Vous aimerez peut-être aussi
- 3.CypCut Manual de Usuario V6.3.6Document79 pages3.CypCut Manual de Usuario V6.3.6Anthony BeltranPas encore d'évaluation
- Factibilidad de Una Planta de Calcinado de UlexitaDocument18 pagesFactibilidad de Una Planta de Calcinado de UlexitaISRAEL MANFRED CONDORI ROCHAPas encore d'évaluation
- GC S5 Gráficos de Control AtributosDocument29 pagesGC S5 Gráficos de Control AtributosDavidPas encore d'évaluation
- POWER BI Brochure Actual PDFDocument9 pagesPOWER BI Brochure Actual PDFDavidPas encore d'évaluation
- Rencia Estratégica en SSTDocument47 pagesRencia Estratégica en SSTAT BmaPas encore d'évaluation
- Test de WarteggDocument1 pageTest de WarteggDavidPas encore d'évaluation
- 1.2.actividad #2Document1 page1.2.actividad #2DavidPas encore d'évaluation
- Fisica - Semana 3-Dia3Document1 pageFisica - Semana 3-Dia3DavidPas encore d'évaluation
- 5 WiesseDocument2 pages5 WiesseDavidPas encore d'évaluation
- 2.2 Estilos de Liderazgo PDFDocument34 pages2.2 Estilos de Liderazgo PDFDavidPas encore d'évaluation
- Anexo Semana 14Document3 pagesAnexo Semana 14DavidPas encore d'évaluation
- Tareaaa PDFDocument6 pagesTareaaa PDFDarwin Yair Taboada CheroPas encore d'évaluation
- Teatro D EjuanDocument5 pagesTeatro D EjuanDavidPas encore d'évaluation
- Certificado CVR PRNBCVR01 - Campus Virtual RomeroDocument1 pageCertificado CVR PRNBCVR01 - Campus Virtual RomeroDavid100% (1)
- Semana 14 Enviar Alumno.Document4 pagesSemana 14 Enviar Alumno.DavidPas encore d'évaluation
- 2.1 Proactividad PDFDocument11 pages2.1 Proactividad PDFElias Aguirre RodriguezPas encore d'évaluation
- Clasificación de ResiduosDocument21 pagesClasificación de ResiduosDavidPas encore d'évaluation
- Segunda Traducciòn-Grupo 2Document4 pagesSegunda Traducciòn-Grupo 2DavidPas encore d'évaluation
- Boletín Notificaciones JULIO 2019Document30 pagesBoletín Notificaciones JULIO 2019DavidPas encore d'évaluation
- Acero InoxidableDocument2 pagesAcero InoxidableDavidPas encore d'évaluation
- Bases para CampeonatoDocument4 pagesBases para CampeonatoDavidPas encore d'évaluation
- Antecedent EsDocument1 pageAntecedent EsDavidPas encore d'évaluation
- Informee JoyeriaaDocument8 pagesInformee JoyeriaaDavidPas encore d'évaluation
- Balance (Cálculos) JJJDocument3 pagesBalance (Cálculos) JJJDavidPas encore d'évaluation
- Tema 2 Análisis de Falla AumentadoDocument57 pagesTema 2 Análisis de Falla AumentadoDavid100% (1)
- Problemas FatigaDocument46 pagesProblemas FatigaDavidPas encore d'évaluation
- Problemas FatigaDocument3 pagesProblemas FatigaKIKOMOLINAPas encore d'évaluation
- Tema 3 Análisis de FallaDocument31 pagesTema 3 Análisis de FallaDavidPas encore d'évaluation
- Calendario2013dpm PDFDocument24 pagesCalendario2013dpm PDFDavidPas encore d'évaluation
- Recursos Minerales Sem-3Document32 pagesRecursos Minerales Sem-3DavidPas encore d'évaluation
- Tema 1Document36 pagesTema 1DavidPas encore d'évaluation
- MinaaaDocument8 pagesMinaaaMichael TerryPas encore d'évaluation
- Formato de TesisDocument19 pagesFormato de TesisRONAL ELMER GUTIERREZ ATAUCUSIPas encore d'évaluation
- Plan de Desarrollo de Anta Al 2015 FINAL PDFDocument261 pagesPlan de Desarrollo de Anta Al 2015 FINAL PDFAngel Augusto Huaman PumaPas encore d'évaluation
- Tema 3Document80 pagesTema 3Ruth Bort GomezPas encore d'évaluation
- Coca Cola R.S - GrupalDocument15 pagesCoca Cola R.S - GrupalHenry HCPas encore d'évaluation
- Bomba de Direccion Pruebas y AjustesDocument16 pagesBomba de Direccion Pruebas y AjustesCarloncho HFPas encore d'évaluation
- Trabajo #1 - Rony CamposDocument3 pagesTrabajo #1 - Rony CamposRonny CamposPas encore d'évaluation
- Estudio Finaciero de Un Proyecto de Inversion - EnsayoDocument9 pagesEstudio Finaciero de Un Proyecto de Inversion - EnsayoVictor Avila AcuñaPas encore d'évaluation
- Memoria Anual 2021: Juntos Creamos DesarrolloDocument170 pagesMemoria Anual 2021: Juntos Creamos DesarrolloAndrea Duarez RuizPas encore d'évaluation
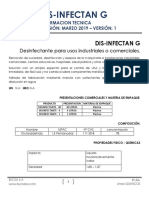
- Dis - Infectan G Ficha Tecnica PDFDocument3 pagesDis - Infectan G Ficha Tecnica PDFJhonPas encore d'évaluation
- 2 Guia Informativa NCF PDFDocument27 pages2 Guia Informativa NCF PDFLuis DavidPas encore d'évaluation
- Generacion y Recuperacion de Respaldo de Forma Externa en Los Sistema AspelDocument10 pagesGeneracion y Recuperacion de Respaldo de Forma Externa en Los Sistema AspelEduardo GonzalezzPas encore d'évaluation
- Presentacion Final Ernesto BarredaDocument38 pagesPresentacion Final Ernesto BarredaPlutarco Chuquihuanga CórdovaPas encore d'évaluation
- Capital de Trabajo 1 PDFDocument27 pagesCapital de Trabajo 1 PDFYaja ArteagaPas encore d'évaluation
- Estatutos Del PRD.Document78 pagesEstatutos Del PRD.María Luisa GuzmánPas encore d'évaluation
- Matemáticas Financieras para Toma de Decisiones EmpresarialesDocument5 pagesMatemáticas Financieras para Toma de Decisiones EmpresarialesNinia TsiPas encore d'évaluation
- MT Comercial SP Ltda.03-23Document29 pagesMT Comercial SP Ltda.03-23bartkarlos2023Pas encore d'évaluation
- Procesamiento Cerámicos y CermetsDocument61 pagesProcesamiento Cerámicos y Cermetsyordan gonzalezPas encore d'évaluation
- Modelo GenovaDocument5 pagesModelo GenovaJhon Harold Urueña VilladaPas encore d'évaluation
- Sesion 9 Ahv Fórmula Polinómica y Calculo de ReajustesDocument35 pagesSesion 9 Ahv Fórmula Polinómica y Calculo de ReajustesClash ClansPas encore d'évaluation
- SISTEMA "DRYWALL" ¿Ventaja o Desventaja Ingenieril - UNPRGDocument23 pagesSISTEMA "DRYWALL" ¿Ventaja o Desventaja Ingenieril - UNPRGAnonymous F9t6qljCF75% (4)
- Sesion IDocument228 pagesSesion ISergio Luza VilcaPas encore d'évaluation
- Cuándo Cambiar El Código EANDocument14 pagesCuándo Cambiar El Código EANAlessandro NájeraaPas encore d'évaluation
- SH Lab 5 PDFDocument8 pagesSH Lab 5 PDFA̶l̶d̶a̶i̶r̶ C̶a̶s̶a̶f̶r̶a̶n̶c̶a̶Pas encore d'évaluation
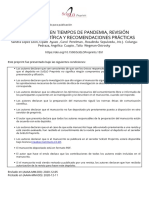
- Cubrebocas en Tiempos de Pandemia, Revisión Histórica, Científica Y Recomendaciones PrácticasDocument19 pagesCubrebocas en Tiempos de Pandemia, Revisión Histórica, Científica Y Recomendaciones PrácticasLaura Lucia Tellez RojasPas encore d'évaluation
- Centro de Padres Scuola Italiana Di Concepción (Nominativo y Cruzado)Document2 pagesCentro de Padres Scuola Italiana Di Concepción (Nominativo y Cruzado)Leandro Antonio Vega VegaPas encore d'évaluation
- Plan de Mejora Serum Mayo 111docx PDFDocument46 pagesPlan de Mejora Serum Mayo 111docx PDFJheraldin Jorge Galarza0% (1)
- Autoevaluación N°1 - Gerencia de OpDocument4 pagesAutoevaluación N°1 - Gerencia de OpShirley FCPas encore d'évaluation
- FyEP U1 AA1 Mercado Uveg OkDocument6 pagesFyEP U1 AA1 Mercado Uveg OkKarla CargutiePas encore d'évaluation