Vous aimerez peut-être aussi
- Fundición aleación aluminio 5%Cu 1,5%Si 0,6%MgDocument4 pagesFundición aleación aluminio 5%Cu 1,5%Si 0,6%MgJuan FranciscoPas encore d'évaluation
- Cocina de camping para procesos de manufacturaDocument2 pagesCocina de camping para procesos de manufacturaJuan FranciscoPas encore d'évaluation
- Cocina de camping para procesos de manufacturaDocument2 pagesCocina de camping para procesos de manufacturaJuan FranciscoPas encore d'évaluation
- Diapositivas - 1bim - Ecología - y - Medio Ambiente - Amb713 - GR1 PDFDocument45 pagesDiapositivas - 1bim - Ecología - y - Medio Ambiente - Amb713 - GR1 PDFMariela Belén100% (1)
- Motor Fuera de BordaDocument19 pagesMotor Fuera de BordaJuan FranciscoPas encore d'évaluation
- InformeDocument3 pagesInformeJuan FranciscoPas encore d'évaluation
- Solucion Prueba 1 2B Control 2018A HZDocument5 pagesSolucion Prueba 1 2B Control 2018A HZJuan FranciscoPas encore d'évaluation
- Tarea 4 ProcesosDocument4 pagesTarea 4 ProcesosJuan FranciscoPas encore d'évaluation
- Formato Plan de Trabajo de Titulacion y Tesis - F - Aa - 225Document2 pagesFormato Plan de Trabajo de Titulacion y Tesis - F - Aa - 225Juan FranciscoPas encore d'évaluation
- Deber 3 ProcesosDocument4 pagesDeber 3 ProcesosJuan FranciscoPas encore d'évaluation
- EJERCICIO de PLC Llenado de BotellasDocument1 pageEJERCICIO de PLC Llenado de BotellasJuan FranciscoPas encore d'évaluation
- Cálculo de Las InversionesDocument5 pagesCálculo de Las InversionesJuan FranciscoPas encore d'évaluation
- Para El SistemaDocument3 pagesPara El SistemaJuan FranciscoPas encore d'évaluation
- Aulas - Examen de Fin de Carrera - 04-Septiembre-2018Document2 pagesAulas - Examen de Fin de Carrera - 04-Septiembre-2018Juan FranciscoPas encore d'évaluation
- Aulas - Examen de Fin de Carrera - 04-Septiembre-2018Document2 pagesAulas - Examen de Fin de Carrera - 04-Septiembre-2018Juan FranciscoPas encore d'évaluation
- Practica LGR 2018ADocument7 pagesPractica LGR 2018AJuan FranciscoPas encore d'évaluation
- Practica LGR 2018ADocument7 pagesPractica LGR 2018AJuan FranciscoPas encore d'évaluation
- Deber TermoDocument3 pagesDeber TermoJuan FranciscoPas encore d'évaluation
- PlanoDocument1 pagePlanoJuan FranciscoPas encore d'évaluation
- Diagrama de BodeDocument2 pagesDiagrama de BodeJuan FranciscoPas encore d'évaluation
- Gr4 p4 Gordon CamposDocument10 pagesGr4 p4 Gordon CamposJuan FranciscoPas encore d'évaluation
- Diseño de Una Roladora (Tesis)Document174 pagesDiseño de Una Roladora (Tesis)Fernando Condori67% (6)
- DeberDocument3 pagesDeberJuan FranciscoPas encore d'évaluation
- Para El SistemaDocument3 pagesPara El SistemaJuan FranciscoPas encore d'évaluation
- Gr4 p4 Gordon CamposDocument10 pagesGr4 p4 Gordon CamposJuan FranciscoPas encore d'évaluation
- Selección de Materiales 2010Document132 pagesSelección de Materiales 2010Juan FranciscoPas encore d'évaluation
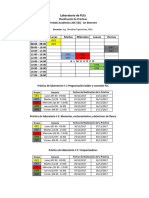
- Planificación 1er BimestreDocument1 pagePlanificación 1er BimestreJuan FranciscoPas encore d'évaluation
- Deber 2 EndDocument3 pagesDeber 2 EndJuan FranciscoPas encore d'évaluation
- Desgaste y FriccionDocument51 pagesDesgaste y FriccionJuan Francisco100% (1)
- Resistividad materiales laboratorio electromagnetismoDocument13 pagesResistividad materiales laboratorio electromagnetismoAlejandraFlorezPas encore d'évaluation
- La Importancia de La Metalurgia en El Diseño Orientado A La Ingeniería MecánicaDocument2 pagesLa Importancia de La Metalurgia en El Diseño Orientado A La Ingeniería MecánicaBayron Josue MaldonadoPas encore d'évaluation
- Optimizacion Del Tiempo de Molienda - Tesis...Document111 pagesOptimizacion Del Tiempo de Molienda - Tesis...LuisCaceresPas encore d'évaluation
- Aguas para CalderosDocument42 pagesAguas para CalderosSJavier BCapaPas encore d'évaluation
- Rem AchesDocument13 pagesRem AchesDiego MendozaPas encore d'évaluation
- Taller 10Document10 pagesTaller 10Giovanni MorenoPas encore d'évaluation
- Monografía de Estudio: Minería Del Carbón en Boyacá Y Sus Impactos AmbientalesDocument71 pagesMonografía de Estudio: Minería Del Carbón en Boyacá Y Sus Impactos AmbientalesARMANDO AMAROPas encore d'évaluation
- Propiedades Mecanicas de Los MaterialesDocument7 pagesPropiedades Mecanicas de Los MaterialesVictor Quispe FloresPas encore d'évaluation
- Practica 6 - InorganicaDocument6 pagesPractica 6 - Inorganicabetsy cadena tenorioPas encore d'évaluation
- Resistores electrónicos: tipos, características y aplicacionesDocument44 pagesResistores electrónicos: tipos, características y aplicacionesClaudia Mendoza AcostaPas encore d'évaluation
- Tema 6. Enlace Metálico (Teoría)Document25 pagesTema 6. Enlace Metálico (Teoría)Pablo Merino DeniaPas encore d'évaluation
- Química Estructura de La MateriaDocument19 pagesQuímica Estructura de La MateriaIvan Oliver SanchezPas encore d'évaluation
- Cojinetes de Fricción.Document47 pagesCojinetes de Fricción.José Martin Yucra RojasPas encore d'évaluation
- Atomizacion de AguaDocument6 pagesAtomizacion de AguaPeMar León ChangPas encore d'évaluation
- Recubrimientos no metálicos: pinturas y plásticosDocument73 pagesRecubrimientos no metálicos: pinturas y plásticosfernando50% (4)
- Ensayo Dureza BrinellDocument22 pagesEnsayo Dureza Brinelljean lozanoPas encore d'évaluation
- Medicina Del Trabajo Vii Metales PesadosDocument16 pagesMedicina Del Trabajo Vii Metales PesadosGabriel AlexisPas encore d'évaluation
- OxidosDocument3 pagesOxidosJoseph Junior Jahuira TaparaPas encore d'évaluation
- Astm G31Document10 pagesAstm G31Ambar Gomez Mellado100% (1)
- Master Automocion - TEMA 3 p3 - 2019 - 20Document67 pagesMaster Automocion - TEMA 3 p3 - 2019 - 20pepita737476456556Pas encore d'évaluation
- Conductores eléctricos y sus aplicacionesDocument34 pagesConductores eléctricos y sus aplicacionesJesús PacherrezPas encore d'évaluation
- Norma 27Document12 pagesNorma 27MaPas encore d'évaluation
- Catalogo Tecnico Alumet 2011Document8 pagesCatalogo Tecnico Alumet 2011Carlos Ernesto MenchonPas encore d'évaluation
- Cuadernillo QuimicaDocument15 pagesCuadernillo Quimicapaz hernandez0% (1)
- Grapa de HieloDocument14 pagesGrapa de Hieloadrian chavPas encore d'évaluation
- Marco Teorico Enlace QuimicoDocument10 pagesMarco Teorico Enlace QuimicoRosa Flor Huaroc ArhuisPas encore d'évaluation
- Acabados en PuertasDocument98 pagesAcabados en PuertasLUIS HERNANPas encore d'évaluation
- Clase 1 - Yacimiento Minerales de Rendimiento Economico - IntroduccionDocument67 pagesClase 1 - Yacimiento Minerales de Rendimiento Economico - IntroduccionKatherin Beatriz Diaz CernaPas encore d'évaluation
- Unidad 7 - ApunteDocument38 pagesUnidad 7 - ApunteromiziniPas encore d'évaluation
- Reporte de Practica de SoldaduraDocument11 pagesReporte de Practica de Soldadurakevin torres vazquezPas encore d'évaluation