Vous aimerez peut-être aussi
- 005-012 Fuel Injection Pumps, In-Line: InstallDocument14 pages005-012 Fuel Injection Pumps, In-Line: InstallMuhammad Ishfaq100% (3)
- Mastercam Book 5 Axis Bai 1Document31 pagesMastercam Book 5 Axis Bai 1tuanvn76100% (3)
- Duct FittingsDocument31 pagesDuct FittingsSam Jose100% (7)
- NDT Application FormDocument4 pagesNDT Application FormAhmed Shaban KotbPas encore d'évaluation
- Revit Structure Metric Tutorials PDFDocument560 pagesRevit Structure Metric Tutorials PDFericfg87% (31)
- Magnetic Particle Testing ProcedureDocument7 pagesMagnetic Particle Testing Procedurebhavin178Pas encore d'évaluation
- Structure Calculation Sheet For SiloDocument174 pagesStructure Calculation Sheet For Silojohn12345Pas encore d'évaluation
- PA Probe Catalog en 201308Document24 pagesPA Probe Catalog en 201308Alvaro Alexis Mendoza PradaPas encore d'évaluation
- Spec Sheet - Handler 187Document4 pagesSpec Sheet - Handler 187Hobart Welding ProductsPas encore d'évaluation
- LS - prt.TUB.073 Residual Magnetic Inspection MethodDocument6 pagesLS - prt.TUB.073 Residual Magnetic Inspection MethodAlphonse YACKAMAMBO DIBACKAPas encore d'évaluation
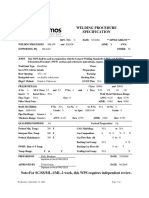
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationWaranya Musika100% (1)
- 7100 XXXX HDPEDocument2 pages7100 XXXX HDPEIgor IvanovskiPas encore d'évaluation
- Comparison ASTM A 3388 & ISO 11496Document1 pageComparison ASTM A 3388 & ISO 11496Rahul MoottolikandyPas encore d'évaluation
- Law As A Command of SovereignDocument12 pagesLaw As A Command of SovereignAdv BL Dewasi100% (2)
- PREQUALIFIED WELDING PROCEDURE SPECIFICATION (WPSDocument2 pagesPREQUALIFIED WELDING PROCEDURE SPECIFICATION (WPSNuril VS theWorldPas encore d'évaluation
- Demo SUMDocument27 pagesDemo SUMRudolph RednosePas encore d'évaluation
- PreviewpdfDocument50 pagesPreviewpdfMarcosGouvea100% (1)
- Circ-it configured Environmental SpecificationsDocument2 pagesCirc-it configured Environmental SpecificationsMarcos Kaian Moraes RodriguesPas encore d'évaluation
- Phasec2d Data SheetDocument2 pagesPhasec2d Data SheetMaria DazaPas encore d'évaluation
- Ultrasonic Thickness GaugeDocument5 pagesUltrasonic Thickness GaugecarlosPas encore d'évaluation
- NDT RT RepairDocument1 pageNDT RT RepairpraveentienPas encore d'évaluation
- E428Document6 pagesE428valentinPas encore d'évaluation
- BS en 12583 - 2014 - Gas Infrastructure. Compressor Stations. Functional Requirements.Document56 pagesBS en 12583 - 2014 - Gas Infrastructure. Compressor Stations. Functional Requirements.SDP02Pas encore d'évaluation
- High Temperature Ultrasonic ScanningDocument7 pagesHigh Temperature Ultrasonic ScanningscribdmustaphaPas encore d'évaluation
- PMI Procedure PDFDocument10 pagesPMI Procedure PDFMohammed Abdul Majid IrfanPas encore d'évaluation
- Document E202 - 2008: Building Information Modeling Protocol ExhibitDocument9 pagesDocument E202 - 2008: Building Information Modeling Protocol ExhibitAndres Cedeno TutivenPas encore d'évaluation
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- Sicc-Rt-01 Asme Rev 01Document29 pagesSicc-Rt-01 Asme Rev 01Enrique Campos Cannavaro100% (1)
- Minicoder: Speed and Position Sensor With Amplitude Control OptionDocument12 pagesMinicoder: Speed and Position Sensor With Amplitude Control OptionAlex CarmonaPas encore d'évaluation
- RLC AH QP 91 3001 Inspection Test Plan For Plumbing Works 1 PDFDocument6 pagesRLC AH QP 91 3001 Inspection Test Plan For Plumbing Works 1 PDFQii BagerPas encore d'évaluation
- Lecture 18-UTDocument50 pagesLecture 18-UTsamrn850% (2)
- Austenitic Weld Inspection Solution OverviewDocument17 pagesAustenitic Weld Inspection Solution OverviewRupam BaruahPas encore d'évaluation
- Pt. Astar Testing & InspectionDocument2 pagesPt. Astar Testing & InspectionSASIPas encore d'évaluation
- Calculation Sheet 설계 계산서: Opening Area & Pressure Drop CalculationDocument1 pageCalculation Sheet 설계 계산서: Opening Area & Pressure Drop CalculationQii BagerPas encore d'évaluation
- Ultrasonic Inspection Report: Item Specification Inspection SubjectDocument6 pagesUltrasonic Inspection Report: Item Specification Inspection Subjectehsan.mPas encore d'évaluation
- Phased Array Probes Application MatrixDocument1 pagePhased Array Probes Application MatrixFethi BELOUISPas encore d'évaluation
- WPS for FCAW Welding of SteelDocument2 pagesWPS for FCAW Welding of SteelHamid MansouriPas encore d'évaluation
- Specific Examination RIDocument1 pageSpecific Examination RIIksan Adityo MulyoPas encore d'évaluation
- Dmta 20017 01en Rev e Hydroform UserDocument88 pagesDmta 20017 01en Rev e Hydroform UserGhaithPas encore d'évaluation
- AsuuuuuuuuuuuuDocument22 pagesAsuuuuuuuuuuuuyusuf akbar100% (1)
- Ultrasonic Report: Probe Details and Position (Fig 1)Document2 pagesUltrasonic Report: Probe Details and Position (Fig 1)BALA GANESH100% (1)
- Fir-001 - 10 03 18Document1 pageFir-001 - 10 03 18Kartik SolankiPas encore d'évaluation
- TOFD: Time-of-Flight Diffraction Technique for Defect Detection and SizingDocument22 pagesTOFD: Time-of-Flight Diffraction Technique for Defect Detection and SizingchungndtPas encore d'évaluation
- Examination Procedures For Ultrasonic Thickness MeasurementDocument13 pagesExamination Procedures For Ultrasonic Thickness MeasurementOsilonya HenryPas encore d'évaluation
- Acs 03 UsfdDocument7 pagesAcs 03 UsfdPRAVIN DASSPas encore d'évaluation
- 08 Omniscan ConventionsDocument11 pages08 Omniscan ConventionsLương Hồ VũPas encore d'évaluation
- Process Specification For Ultrasonic Inspection of Welds PDFDocument14 pagesProcess Specification For Ultrasonic Inspection of Welds PDFFernandoi100% (1)
- Astm E797Document7 pagesAstm E797Jimmy MárquezPas encore d'évaluation
- Procedure For Ferrit TestingDocument11 pagesProcedure For Ferrit TestingKarrar TalibPas encore d'évaluation
- Painting Report - C1742 & 43 PDFDocument1 pagePainting Report - C1742 & 43 PDFRyan Flores100% (1)
- SSIS Visual Examination Report FormatDocument1 pageSSIS Visual Examination Report FormatSalman KhanPas encore d'évaluation
- WPS Ernicu 7 R1 3 6 PDFDocument4 pagesWPS Ernicu 7 R1 3 6 PDFandresPas encore d'évaluation
- PMI Ferrite Measurement ProcedureDocument7 pagesPMI Ferrite Measurement ProcedureAbd Rahman AliasPas encore d'évaluation
- DMTA 20006 01EN - Rev - B COBRA - Scanner Users - Manual PDFDocument80 pagesDMTA 20006 01EN - Rev - B COBRA - Scanner Users - Manual PDFDanny Milton Silva VasquezPas encore d'évaluation
- Ut 4 PDFDocument42 pagesUt 4 PDFtusharPas encore d'évaluation
- Patels Radiography Services RT ReportDocument1 pagePatels Radiography Services RT ReportRavi patelPas encore d'évaluation
- Nabakem Non-Destructive Testing NDTDocument5 pagesNabakem Non-Destructive Testing NDTsutrisno0050% (2)
- BPVC Ix Qw-484aDocument1 pageBPVC Ix Qw-484aTC Capulcu Mustafa MPas encore d'évaluation
- 096 SelDocument3 pages096 SelPiyush SrivastavaPas encore d'évaluation
- Eddy Current Standard Depth and F90 Calculator: FrequencyDocument3 pagesEddy Current Standard Depth and F90 Calculator: Frequencyemre sahinPas encore d'évaluation
- Ultrasonic Testing Variables GuideDocument21 pagesUltrasonic Testing Variables GuidepktienPas encore d'évaluation
- LPT Spe QB 2Document6 pagesLPT Spe QB 2Aruchamy SelvakumarPas encore d'évaluation
- Beamtool Scan Plan Inspection Layout: 50Mm 289Mm 223Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/ΜsDocument3 pagesBeamtool Scan Plan Inspection Layout: 50Mm 289Mm 223Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/Μsநந்த குமார் சம்பத் நாகராஜன்Pas encore d'évaluation
- Linearity of Equipment GainDocument4 pagesLinearity of Equipment GainReezman MalkePas encore d'évaluation
- Ut Mfd350bDocument3 pagesUt Mfd350bEmily BrockPas encore d'évaluation
- Ultrasonic Testing ReportDocument28 pagesUltrasonic Testing Reporteldobie3Pas encore d'évaluation
- Inspection Report Bifab Ut On Duplex Stainless Steel Piping PDFDocument11 pagesInspection Report Bifab Ut On Duplex Stainless Steel Piping PDFquiron2014Pas encore d'évaluation
- WIKA Calibration Certificate for Process CalibratorDocument3 pagesWIKA Calibration Certificate for Process CalibratorBalaji BobadePas encore d'évaluation
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- Elding Rocedure Pecification: 7200-HDPE Butt WeldDocument2 pagesElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifPas encore d'évaluation
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationFrancisco HoyosPas encore d'évaluation
- Harga Satuan AlatDocument4 pagesHarga Satuan AlatQii BagerPas encore d'évaluation
- Summary Additional Work PDFDocument1 pageSummary Additional Work PDFQii BagerPas encore d'évaluation
- 11 Squer enDocument1 page11 Squer enQii BagerPas encore d'évaluation
- 000 Itp-Itr List - r11Document3 pages000 Itp-Itr List - r11Qii BagerPas encore d'évaluation
- Quality 10 Mandatory ComplianceDocument1 pageQuality 10 Mandatory ComplianceQii BagerPas encore d'évaluation
- Testing Sewer LineDocument21 pagesTesting Sewer LinehantuutmPas encore d'évaluation
- Ksl1l-Yyb-g-05-089 Itp For Building Rev - BDocument22 pagesKsl1l-Yyb-g-05-089 Itp For Building Rev - BQii BagerPas encore d'évaluation
- Armaflex SheeDocument2 pagesArmaflex SheeQii BagerPas encore d'évaluation
- Steel ExamplesDocument3 pagesSteel Examplesrasiq7Pas encore d'évaluation
- 350 071ramDocument1 page350 071ramQii BagerPas encore d'évaluation
- 3 SP3D DisenoDocument11 pages3 SP3D DisenoShanmugaraj RamaiahPas encore d'évaluation
- 3 PSL Guidelines VerificationTestingDocument5 pages3 PSL Guidelines VerificationTestingQii BagerPas encore d'évaluation
- Decision Tree Classifier On Private DataDocument8 pagesDecision Tree Classifier On Private DataBianca RodriguesPas encore d'évaluation
- Sap - HR Standard Operating Procedure: Facility To Reset Password of ESSDocument6 pagesSap - HR Standard Operating Procedure: Facility To Reset Password of ESSPriyadharshanPas encore d'évaluation
- Sdo385 50hz Doosan GeneratorDocument4 pagesSdo385 50hz Doosan GeneratorsunshinemachineryPas encore d'évaluation
- Legal Opinion WritingDocument53 pagesLegal Opinion WritingBenedict AnicetPas encore d'évaluation
- Bachelor of Science in Tourism Management: Iloilo City Community College Ge 1. Understanding The SelfDocument4 pagesBachelor of Science in Tourism Management: Iloilo City Community College Ge 1. Understanding The SelfPaula Danielle HachuelaPas encore d'évaluation
- The Electric Field Due To A Continuous Charge Distribution (Worked Examples)Document13 pagesThe Electric Field Due To A Continuous Charge Distribution (Worked Examples)Elias BojagoPas encore d'évaluation
- Hypac C 766 C 778Document4 pagesHypac C 766 C 778Dave100% (1)
- Essential Guide VLSI Aspirants FAQ Physical DesignDocument3 pagesEssential Guide VLSI Aspirants FAQ Physical DesignRohith RajPas encore d'évaluation
- Installation Procedure for Castwel Supercast-II CastableDocument3 pagesInstallation Procedure for Castwel Supercast-II CastableRAJKUMARPas encore d'évaluation
- Features Description: LT3598 6-String 30ma LED Driver With 1.5% Current MatchingDocument24 pagesFeatures Description: LT3598 6-String 30ma LED Driver With 1.5% Current MatchingMick Thomson RcPas encore d'évaluation
- Understand Shell and Rib Feature - Creo Elements ProDocument8 pagesUnderstand Shell and Rib Feature - Creo Elements ProWaqas AhmadPas encore d'évaluation
- Transmission Line Surge Impedance Loading ExplainedDocument3 pagesTransmission Line Surge Impedance Loading ExplainedviksoniPas encore d'évaluation
- Cahyadi J Malia Tugas MID TPODocument9 pagesCahyadi J Malia Tugas MID TPOCahyadi J MaliaPas encore d'évaluation
- TDS VH202 Steel Spore Discs B - Atrophaeus Cell Line 9372 SDN 06 Rev. 1.0Document3 pagesTDS VH202 Steel Spore Discs B - Atrophaeus Cell Line 9372 SDN 06 Rev. 1.0Muhammad FirdausPas encore d'évaluation
- Anagrams in Enhancing The Learner's Vocabolary in Filipino Language Using WordwallDocument19 pagesAnagrams in Enhancing The Learner's Vocabolary in Filipino Language Using WordwallJARYL PILLAZARPas encore d'évaluation
- Vision and Mission Analysis ChapterDocument15 pagesVision and Mission Analysis Chapterzaza bazazaPas encore d'évaluation
- What Happens To Load at YieldingDocument14 pagesWhat Happens To Load at YieldingWaqas Anjum100% (2)
- 5 & 6 Risk AssessmentDocument23 pages5 & 6 Risk AssessmentAzam HasanPas encore d'évaluation
- METRO Otherscape PlaytestDocument101 pagesMETRO Otherscape PlaytestthomasPas encore d'évaluation
- Event Rulebook Authorsgate 3.0 IEEE SB KUETDocument9 pagesEvent Rulebook Authorsgate 3.0 IEEE SB KUETKUET²⁰²¹Pas encore d'évaluation
- Book 3 - Revised 2017-2Document41 pagesBook 3 - Revised 2017-2sales zfPas encore d'évaluation
- SNS Bank XS0382843802Document7 pagesSNS Bank XS0382843802Southey CapitalPas encore d'évaluation
- BrainSpace - January 2024 CADocument46 pagesBrainSpace - January 2024 CARafal ZawadkaPas encore d'évaluation
- 9608/21/M/J/15 © Ucles 2015Document57 pages9608/21/M/J/15 © Ucles 2015Asilbek AshurovPas encore d'évaluation