pagesBoilerssahilchemPas encore d'évaluation
- Boiler and Turbine For BOE ExamDocument71 pagesBoiler and Turbine For BOE Examkeerthi dayarathnaPas encore d'évaluation
- Boiller Types Sabic PDFDocument40 pagesBoiller Types Sabic PDFMuhammad Hamza NaveedPas encore d'évaluation
- Types of Boilers PDFDocument5 pagesTypes of Boilers PDFJosé RubioPas encore d'évaluation
- Boiler Parts and FunctionsDocument35 pagesBoiler Parts and FunctionsHaseeb RazaPas encore d'évaluation
- Turbine AuxillariesDocument139 pagesTurbine AuxillariesAwez RanaPas encore d'évaluation
- Design and Thermal Analysis of CFB and Simple BoilersDocument89 pagesDesign and Thermal Analysis of CFB and Simple Boilersbharathkumar0310Pas encore d'évaluation
- BoilerDocument90 pagesBoilerMargaret DaughertyPas encore d'évaluation
- Thermodaynamics Lab 1Document11 pagesThermodaynamics Lab 1Kabo Busanang100% (2)
- Physical Study of A Steam Generating UnitDocument13 pagesPhysical Study of A Steam Generating Unitashier dave calulot80% (5)
- Doc-2 Training Material On Coal Fired Thermal Power PlantsDocument21 pagesDoc-2 Training Material On Coal Fired Thermal Power PlantsSharan100% (2)
- Boiler Design and Operation PDFDocument8 pagesBoiler Design and Operation PDFChungNguyenPas encore d'évaluation
- 000000003002000049Document2 pages000000003002000049mhdsolehPas encore d'évaluation
- What Is A BoilerDocument7 pagesWhat Is A BoilerAhmad MuhammadPas encore d'évaluation
- Properties of BoilerDocument17 pagesProperties of BoilerSohail Aziz Ahmad MalikPas encore d'évaluation
- BoilerDocument3 pagesBoilerashokPas encore d'évaluation
- Boiler Thermo AssignmentDocument6 pagesBoiler Thermo AssignmentBassam0% (2)
- Boiler Components & Working ExplainedDocument14 pagesBoiler Components & Working Explainedavv456Pas encore d'évaluation
- Materials: Vessel Water FluidDocument8 pagesMaterials: Vessel Water FluidJinith MahajanPas encore d'évaluation
- BoilerDocument23 pagesBoilerfaizan_3i6300Pas encore d'évaluation
- Boilers: The Pressure Vessel in A Boiler Is Usually Made of Steel (Or Alloy Steel)Document21 pagesBoilers: The Pressure Vessel in A Boiler Is Usually Made of Steel (Or Alloy Steel)Sampath KumarPas encore d'évaluation
- Power Plant Engineering (SMEX1016) 2 PDFDocument28 pagesPower Plant Engineering (SMEX1016) 2 PDFshyam sundarPas encore d'évaluation
- Water Tube Boiler Guide: Types, Working Principle & ApplicationsDocument4 pagesWater Tube Boiler Guide: Types, Working Principle & ApplicationsJonathan MalamulaPas encore d'évaluation
- Steam BoilersDocument12 pagesSteam Boilerskeerthi dayarathnaPas encore d'évaluation
- Boiler Dan ReboilerDocument15 pagesBoiler Dan ReboilerLia SeptianaPas encore d'évaluation
- Boiler: Diagram of A Fire-Tube BoilerDocument4 pagesBoiler: Diagram of A Fire-Tube BoilerMd ShahidPas encore d'évaluation
- Boiler - WikipediaDocument9 pagesBoiler - WikipediaJagan BholamPas encore d'évaluation
- Boiler Cont.Document9 pagesBoiler Cont.adnan mukhtarPas encore d'évaluation
- Doc-2 Training Material On Coal Fired Thermal Power PlantsDocument21 pagesDoc-2 Training Material On Coal Fired Thermal Power PlantsSharanPas encore d'évaluation
- Boiler: MaterialsDocument12 pagesBoiler: Materialsmhd_bashiriPas encore d'évaluation
- Boiler: For The Limp Bizkit Song, SeeDocument12 pagesBoiler: For The Limp Bizkit Song, SeeMahesh G RajuPas encore d'évaluation
- Boiler: Heat Sources Materials Energy Boiler Efficiency Configurations Safety Superheated Steam Boiler AccessoriesDocument8 pagesBoiler: Heat Sources Materials Energy Boiler Efficiency Configurations Safety Superheated Steam Boiler AccessoriesAbishekh SekharPas encore d'évaluation
- Boilers & SteamDocument25 pagesBoilers & SteamNarendra niranjan MathiyarasuPas encore d'évaluation
- N BLR Working Types PartsDocument12 pagesN BLR Working Types PartsSuhas KassaPas encore d'évaluation
- Boilers: - Fire Tube - Water Tube - Scotch Gerald Q. Campañano Bridging Batch 8Document12 pagesBoilers: - Fire Tube - Water Tube - Scotch Gerald Q. Campañano Bridging Batch 8Gerald CampañanoPas encore d'évaluation
- BoilerDocument21 pagesBoilerMitesh KumarPas encore d'évaluation
- #Lecture 3 - Steam GeneratorsDocument22 pages#Lecture 3 - Steam Generatorsmohamed EldesokyPas encore d'évaluation
- Fire Water Tube BoilerDocument12 pagesFire Water Tube BoilerFatma HelalPas encore d'évaluation
- General Boiler InfoDocument14 pagesGeneral Boiler InfoHossam KhalilPas encore d'évaluation
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesD'EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesPas encore d'évaluation
- How it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useD'EverandHow it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common usePas encore d'évaluation
- The Mirror of Literature, Amusement, and Instruction Volume 10, No. 287, December 15, 1827D'EverandThe Mirror of Literature, Amusement, and Instruction Volume 10, No. 287, December 15, 1827Pas encore d'évaluation
- The Early Days Of Motors And Motor-Driving - Steam CarsD'EverandThe Early Days Of Motors And Motor-Driving - Steam CarsPas encore d'évaluation
- Gasoline and Oil Stoves, "New Process" and "Standard." 1901D'EverandGasoline and Oil Stoves, "New Process" and "Standard." 1901Pas encore d'évaluation
- 200TR Modern Air ChillerDocument14 pages200TR Modern Air ChillerJhon LewisPas encore d'évaluation
- RRI School of Performance Air-Fuel RatiosDocument4 pagesRRI School of Performance Air-Fuel RatiosAntonio Renato CrespoPas encore d'évaluation
- IHS Markit HydrogeDocument19 pagesIHS Markit HydrogeXkeiPIngPas encore d'évaluation
- Water Wash CHECKLISTDocument5 pagesWater Wash CHECKLISTAbdelaziz EldeebPas encore d'évaluation
- Thermodynamic Cycle PresentationDocument29 pagesThermodynamic Cycle PresentationAnonymous Oh1pxYX30% (1)
- CH 5 PDFDocument24 pagesCH 5 PDFМихаил МироновPas encore d'évaluation
- Diagramas Electricos P.V 3ra EdiciónDocument99 pagesDiagramas Electricos P.V 3ra EdiciónNéstor Miranda Marin100% (1)
- AVEVA PADO - Sub Solution - Performance Monitoring System PMSDocument44 pagesAVEVA PADO - Sub Solution - Performance Monitoring System PMSMuhammad RizaldiPas encore d'évaluation
- Biomass Technology Brochure - Babcock Wilcox VolundDocument24 pagesBiomass Technology Brochure - Babcock Wilcox VolundAlex MartayanPas encore d'évaluation
- Why heat with wood is economical, environmentally friendly and easyDocument20 pagesWhy heat with wood is economical, environmentally friendly and easygflores65100% (1)
- Trane xr80Document16 pagesTrane xr80Victor Hugo Castillo AguirrePas encore d'évaluation
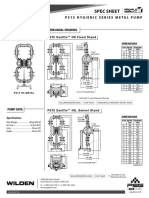
- Data Shhet Bomba de Diafragma PS15Document2 pagesData Shhet Bomba de Diafragma PS15Leonardo Rios RuizPas encore d'évaluation
- GT-3000 PrintDocument3 pagesGT-3000 Printmanual imbPas encore d'évaluation
- A Steam EngineDocument3 pagesA Steam Engineuserako21Pas encore d'évaluation
- Model: AED2413ZHZ (CAE2417Z) : Technical Data SheetDocument3 pagesModel: AED2413ZHZ (CAE2417Z) : Technical Data SheetMarisol SaavedraPas encore d'évaluation
- Piping Coordination System - Butt Welded, Socket Welded and Threaded Symbols FoDocument4 pagesPiping Coordination System - Butt Welded, Socket Welded and Threaded Symbols FoJohan ClpPas encore d'évaluation
- Tutorial 9Document4 pagesTutorial 9Jyoti Krishna PandaPas encore d'évaluation
- Fixed Cassette Cat 2020Document2 pagesFixed Cassette Cat 2020mohamad chaudhariPas encore d'évaluation
- Topic: Reheat, Regenerative & Other Steam Power CycleDocument17 pagesTopic: Reheat, Regenerative & Other Steam Power CycleMurvin VillarosaPas encore d'évaluation
- BME DiscountinuedsDocument2 pagesBME DiscountinuedsDina Moh El HadedyPas encore d'évaluation
- Low Vacuum Levels PDFDocument2 pagesLow Vacuum Levels PDFbalaPas encore d'évaluation
- 400 KVA Data SheetDocument3 pages400 KVA Data SheetYasirSwatiPas encore d'évaluation