Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- AMS-2404-G - Electroless Nickel CoatingDocument9 pagesAMS-2404-G - Electroless Nickel CoatingaadmaadmPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Cross SectionDocument27 pagesCross SectionSetya Dhana Santika AjiPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Polymer Clay Art 281592533574 29Document306 pagesPolymer Clay Art 281592533574 29Ana Stanoevska100% (1)
- My Pte JourneyDocument8 pagesMy Pte Journeyahmed almhjani100% (1)
- Battery Thermal Management EbookDocument13 pagesBattery Thermal Management Ebooktarun100% (2)
- Astm F1554Document9 pagesAstm F1554CPA BTKPas encore d'évaluation
- Cong Thuc SonDocument23 pagesCong Thuc Sonvanhung68Pas encore d'évaluation
- Solution Manual Chap 8Document5 pagesSolution Manual Chap 8sshahar2Pas encore d'évaluation
- L11 EstEarthWk9811Document27 pagesL11 EstEarthWk9811jamilthalji100% (1)
- Formosa Ldpe Data SheetDocument5 pagesFormosa Ldpe Data SheetBasant AGarwalPas encore d'évaluation
- 4014 03Document7 pages4014 03Carlos Romero Muñoz100% (2)
- Distribution AssainmentDocument3 pagesDistribution Assainmentahmed almhjaniPas encore d'évaluation
- Assignment 1Document2 pagesAssignment 1ahmed almhjaniPas encore d'évaluation
- Report Writing AssiggnmentDocument1 pageReport Writing Assiggnmentahmed almhjaniPas encore d'évaluation
- NotesDocument4 pagesNotesLawrence MilfordPas encore d'évaluation
- Report Writing AssiggnmentDocument2 pagesReport Writing Assiggnmentahmed almhjaniPas encore d'évaluation
- Managerial Economics & Business Strategy: Managing in Competitive, Monopolistic, and Monopolistically Competitive MarketsDocument47 pagesManagerial Economics & Business Strategy: Managing in Competitive, Monopolistic, and Monopolistically Competitive MarketsKarina Mustika RiniPas encore d'évaluation
- Report Writing AssiggnmentDocument2 pagesReport Writing Assiggnmentahmed almhjaniPas encore d'évaluation
- Assignment 1Document3 pagesAssignment 1ahmed almhjaniPas encore d'évaluation
- Case Study Report Format GuidelineDocument2 pagesCase Study Report Format GuidelineMeAnn AlvarezPas encore d'évaluation
- Report Writing AssiggnmentDocument1 pageReport Writing Assiggnmentahmed almhjaniPas encore d'évaluation
- Written Assignment 1Document4 pagesWritten Assignment 1ahmed almhjaniPas encore d'évaluation
- Written Assignment 1Document4 pagesWritten Assignment 1ahmed almhjaniPas encore d'évaluation
- TCC33X Flat SlabsDocument52 pagesTCC33X Flat SlabsEnrike GarciaPas encore d'évaluation
- My Exam MemoriesDocument6 pagesMy Exam Memoriesahmed almhjaniPas encore d'évaluation
- Ebtm3103 800102035235 Project Management Semester May 2012Document19 pagesEbtm3103 800102035235 Project Management Semester May 2012ahmed almhjani83% (6)
- My Exam MemoriesDocument6 pagesMy Exam Memoriesahmed almhjaniPas encore d'évaluation
- Risk focused paper on project management topicsDocument4 pagesRisk focused paper on project management topicsahmed almhjaniPas encore d'évaluation
- Calculation Colomn: Design Column (2H)Document17 pagesCalculation Colomn: Design Column (2H)ahmed almhjaniPas encore d'évaluation
- New Doc 2018-06-03 02.27.02 - 20180603022707883Document2 pagesNew Doc 2018-06-03 02.27.02 - 20180603022707883ahmed almhjaniPas encore d'évaluation
- Calculation Colomn: Design Column (2H)Document17 pagesCalculation Colomn: Design Column (2H)ahmed almhjaniPas encore d'évaluation
- Identify Drainage Parcels and Stormwater Treatment FacilitiesDocument10 pagesIdentify Drainage Parcels and Stormwater Treatment FacilitieslhytePas encore d'évaluation
- Water Supply 5Document11 pagesWater Supply 5ahmed almhjaniPas encore d'évaluation
- Producing SLWC BlockDocument1 pageProducing SLWC Blockahmed almhjaniPas encore d'évaluation
- Swerage BQDocument3 pagesSwerage BQahmed almhjaniPas encore d'évaluation
- Identify Drainage Parcels and Stormwater Treatment FacilitiesDocument10 pagesIdentify Drainage Parcels and Stormwater Treatment FacilitieslhytePas encore d'évaluation
- Identify Drainage Parcels and Stormwater Treatment FacilitiesDocument10 pagesIdentify Drainage Parcels and Stormwater Treatment FacilitieslhytePas encore d'évaluation
- Effect of Exfoliation Temperature On Carbon Dioxide Capture of Graphene NanoplatesDocument6 pagesEffect of Exfoliation Temperature On Carbon Dioxide Capture of Graphene NanoplatesJulian De BedoutPas encore d'évaluation
- GO Series Filters for Clean Compressed AirDocument2 pagesGO Series Filters for Clean Compressed AirJunaid AhmedPas encore d'évaluation
- Caradco Window InstructionsDocument17 pagesCaradco Window InstructionsScott KramerPas encore d'évaluation
- Building SSR 2007 08Document239 pagesBuilding SSR 2007 08VenkataLakshmiKorrapatiPas encore d'évaluation
- Properties of Transition Metals 1 QPDocument16 pagesProperties of Transition Metals 1 QPNisha MohdPas encore d'évaluation
- Solventless Adhesive Solution For High Speed Lamination of Metalized FilmsDocument2 pagesSolventless Adhesive Solution For High Speed Lamination of Metalized FilmsAlfredo Ch. LinoPas encore d'évaluation
- June 2022 PaperDocument17 pagesJune 2022 PaperAthula Dias NagahawattePas encore d'évaluation
- Steel Slag Silo: EL (+) 0.000M FFLDocument4 pagesSteel Slag Silo: EL (+) 0.000M FFLElectrical ShahPas encore d'évaluation
- Cat CatalystDocument7 pagesCat Catalystkhaled fathyPas encore d'évaluation
- Feinguss in India - Sumangal CastingDocument2 pagesFeinguss in India - Sumangal Castingsumangal castingPas encore d'évaluation
- Reece S2 Instruction ManualDocument80 pagesReece S2 Instruction ManualJuan pablo ChavezPas encore d'évaluation
- Grating Weight DatasheetDocument14 pagesGrating Weight Datasheetkiller shaPas encore d'évaluation
- Ratio - 3: Mixtures and Alligation QA QuestionsDocument8 pagesRatio - 3: Mixtures and Alligation QA QuestionsAjeet Singh IMS JaipurPas encore d'évaluation
- Instruksi Penggunaan Webbing SlingDocument7 pagesInstruksi Penggunaan Webbing SlingRusdiana PertiwiPas encore d'évaluation
- LOBP COR UPDATE MTG NOV 20 2019Document16 pagesLOBP COR UPDATE MTG NOV 20 2019MariePas encore d'évaluation
- Structural Specification - Titus.03Document3 pagesStructural Specification - Titus.03Davie BancoroPas encore d'évaluation
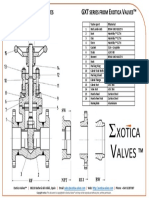
- Gate Valve Forged B564 UNS N10276 Body, Hastelloy™ C276 TrimDocument1 pageGate Valve Forged B564 UNS N10276 Body, Hastelloy™ C276 TrimGiovanni PetrizzoPas encore d'évaluation
- Chs - Chem - ch3 - Mass - Ratios - and - Law - of - Multiple - Proportions Mod4Document22 pagesChs - Chem - ch3 - Mass - Ratios - and - Law - of - Multiple - Proportions Mod4Marvel Felicity Rosell ArmestoPas encore d'évaluation
- Simplified Estimate by Max FajardoDocument300 pagesSimplified Estimate by Max FajardoRyan David MacayanPas encore d'évaluation
- HT CORROSION INHIBITOR 1.3 ADocument1 pageHT CORROSION INHIBITOR 1.3 ATrue StoryPas encore d'évaluation
- Zonal Coverage Acid (ZCA™) SystemDocument1 pageZonal Coverage Acid (ZCA™) SystemArash PourshoushtarPas encore d'évaluation
- The Comparative Study of The Compressive Strength of Concrete Made With Granite To That Made With River Round StoneDocument10 pagesThe Comparative Study of The Compressive Strength of Concrete Made With Granite To That Made With River Round StoneMalcolmPas encore d'évaluation
- A Review of Natural Fiber Composites PropertiesDocument65 pagesA Review of Natural Fiber Composites Propertieschatgpt51023Pas encore d'évaluation