Vous aimerez peut-être aussi
- Rediseño de la distribución de planta textil Marodi para mejorar la eficiencia productivaDocument10 pagesRediseño de la distribución de planta textil Marodi para mejorar la eficiencia productivaJose Luis Guerra PomaPas encore d'évaluation
- ING. MPLANTAS CorregidoDocument47 pagesING. MPLANTAS CorregidoChristopher Huerta FernandezPas encore d'évaluation
- Tarea Academica 3 - Grupo1Document9 pagesTarea Academica 3 - Grupo1Javier Yamunaque GuerreroPas encore d'évaluation
- 4.1 Trabajo Distribucion de PlantaDocument11 pages4.1 Trabajo Distribucion de PlantaClaudia Lorena Canul MayoPas encore d'évaluation
- Optimizar distribución planta conteinersDocument23 pagesOptimizar distribución planta conteinersEric CesiasPas encore d'évaluation
- Mejoramiento de La Distribución de Planta en Inorca Ltda Samir-Poche-TarzanDocument18 pagesMejoramiento de La Distribución de Planta en Inorca Ltda Samir-Poche-Tarzanmiguel angel carabali gomezPas encore d'évaluation
- Distribución de planta en empresa de estructuras metálicas para mejorar eficienciaDocument7 pagesDistribución de planta en empresa de estructuras metálicas para mejorar eficienciaTooNyy CuadRaazzPas encore d'évaluation
- Trabajo Proyecto Practica Aplicada Cuarta EntregaDocument25 pagesTrabajo Proyecto Practica Aplicada Cuarta EntregaElmono YoPas encore d'évaluation
- Distribucion de Planta-Informe FinalDocument8 pagesDistribucion de Planta-Informe FinalGutierrez SJeysonPas encore d'évaluation
- Trabajo Distribucion en Planta IsoplasticosDocument13 pagesTrabajo Distribucion en Planta IsoplasticosSAMUEL EDUARDO GUTIERREZ HERNANDEZPas encore d'évaluation
- DISTRIBUCIÓN DE PLANTA: TIPOS Y VENTAJASDocument6 pagesDISTRIBUCIÓN DE PLANTA: TIPOS Y VENTAJASAldahir Bautista SenaPas encore d'évaluation
- Grupo 2Document42 pagesGrupo 2tatimayiPas encore d'évaluation
- Problemas de Ubicación y Localización de PlantasDocument14 pagesProblemas de Ubicación y Localización de PlantasJenyfferAlzateDRemolinaPas encore d'évaluation
- Estudio de Tiempos ExamenDocument40 pagesEstudio de Tiempos ExamenDayana GomezPas encore d'évaluation
- Examen Segundo Diseño de PlantasDocument12 pagesExamen Segundo Diseño de PlantasEduardo EchavarriaPas encore d'évaluation
- Mejora distribución planta KayrosDocument21 pagesMejora distribución planta KayrosFREDY ALEXANDER HERMOSO SILVAPas encore d'évaluation
- Optimización de Los Procesos de Producción de CalzadoDocument9 pagesOptimización de Los Procesos de Producción de CalzadoEfren David Luisa EfrenPas encore d'évaluation
- TIF Métodos2 Arreglado FinalDocument10 pagesTIF Métodos2 Arreglado FinalbryanPas encore d'évaluation
- 3 Masomenosdiseodeplantas-220824031517-867f9d3cDocument138 pages3 Masomenosdiseodeplantas-220824031517-867f9d3cFernando GutierrezPas encore d'évaluation
- Estudio Del Diseño Distribución y Rediseño de La Empresa San Miguel Industrias PetDocument19 pagesEstudio Del Diseño Distribución y Rediseño de La Empresa San Miguel Industrias PetJeremy DiazPas encore d'évaluation
- Distribucion de PlantaDocument22 pagesDistribucion de PlantaMARIA PEREZPas encore d'évaluation
- Gestion M2Document17 pagesGestion M2Patricia Solano MamaniPas encore d'évaluation
- Optimización equipos planta gravas arenasDocument20 pagesOptimización equipos planta gravas arenasRAMPas encore d'évaluation
- Tarea 3 - Identificar La Distribución en PlantaDocument9 pagesTarea 3 - Identificar La Distribución en PlantaYu AyakawaPas encore d'évaluation
- Diseño y Construcción de Plantas Tarea 1Document9 pagesDiseño y Construcción de Plantas Tarea 1jasson ortega brionesPas encore d'évaluation
- Diseño de PlantaDocument14 pagesDiseño de PlantaCESAR ALFREDO GUERRERO FACUNDOPas encore d'évaluation
- Segunda Entrega TC Distribucion de PlantaDocument2 pagesSegunda Entrega TC Distribucion de PlantaPAULINN RIAÑOPas encore d'évaluation
- Sarita Cachay Jiménez - Distribucion en PlantaDocument6 pagesSarita Cachay Jiménez - Distribucion en PlantaAngie SuarezPas encore d'évaluation
- Proyecto TextimaxDocument49 pagesProyecto TextimaxRudy franPas encore d'évaluation
- Ejemplo 1 Curso SeminariosDocument14 pagesEjemplo 1 Curso Seminarioslucia ArdonPas encore d'évaluation
- Licor de NaranjaDocument45 pagesLicor de NaranjaEdith Yovana Condor CajahuancaPas encore d'évaluation
- Optimización de la distribución y manejo de materiales en la elaboración de pan francésDocument141 pagesOptimización de la distribución y manejo de materiales en la elaboración de pan francésjlgonzalesfPas encore d'évaluation
- Residencias Mas CompletoDocument42 pagesResidencias Mas CompletoMiguel Angel Chaparro HernandezPas encore d'évaluation
- Propuesta de Estandarización de Metodos y TiemposDocument33 pagesPropuesta de Estandarización de Metodos y TiemposNando GuerreroPas encore d'évaluation
- Grupo#6 - Tiposde Distribucion de PlantaDocument15 pagesGrupo#6 - Tiposde Distribucion de PlantaPaola MaradiagaPas encore d'évaluation
- Diseño planta producción bebida hidratante lactosueroDocument19 pagesDiseño planta producción bebida hidratante lactosueroWENDY CAROLINA MACHACA QUISPEPas encore d'évaluation
- Proyecto Final KADIS E.U, Grupo 6Document13 pagesProyecto Final KADIS E.U, Grupo 6jwdiePas encore d'évaluation
- DPP - Grupo No. 115 (Fase.3)Document12 pagesDPP - Grupo No. 115 (Fase.3)Arnulfo Pinilla BeltranPas encore d'évaluation
- Generalidades de La Distribucion en PlantaDocument5 pagesGeneralidades de La Distribucion en PlantaAndres Felipe Ramos ArenasPas encore d'évaluation
- Flores Richard Trabajo de Investigacion 2014Document78 pagesFlores Richard Trabajo de Investigacion 2014emanuelPas encore d'évaluation
- Avance de Distribuciónde Planta en ÁreasDocument32 pagesAvance de Distribuciónde Planta en ÁreasMayra Navarro AlegriaPas encore d'évaluation
- Informe - Diseño de PlantasDocument10 pagesInforme - Diseño de PlantasEsli SoriaPas encore d'évaluation
- VSM-PromadersolDocument11 pagesVSM-PromadersolAngel GrajedaPas encore d'évaluation
- Monografía Sobre Planta Mondelez Peru Ingenieria 2019Document23 pagesMonografía Sobre Planta Mondelez Peru Ingenieria 2019Celeste Lizeth Ventura CárdenasPas encore d'évaluation
- Informe CompletoDocument19 pagesInforme CompletoAlejandro Pinto RuitónPas encore d'évaluation
- DmithDocument55 pagesDmithYURIPas encore d'évaluation
- Ejemplo 1 Curso SeminariosDocument13 pagesEjemplo 1 Curso SeminariosKlever Lopez100% (1)
- Parcial 2 LayoutDocument37 pagesParcial 2 LayoutAdonis Cabrera100% (1)
- Formato Tesis Unidad 2Document42 pagesFormato Tesis Unidad 2Cris AlvaradoPas encore d'évaluation
- Distribución de La Planta Piloto de Cárnicos Yorda y NelsiDocument26 pagesDistribución de La Planta Piloto de Cárnicos Yorda y NelsiGian Guzman ToledoPas encore d'évaluation
- Proyecto Taller de Investigacion ActualDocument14 pagesProyecto Taller de Investigacion ActualÁngeles OrtizPas encore d'évaluation
- Primera Entrega Distribución en PlantasDocument8 pagesPrimera Entrega Distribución en PlantasCarlos MottaPas encore d'évaluation
- Administración Del Proceso de Fabricación de Una Desgranadora de MaízDocument33 pagesAdministración Del Proceso de Fabricación de Una Desgranadora de Maízangel adrian galarza veraPas encore d'évaluation
- Abp Diseño y Distribucion en PlantaDocument21 pagesAbp Diseño y Distribucion en PlantaLuis Felipe Murillo SinningPas encore d'évaluation
- Abp de Diseño Distribucion de Planta-1Document18 pagesAbp de Diseño Distribucion de Planta-1Reinaldö Beltrán JinettPas encore d'évaluation
- Mantenimiento Taladro de PisoDocument18 pagesMantenimiento Taladro de PisoJose Luis HernandezPas encore d'évaluation
- ContentServer (1) - ConfecDocument7 pagesContentServer (1) - ConfecAndrea D'EliaPas encore d'évaluation
- Mejora de métodos y tiempos de fabricaciónD'EverandMejora de métodos y tiempos de fabricaciónÉvaluation : 5 sur 5 étoiles5/5 (2)
- UF1125 - Técnicas de programación en fabricación mecánicaD'EverandUF1125 - Técnicas de programación en fabricación mecánicaPas encore d'évaluation
- Semana 29 Sesion 4Document1 pageSemana 29 Sesion 4Alonso Jose Quispilaya RodasPas encore d'évaluation
- Aprendemos A Multiplicar Por Cuatro Sme 1Document4 pagesAprendemos A Multiplicar Por Cuatro Sme 1Alonso Jose Quispilaya RodasPas encore d'évaluation
- Geografia 6 Viernes 22 de Octubre Del 2021Document3 pagesGeografia 6 Viernes 22 de Octubre Del 2021Alonso Jose Quispilaya RodasPas encore d'évaluation
- Palabras agudas en poema de 13 palabrasDocument2 pagesPalabras agudas en poema de 13 palabrasAlonso Jose Quispilaya RodasPas encore d'évaluation
- La Lirica en España. 22. 09. 21Document9 pagesLa Lirica en España. 22. 09. 21Alonso Jose Quispilaya RodasPas encore d'évaluation
- Personal Social Ficha N°1 NoviembreDocument2 pagesPersonal Social Ficha N°1 NoviembreAlonso Jose Quispilaya RodasPas encore d'évaluation
- Ficha de Personal Social 22-09Document1 pageFicha de Personal Social 22-09Alonso Jose Quispilaya RodasPas encore d'évaluation
- PERCENTIL ORTOGRAFICO N 37 y 38Document1 pagePERCENTIL ORTOGRAFICO N 37 y 38Alonso Jose Quispilaya RodasPas encore d'évaluation
- 1rop Clase (1) 22-10Document2 pages1rop Clase (1) 22-10Alonso Jose Quispilaya RodasPas encore d'évaluation
- FICHAS #1 DE NOVIEMBRE LÓGICO MATEMÁTICOooDocument6 pagesFICHAS #1 DE NOVIEMBRE LÓGICO MATEMÁTICOooAlonso Jose Quispilaya RodasPas encore d'évaluation
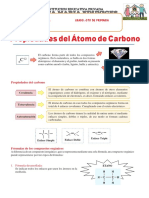
- Propiedades Del Átomo de Carbono para Sexto de PrimariaDocument2 pagesPropiedades Del Átomo de Carbono para Sexto de PrimariaAlonso Jose Quispilaya Rodas100% (2)
- Ciencia y Ambiente Ficha N°1 NoviembreDocument2 pagesCiencia y Ambiente Ficha N°1 NoviembreAlonso Jose Quispilaya RodasPas encore d'évaluation
- 1ero Sesión de Tantp Por Ciento 19-10Document6 pages1ero Sesión de Tantp Por Ciento 19-10Alonso Jose Quispilaya RodasPas encore d'évaluation
- Ex Men 1ro 12-11Document1 pageEx Men 1ro 12-11Alonso Jose Quispilaya RodasPas encore d'évaluation
- FICHAS #1 DE NOVIEMBRE LÓGICO MATEMÁTICOooDocument6 pagesFICHAS #1 DE NOVIEMBRE LÓGICO MATEMÁTICOooAlonso Jose Quispilaya RodasPas encore d'évaluation
- S 1 Iv B Oct Gobierno Colonial I 2 AñoDocument13 pagesS 1 Iv B Oct Gobierno Colonial I 2 AñoAlonso Jose Quispilaya RodasPas encore d'évaluation
- Comunicacion Semana Nov 1Document6 pagesComunicacion Semana Nov 1ALONSO100% (1)
- Tejidos Cartilaginoso y Tejido AdiposoDocument4 pagesTejidos Cartilaginoso y Tejido AdiposoAlonso Jose Quispilaya RodasPas encore d'évaluation
- Examen Mensual - NoviembreDocument2 pagesExamen Mensual - NoviembreAlonso Jose Quispilaya RodasPas encore d'évaluation
- S 1 Iv B Oct Proceso Emocional 2 AñoDocument9 pagesS 1 Iv B Oct Proceso Emocional 2 AñoAlonso Jose Quispilaya RodasPas encore d'évaluation
- Criterios para Lograr La Coherencia. 19. 10. 21Document10 pagesCriterios para Lograr La Coherencia. 19. 10. 21Alonso Jose Quispilaya RodasPas encore d'évaluation
- Funciones Del Lenguaje. 19. 10. 21Document6 pagesFunciones Del Lenguaje. 19. 10. 21Alonso Jose Quispilaya RodasPas encore d'évaluation
- Razones Trigonométricas Ii PDFDocument26 pagesRazones Trigonométricas Ii PDFAlonso Jose Quispilaya RodasPas encore d'évaluation
- Osha CeeDocument35 pagesOsha CeeLuis De La CruzPas encore d'évaluation
- Porcentajes y descuentosDocument4 pagesPorcentajes y descuentosAlonso Jose Quispilaya RodasPas encore d'évaluation
- Implementacion de Un Sistema ErgonómicoDocument139 pagesImplementacion de Un Sistema ErgonómicoJoseph Espinoza MontesPas encore d'évaluation
- 81640856002Document11 pages81640856002mayiss_10298639Pas encore d'évaluation
- Razones Trigonométricas Ii PDFDocument26 pagesRazones Trigonométricas Ii PDFAlonso Jose Quispilaya RodasPas encore d'évaluation
- Razones Trigonométricas de Angulos Agudos IiDocument29 pagesRazones Trigonométricas de Angulos Agudos IiAlonso Jose Quispilaya RodasPas encore d'évaluation
- Estremadoyro PetramasDocument4 pagesEstremadoyro PetramasAlonso Jose Quispilaya RodasPas encore d'évaluation
- Cómo iniciar un microemprendimiento de forma exitosaDocument45 pagesCómo iniciar un microemprendimiento de forma exitosaVideos MarketingPas encore d'évaluation
- Ido Logistic Presentacion Ejecutiva2021Document43 pagesIdo Logistic Presentacion Ejecutiva2021CESAR MTZPas encore d'évaluation
- Ginneth Mas y Rubi - 20% Corteii - PlanificacionDocument23 pagesGinneth Mas y Rubi - 20% Corteii - Planificacionmarvin masyrubiPas encore d'évaluation
- Introduccion A La LogisticaDocument35 pagesIntroduccion A La LogisticaAna paula RamirezPas encore d'évaluation
- Fundamentos Del Turismo RESUMENDocument13 pagesFundamentos Del Turismo RESUMENdaviddaniela481Pas encore d'évaluation
- Investigación I - Avance Problema y Marco - Brissa, Camilo, Daria, Joshua, MartaduniaDocument17 pagesInvestigación I - Avance Problema y Marco - Brissa, Camilo, Daria, Joshua, MartaduniaDaria López LipováPas encore d'évaluation
- Planeación y organización de Colombina S.ADocument11 pagesPlaneación y organización de Colombina S.ADanna GómezPas encore d'évaluation
- Estrategias de Distribución - Plaza - en La Mezcla de MercadeoDocument9 pagesEstrategias de Distribución - Plaza - en La Mezcla de MercadeoMishell SocopPas encore d'évaluation
- Sistemas Push y Pull: Predecir Con La Suficiente Exactitud Sigue Siendo Muy DifícilDocument7 pagesSistemas Push y Pull: Predecir Con La Suficiente Exactitud Sigue Siendo Muy DifícilIng. Oscar Rojas HernandezPas encore d'évaluation
- Sistemas de información en ServientregaDocument16 pagesSistemas de información en ServientregaTorres Santi50% (2)
- Trabajo Colaborativo Caso ExitosoDocument22 pagesTrabajo Colaborativo Caso ExitosoClaudiaPas encore d'évaluation
- Evaluación Unidad 2: Análisis de resultadosDocument8 pagesEvaluación Unidad 2: Análisis de resultadosalejandra aguasaco muñozPas encore d'évaluation
- Producto Academico N.01 - Negocios Internacionales Grupo N.Document30 pagesProducto Academico N.01 - Negocios Internacionales Grupo N.ALBERTO LUCIO YUCRA LARICOPas encore d'évaluation
- Análisis SituacionalDocument5 pagesAnálisis SituacionalUrban GroupPas encore d'évaluation
- Trabajo Productos y ProduccionDocument15 pagesTrabajo Productos y ProduccionJESUS ALBERTO PACHERRES ZAVALAPas encore d'évaluation
- Avance Primera UnidadDocument14 pagesAvance Primera UnidadJOSEMARIA RAFAEL ARCE FALLAPas encore d'évaluation
- Trabajo de Grado Creacion de EmpresaDocument62 pagesTrabajo de Grado Creacion de EmpresaSindy Pamela CamposPas encore d'évaluation
- Unidad 2. Proceso de DiagnosticoDocument13 pagesUnidad 2. Proceso de DiagnosticoLaura Catalina Cuetia OrtizPas encore d'évaluation
- LBE MODELO Contrato Prestacion de ServiciosDocument4 pagesLBE MODELO Contrato Prestacion de ServiciosjuanPas encore d'évaluation
- Actividad 6 Evidencia 4Document3 pagesActividad 6 Evidencia 4ERVIN FERNEY SANCLEMENTE MONROYPas encore d'évaluation
- Presentacion Como Exportar Vino A MéxicoDocument29 pagesPresentacion Como Exportar Vino A MéxicoHugo MárkezPas encore d'évaluation
- Resumen Marketing KotlerDocument13 pagesResumen Marketing Kotlerluking97Pas encore d'évaluation
- Gestión Cadena SuministroDocument34 pagesGestión Cadena SuministroZDFSPas encore d'évaluation
- SHAMPOO SÓLIDO QUINUA GOLD 1 de AgostoDocument13 pagesSHAMPOO SÓLIDO QUINUA GOLD 1 de AgostoMaria Jose MartinezPas encore d'évaluation
- Marketing InternacionalDocument10 pagesMarketing InternacionalruthPas encore d'évaluation
- Colocación de PlantasDocument25 pagesColocación de Plantasjamrojas100% (1)
- FORO6Document5 pagesFORO6LINDA VANESSA CARRENO SUAREZPas encore d'évaluation
- Evaluacion Final - Escenario 8 - PRIMER BLOQUE-TEORICO-PRACTICO - VIRTUAL - INTRODUCCIÓN A LA LOGÍSTICA - (GRUPO A03)Document14 pagesEvaluacion Final - Escenario 8 - PRIMER BLOQUE-TEORICO-PRACTICO - VIRTUAL - INTRODUCCIÓN A LA LOGÍSTICA - (GRUPO A03)Geral Rivera100% (2)
- Actividad de Aprendizaje 5 Evidencia 6 Propuesta Plan Maestro y Estrategias de Distribución LogísticaDocument22 pagesActividad de Aprendizaje 5 Evidencia 6 Propuesta Plan Maestro y Estrategias de Distribución LogísticaAngelica De CastroPas encore d'évaluation
- Teoria Del AprendizajeDocument16 pagesTeoria Del AprendizajecathycaicedoPas encore d'évaluation