Vous aimerez peut-être aussi
- 2007 ATRA Seminar ManualDocument272 pages2007 ATRA Seminar Manualtroublezaur100% (3)
- TM 5-805-14. Technical Manual. Roofing and WaterproofingDocument38 pagesTM 5-805-14. Technical Manual. Roofing and WaterproofingTitas JegorovasPas encore d'évaluation
- Aerodynamics for Engineering StudentsD'EverandAerodynamics for Engineering StudentsÉvaluation : 5 sur 5 étoiles5/5 (5)
- 1 - 01ch1 Roadway and Ballast1Document4 pages1 - 01ch1 Roadway and Ballast1Hesbon Omondi0% (3)
- Rsi r2 Super Rsi FaqDocument14 pagesRsi r2 Super Rsi FaqChandrasekar Chandramohan100% (1)
- Inspection of Steel Penstocks & Pressure Conduits Vol2-8Document43 pagesInspection of Steel Penstocks & Pressure Conduits Vol2-8Manmohit Singh67% (3)
- Process and Utility Piping DesignDocument22 pagesProcess and Utility Piping DesignSAKURAIZENPas encore d'évaluation
- 5CT PDVSA em - 18!00!05 EnglishDocument27 pages5CT PDVSA em - 18!00!05 EnglishJuan Gutierrez100% (1)
- Pamphlet 9 - Recommnended Practices For Handling Chlorine Bulk Highway TransportDocument62 pagesPamphlet 9 - Recommnended Practices For Handling Chlorine Bulk Highway TransportJacques BlueqPas encore d'évaluation
- Fpso Design Document: Marie C. Mcgraw Roberto J. Mel Endez Javier A. RamosDocument20 pagesFpso Design Document: Marie C. Mcgraw Roberto J. Mel Endez Javier A. RamosYan Laksana100% (2)
- Incompressible Flow Turbomachines: Design, Selection, Applications, and TheoryD'EverandIncompressible Flow Turbomachines: Design, Selection, Applications, and TheoryPas encore d'évaluation
- JUnit 5 User GuideDocument90 pagesJUnit 5 User GuideaawaakPas encore d'évaluation
- Smacna Industrial Rounded Duct Construction Tabla ContenidosDocument4 pagesSmacna Industrial Rounded Duct Construction Tabla Contenidosedgar_glezav0% (3)
- Manual de Operacion DiscfloDocument42 pagesManual de Operacion DiscfloJorge Páez100% (1)
- Navair TM 16 1 540Document230 pagesNavair TM 16 1 540huffytoss3073100% (2)
- Fire PumpDocument10 pagesFire Pumppandu_chemeng100% (1)
- Darkle Slideshow by SlidesgoDocument53 pagesDarkle Slideshow by SlidesgoADITI GUPTAPas encore d'évaluation
- ALternador Delco RemyDocument21 pagesALternador Delco RemyDanielMarinPas encore d'évaluation
- Executive Summary: 2013 Edelman Trust BarometerDocument12 pagesExecutive Summary: 2013 Edelman Trust BarometerEdelman100% (4)
- Sprinkler Sizing en v1Document12 pagesSprinkler Sizing en v1CristianDumitru0% (1)
- Application of Optimal Control Theory to Enhanced Oil RecoveryD'EverandApplication of Optimal Control Theory to Enhanced Oil RecoveryÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Manual de Servicio Sx-6Document107 pagesManual de Servicio Sx-6Mauricio Vargas JerezPas encore d'évaluation
- Damage Stability (DAM)Document279 pagesDamage Stability (DAM)georgekc77100% (1)
- h-231 FABRICACION DE TUBERIA PDFDocument18 pagesh-231 FABRICACION DE TUBERIA PDFM Betzabe MoraPas encore d'évaluation
- h-231 FABRICACION DE TUBERIA PDFDocument18 pagesh-231 FABRICACION DE TUBERIA PDFM Betzabe MoraPas encore d'évaluation
- Em 18 00 05 (I)Document26 pagesEm 18 00 05 (I)Rafael GarciaPas encore d'évaluation
- Pdvsa: Material Technical SpecificationDocument15 pagesPdvsa: Material Technical SpecificationAryelys PadillaPas encore d'évaluation
- Pdvsa: Material Technical SpecificationDocument19 pagesPdvsa: Material Technical SpecificationAryelys PadillaPas encore d'évaluation
- Pdvsa: Material Technical SpecificationDocument14 pagesPdvsa: Material Technical SpecificationAryelys PadillaPas encore d'évaluation
- Pdvsa: Material Technical SpecificationDocument21 pagesPdvsa: Material Technical SpecificationAryelys PadillaPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument19 pagesPdvsa: Engineering Design ManualRafael GarciaPas encore d'évaluation
- H 231Document18 pagesH 231EdirwinJoseChirinosPas encore d'évaluation
- LED Assembly (Simulation) InfoDocument22 pagesLED Assembly (Simulation) Infofangs997Pas encore d'évaluation
- IS40 WienFilterPS UserManual 3.2 Rev1Document24 pagesIS40 WienFilterPS UserManual 3.2 Rev1dbhansali57Pas encore d'évaluation
- Em 18 00 02 IngDocument31 pagesEm 18 00 02 IngYotselys LópezPas encore d'évaluation
- 10045D-000-PI-SP-202 - Rev 0 - 20sep11Document26 pages10045D-000-PI-SP-202 - Rev 0 - 20sep11RVELEZPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument24 pagesPdvsa: Engineering Design Manualzenaid vargasPas encore d'évaluation
- Installation and Maintenance Instructions: Oil and Gas-Fired Boilers Logano G215 USDocument72 pagesInstallation and Maintenance Instructions: Oil and Gas-Fired Boilers Logano G215 UScarlosPas encore d'évaluation
- BookDocument210 pagesBookGeorge PonpykaPas encore d'évaluation
- Ea202 PR PDFDocument14 pagesEa202 PR PDFRafael GarciaPas encore d'évaluation
- 4220 - Pistonphone ACUSTICADocument28 pages4220 - Pistonphone ACUSTICARANDY SANTIAGOPas encore d'évaluation
- See Also Alterations (Alter) Specific Occupancies: 2003 EditionDocument48 pagesSee Also Alterations (Alter) Specific Occupancies: 2003 Editionsiva anandPas encore d'évaluation
- Frau Nicola 1104900Document66 pagesFrau Nicola 1104900Channa BandaraPas encore d'évaluation
- MC Propeller Flow Meters: Installation, Operation and Maintenance ManualDocument30 pagesMC Propeller Flow Meters: Installation, Operation and Maintenance ManualEquitec CalibrationPas encore d'évaluation
- 541892c ENDocument34 pages541892c ENvebri restuPas encore d'évaluation
- COOLERDocument25 pagesCOOLERAl AminPas encore d'évaluation
- ARMY TM 5-822-7 Air Force Afm 88-6, Chap. 8Document55 pagesARMY TM 5-822-7 Air Force Afm 88-6, Chap. 8PDHLibraryPas encore d'évaluation
- L48 - Owner's Manual - EnglishDocument209 pagesL48 - Owner's Manual - EnglishRandall P. BancroftPas encore d'évaluation
- API Recommended Practice 652: Linings of Aboveground Petroleum Storage Tank BottomsDocument3 pagesAPI Recommended Practice 652: Linings of Aboveground Petroleum Storage Tank BottomsAmanda Williams HensleyPas encore d'évaluation
- Ae 211 PDFDocument15 pagesAe 211 PDFNestor GalianoPas encore d'évaluation
- Pfisterer Inner Cone Plug Terminations Connex Size 2 InstructionDocument36 pagesPfisterer Inner Cone Plug Terminations Connex Size 2 Instructionadepoma100% (1)
- Instructions For Use CONNEX Cable Connector Size 3 and 3/SDocument36 pagesInstructions For Use CONNEX Cable Connector Size 3 and 3/SJonathan FuentesPas encore d'évaluation
- Ilide - Info Smacna Industrial Rounded Duct Construction Tabla Contenidos PRDocument4 pagesIlide - Info Smacna Industrial Rounded Duct Construction Tabla Contenidos PRHarry KoPas encore d'évaluation
- Seagate NAS HDD ST3000VN000Document40 pagesSeagate NAS HDD ST3000VN000Cristina TudorPas encore d'évaluation
- McCrometer 30119-03Document22 pagesMcCrometer 30119-03ale.dislacPas encore d'évaluation
- DESIGN AND MANUFACTURE OF METAL ENCLOSED GAS-INSULATED SWITCHGEAR UP TO 34.5 KVDocument21 pagesDESIGN AND MANUFACTURE OF METAL ENCLOSED GAS-INSULATED SWITCHGEAR UP TO 34.5 KVdanielPas encore d'évaluation
- Lenze ACTech MC3000 User ManualDocument84 pagesLenze ACTech MC3000 User Manualpanca nanginPas encore d'évaluation
- API Standard 600: Steel Gate Valves-Flanged and Butt-Welding Ends, Bolted BonnetsDocument3 pagesAPI Standard 600: Steel Gate Valves-Flanged and Butt-Welding Ends, Bolted BonnetsPasquale CutriPas encore d'évaluation
- 600 - E13 PA PDFDocument3 pages600 - E13 PA PDFPasquale CutriPas encore d'évaluation
- AT S C25: ATS ControllerDocument40 pagesAT S C25: ATS ControllerDavid MonederoPas encore d'évaluation
- Ab183 Luxeon FX2Document31 pagesAb183 Luxeon FX2bwinhusinPas encore d'évaluation
- 2000 EditionDocument2 pages2000 EditionMohammedPas encore d'évaluation
- A15 Controller Instruction ManualDocument38 pagesA15 Controller Instruction Manualamitnegi.officialPas encore d'évaluation
- Quemador RIELLODocument37 pagesQuemador RIELLOdavrick47Pas encore d'évaluation
- DFM Reverse EngineeringDocument89 pagesDFM Reverse Engineeringapi-491772270Pas encore d'évaluation
- Ultra Mag Electromagnetic Flow Meter: Installation, Operation and Maintenance ManualDocument23 pagesUltra Mag Electromagnetic Flow Meter: Installation, Operation and Maintenance ManualSalvador HernándezPas encore d'évaluation
- Pollution Prevention: Methodology, Technologies and PracticesD'EverandPollution Prevention: Methodology, Technologies and PracticesPas encore d'évaluation
- Em 18 00 05Document13 pagesEm 18 00 05Rafael GarciaPas encore d'évaluation
- Em 18 00 01 PDFDocument19 pagesEm 18 00 01 PDFRafael Garcia100% (1)
- Pdvsa: Engineering Design ManualDocument9 pagesPdvsa: Engineering Design ManualRafael GarciaPas encore d'évaluation
- Em 18 00 03 (I)Document22 pagesEm 18 00 03 (I)Rafael GarciaPas encore d'évaluation
- H 223Document5 pagesH 223Oscar DorflerPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument7 pagesPdvsa: Engineering Design ManualRafael GarciaPas encore d'évaluation
- N 260Document3 pagesN 260Domingo DuertoPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument13 pagesPdvsa: Engineering Design ManualAndresPas encore d'évaluation
- H 201 oDocument5 pagesH 201 oErnesto Infante PachecoPas encore d'évaluation
- H 223Document5 pagesH 223Oscar DorflerPas encore d'évaluation
- N 259Document3 pagesN 259Rafael GarciaPas encore d'évaluation
- K 302Document5 pagesK 302Felix ZabalaPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument3 pagesPdvsa: Engineering Design ManualGabrielaPas encore d'évaluation
- N 251Document6 pagesN 251miguelgg78Pas encore d'évaluation
- N 241Document8 pagesN 241Javier F. Mouriño RoldánPas encore d'évaluation
- H 223Document5 pagesH 223Oscar DorflerPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument17 pagesPdvsa: Engineering Design ManualRafael GarciaPas encore d'évaluation
- 0602 1 472Document6 pages0602 1 472hrol31060Pas encore d'évaluation
- K 300Document10 pagesK 300Jhonny Rafael Blanco CauraPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument5 pagesPdvsa: Engineering Design ManualRafael GarciaPas encore d'évaluation
- K 301Document8 pagesK 301Rafael GarciaPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument13 pagesPdvsa: Engineering Design ManualAndresPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument7 pagesPdvsa: Engineering Design ManualRafael GarciaPas encore d'évaluation
- Pdvsa: Engineering Design ManualDocument9 pagesPdvsa: Engineering Design ManualRafael GarciaPas encore d'évaluation
- H 201 oDocument5 pagesH 201 oErnesto Infante PachecoPas encore d'évaluation
- DTR Testastretta Valve Adjustment ProcedureDocument10 pagesDTR Testastretta Valve Adjustment ProcedureTony LamprechtPas encore d'évaluation
- Gas Compressor SizingDocument1 pageGas Compressor SizingNohemigdeliaLucenaPas encore d'évaluation
- Mahindra&mahindraDocument95 pagesMahindra&mahindraAshik R GowdaPas encore d'évaluation
- Spectroscopic Methods For Determination of DexketoprofenDocument8 pagesSpectroscopic Methods For Determination of DexketoprofenManuel VanegasPas encore d'évaluation
- FINAL SMAC Compressor Control Philosophy Rev4Document6 pagesFINAL SMAC Compressor Control Philosophy Rev4AhmedPas encore d'évaluation
- G.Devendiran: Career ObjectiveDocument2 pagesG.Devendiran: Career ObjectiveSadha SivamPas encore d'évaluation
- (EN 10348) - Steel For The Reinforcement of Concrete. Galvanized Reinforcing SteelDocument24 pages(EN 10348) - Steel For The Reinforcement of Concrete. Galvanized Reinforcing Steelbagusu_6Pas encore d'évaluation
- MSDS Buffer Solution PH 4.0Document5 pagesMSDS Buffer Solution PH 4.0Ardhy LazuardyPas encore d'évaluation
- Thesis TipsDocument57 pagesThesis TipsJohn Roldan BuhayPas encore d'évaluation
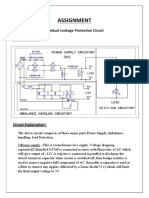
- Assignment: Residual Leakage Protection Circuit Circuit DiagramDocument2 pagesAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaPas encore d'évaluation
- Analisis Kebutuhan Bahan Ajar Berbasis EDocument9 pagesAnalisis Kebutuhan Bahan Ajar Berbasis ENur Hanisah AiniPas encore d'évaluation
- Swelab Alfa Plus User Manual V12Document100 pagesSwelab Alfa Plus User Manual V12ERICKPas encore d'évaluation
- Plan Lectie Clasa 5 D HaineDocument5 pagesPlan Lectie Clasa 5 D HaineCristina GrapinoiuPas encore d'évaluation
- Cap1 - Engineering in TimeDocument12 pagesCap1 - Engineering in TimeHair Lopez100% (1)
- Six Sigma PresentationDocument17 pagesSix Sigma PresentationDhular HassanPas encore d'évaluation
- 2010 - Howaldt y Schwarz - Social Innovation-Concepts, Research Fields and International - LibroDocument82 pages2010 - Howaldt y Schwarz - Social Innovation-Concepts, Research Fields and International - Librovallejo13Pas encore d'évaluation
- Calculating Free Energies Using Adaptive Biasing Force MethodDocument14 pagesCalculating Free Energies Using Adaptive Biasing Force MethodAmin SagarPas encore d'évaluation
- Tomb of Archimedes (Sources)Document3 pagesTomb of Archimedes (Sources)Petro VourisPas encore d'évaluation
- How To Install Metal LathDocument2 pagesHow To Install Metal LathKfir BenishtiPas encore d'évaluation
- Jurnal Job DescriptionDocument13 pagesJurnal Job DescriptionAji Mulia PrasPas encore d'évaluation
- Manhole Head LossesDocument11 pagesManhole Head Lossesjoseph_mscPas encore d'évaluation
- Does Adding Salt To Water Makes It Boil FasterDocument1 pageDoes Adding Salt To Water Makes It Boil Fasterfelixcouture2007Pas encore d'évaluation
- Project Name: Repair of Afam Vi Boiler (HRSG) Evaporator TubesDocument12 pagesProject Name: Repair of Afam Vi Boiler (HRSG) Evaporator TubesLeann WeaverPas encore d'évaluation
- Poster-Shading PaperDocument1 pagePoster-Shading PaperOsama AljenabiPas encore d'évaluation