Vous aimerez peut-être aussi
- SAE AMS5699 - RevGDocument8 pagesSAE AMS5699 - RevGLynn AlgerPas encore d'évaluation
- Cemco T80Document140 pagesCemco T80Eduardo Ariel Bernal100% (3)
- Astm A27 (2010) PDFDocument4 pagesAstm A27 (2010) PDFStuar TencioPas encore d'évaluation
- Correlation of Hardness Values To Tensile Strength: Semih Genculu, P.EDocument9 pagesCorrelation of Hardness Values To Tensile Strength: Semih Genculu, P.ERakesh DasPas encore d'évaluation
- Steel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForDocument31 pagesSteel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements Foralucard375Pas encore d'évaluation
- B179Document7 pagesB179wpwmhatPas encore d'évaluation
- ASTM A355 Standard Spec For Nitriding PDFDocument3 pagesASTM A355 Standard Spec For Nitriding PDFAntonio J100% (1)
- Steel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForDocument6 pagesSteel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForAnıl ZiylanPas encore d'évaluation
- Macroetch Testing of Consumable Electrode Remelted Steel Bars and BilletsDocument14 pagesMacroetch Testing of Consumable Electrode Remelted Steel Bars and BilletsJosé Ramón GutierrezPas encore d'évaluation
- ASTM A276-98bDocument7 pagesASTM A276-98bNadhiraPas encore d'évaluation
- Legg Calve Perthes Disease: SynonymsDocument35 pagesLegg Calve Perthes Disease: SynonymsAsad ChaudharyPas encore d'évaluation
- Prof. Madhavan - Ancient Wisdom of HealthDocument25 pagesProf. Madhavan - Ancient Wisdom of HealthProf. Madhavan100% (2)
- Copper-Beryllium Alloy Rod and Bar: Standard Specification ForDocument5 pagesCopper-Beryllium Alloy Rod and Bar: Standard Specification ForIbtisam Abud100% (2)
- Aluminum Alloys--Contemporary Research and Applications: Contemporary Research and ApplicationsD'EverandAluminum Alloys--Contemporary Research and Applications: Contemporary Research and ApplicationsÉvaluation : 1 sur 5 étoiles1/5 (1)
- Aerospace Material SpecificationDocument6 pagesAerospace Material Specificationvsraju2Pas encore d'évaluation
- Floret Fall Mini Course Dahlia Sources Updated 211012Document3 pagesFloret Fall Mini Course Dahlia Sources Updated 211012Luthfian DaryonoPas encore d'évaluation
- Asme 2a - Sa-350 PDFDocument12 pagesAsme 2a - Sa-350 PDFEswaran100% (1)
- Ductile Iron Casting Specfications and Details All StandardsDocument15 pagesDuctile Iron Casting Specfications and Details All StandardsN.Palaniappan100% (1)
- A 297 Heat Resistant Casting SteelDocument60 pagesA 297 Heat Resistant Casting SteelIr FankovicPas encore d'évaluation
- DS45A - (1972) Compilation and Index of Trade Names, Specifications, and Producers of Stainless Alloys and Superalloys PDFDocument60 pagesDS45A - (1972) Compilation and Index of Trade Names, Specifications, and Producers of Stainless Alloys and Superalloys PDFJacques BlueqPas encore d'évaluation
- TherabandDocument1 pageTherabandsuviacesoPas encore d'évaluation
- ASTM A747 - A747M-16a PDFDocument5 pagesASTM A747 - A747M-16a PDFHanda Bin AdiPas encore d'évaluation
- Biodegradable Plastic Bag Manufacturing Industry-800655 PDFDocument68 pagesBiodegradable Plastic Bag Manufacturing Industry-800655 PDFAryanPas encore d'évaluation
- Sae Ams-H-6875b-2010Document22 pagesSae Ams-H-6875b-2010dmt1905100% (1)
- A 582Document3 pagesA 582Gustavo SuarezPas encore d'évaluation
- ASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtDocument17 pagesASTM A29-16 Standard Specification For General Requirements For Steel Bars, Carbon and Alloy, Hot-WroughtMalaz Abdul JalilPas encore d'évaluation
- 15-5 PHDocument2 pages15-5 PHfedaquiPas encore d'évaluation
- ASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFDocument4 pagesASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFRaul Dela Rosa Malanog100% (1)
- A204Document3 pagesA204doshi78Pas encore d'évaluation
- Aerospace Material SpecificationDocument6 pagesAerospace Material Specificationvsraju2Pas encore d'évaluation
- AMS4016MDocument5 pagesAMS4016M黄当甲Pas encore d'évaluation
- A 247 - 17 PDFDocument13 pagesA 247 - 17 PDFأسامة وحيد الدين رمضانPas encore d'évaluation
- Energy Optimization of A Large Central Plant Chilled Water SystemDocument24 pagesEnergy Optimization of A Large Central Plant Chilled Water Systemmuoi2002Pas encore d'évaluation
- AMS5688Document7 pagesAMS5688Federica FiorentiniPas encore d'évaluation
- Adiabatic Shear Localization: Frontiers and AdvancesD'EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddPas encore d'évaluation
- Astm B 455Document3 pagesAstm B 455Reza NooriPas encore d'évaluation
- Rigging: GuideDocument244 pagesRigging: Guideyusry72100% (11)
- 440C DS CarpenterDocument5 pages440C DS CarpenterdaymonPas encore d'évaluation
- Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum: Standard Specification ForDocument6 pagesPressure Vessel Plates, Alloy Steel, Chromium-Molybdenum: Standard Specification Foralucard375Pas encore d'évaluation
- Astm A192 Asme Sa192Document4 pagesAstm A192 Asme Sa192Mingo EvaPas encore d'évaluation
- A580A580M-15 Standard Specification For Stainless Steel WireDocument5 pagesA580A580M-15 Standard Specification For Stainless Steel Wiretjt4779Pas encore d'évaluation
- Astm b162Document9 pagesAstm b162Johan ConradiePas encore d'évaluation
- Asme Section II A Sa-276Document10 pagesAsme Section II A Sa-276Anonymous GhPzn1xPas encore d'évaluation
- Astm b169Document4 pagesAstm b169ANIL100% (1)
- A 957 - A 957M - 15aDocument9 pagesA 957 - A 957M - 15aPavan KumarPas encore d'évaluation
- QQ P 35CDocument11 pagesQQ P 35Cgeverett2765Pas encore d'évaluation
- Hot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesDocument11 pagesHot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesNilton Santillan OrtegaPas encore d'évaluation
- ASTM A297 (HN) SpecificationDocument5 pagesASTM A297 (HN) SpecificationGuglielmo CancelliPas encore d'évaluation
- Astm A351-A351mDocument7 pagesAstm A351-A351mJose Gregorio RodriguezPas encore d'évaluation
- A 958 - A 958M - 17Document5 pagesA 958 - A 958M - 17Eddie Michael67% (3)
- Alloy Steel Forgings For Pressure and High-Temperature PartsDocument8 pagesAlloy Steel Forgings For Pressure and High-Temperature PartsDarwin DarmawanPas encore d'évaluation
- Sae Ams5837f 1999Document7 pagesSae Ams5837f 1999이연지Pas encore d'évaluation
- Aerospace CustomersDocument3 pagesAerospace CustomersSinan YıldızPas encore d'évaluation
- Astm A297Document3 pagesAstm A297rams789Pas encore d'évaluation
- Astm A 278 - A 278M - 01 (2015)Document4 pagesAstm A 278 - A 278M - 01 (2015)Nguyễn Như ThếPas encore d'évaluation
- Astm b408Document5 pagesAstm b408wilian_coelho3309Pas encore d'évaluation
- Astm B163 PDFDocument12 pagesAstm B163 PDFSuellen FerreiraPas encore d'évaluation
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationadiPas encore d'évaluation
- Alloy Steel Grade and Specs Aerovacalloyforge ComDocument3 pagesAlloy Steel Grade and Specs Aerovacalloyforge ComSteve BraunPas encore d'évaluation
- Sa-182 Forgings PDFDocument17 pagesSa-182 Forgings PDFSalmanPas encore d'évaluation
- Seamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServiceDocument7 pagesSeamless and Welded Ferritic and Martensitic Stainless Steel Tubing For General ServicedgkmurtiPas encore d'évaluation
- A407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type SpringsDocument3 pagesA407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type Springstjt4779Pas encore d'évaluation
- Astm A484-A484m-00Document12 pagesAstm A484-A484m-00Razvan Andrei GiuscaPas encore d'évaluation
- A867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsDocument4 pagesA867-03 (2013) Standard Specification For Iron-Silicon Relay SteelsdcardonasterPas encore d'évaluation
- A723A723M-18a 1.05 PDFDocument5 pagesA723A723M-18a 1.05 PDFist93993Pas encore d'évaluation
- Aakanksha ProjectDocument32 pagesAakanksha ProjectAakash murarkaPas encore d'évaluation
- Chi - Square Test: PG Students: DR Amit Gujarathi DR Naresh GillDocument32 pagesChi - Square Test: PG Students: DR Amit Gujarathi DR Naresh GillNaresh GillPas encore d'évaluation
- Catalogue CV. Traka Abadi UniversalDocument15 pagesCatalogue CV. Traka Abadi UniversalHackers StevenPas encore d'évaluation
- Grand Hyatt Manila In-Room Dining MenuDocument14 pagesGrand Hyatt Manila In-Room Dining MenuMetroStaycation100% (1)
- Online Games and Academic AchievementDocument25 pagesOnline Games and Academic AchievementJasmine GamoraPas encore d'évaluation
- Fundamental Molecular Biology: GenomesDocument45 pagesFundamental Molecular Biology: GenomesMoonHoLeePas encore d'évaluation
- Notice of Privacy Practices (Generic)Document3 pagesNotice of Privacy Practices (Generic)cecilled_08Pas encore d'évaluation
- Form 28 Attendence RegisterDocument1 pageForm 28 Attendence RegisterSanjeet SinghPas encore d'évaluation
- Case StudyDocument7 pagesCase StudyLeighvan PapasinPas encore d'évaluation
- Emerging Re-Emerging Infectious Disease 2022Document57 pagesEmerging Re-Emerging Infectious Disease 2022marioPas encore d'évaluation
- EM2U60CLP 115-127 V 60 HZ 1Document4 pagesEM2U60CLP 115-127 V 60 HZ 1armagedrumPas encore d'évaluation
- Onuaguluchi1996 1Document10 pagesOnuaguluchi1996 1IkaSugihartatikPas encore d'évaluation
- Menu Siklus RSDocument3 pagesMenu Siklus RSChika VionitaPas encore d'évaluation
- Classification of Nanostructured Materials: June 2019Document44 pagesClassification of Nanostructured Materials: June 2019krishnaPas encore d'évaluation
- Brochure - ILLUCO Dermatoscope IDS-1100Document2 pagesBrochure - ILLUCO Dermatoscope IDS-1100Ibnu MajahPas encore d'évaluation
- Metabolism of Carbohydrates and LipidsDocument7 pagesMetabolism of Carbohydrates and LipidsKhazel CasimiroPas encore d'évaluation
- Water Quality Index Determination of Malathalli LakeDocument16 pagesWater Quality Index Determination of Malathalli Lakeajay kumar hrPas encore d'évaluation
- Aplikasi Metode Geomagnet Dalam Eksplorasi Panas BumiDocument10 pagesAplikasi Metode Geomagnet Dalam Eksplorasi Panas Bumijalu sri nugrahaPas encore d'évaluation
- OM Hospital NEFTDocument1 pageOM Hospital NEFTMahendra DahiyaPas encore d'évaluation
- Literary Portraiture & Modern Spain: Dr. Rebecca M. Bender (Document6 pagesLiterary Portraiture & Modern Spain: Dr. Rebecca M. Bender (Pedro PorbénPas encore d'évaluation
- Proposed Child Right's Policy FrameworkDocument2 pagesProposed Child Right's Policy FrameworkCrisDBPas encore d'évaluation
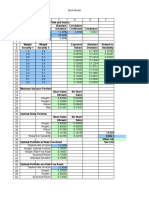
- BKM 10e Ch07 Two Security ModelDocument2 pagesBKM 10e Ch07 Two Security ModelJoe IammarinoPas encore d'évaluation