Vous aimerez peut-être aussi
- Efecto de Las Variables en El Proceso de Soldadura GmawDocument9 pagesEfecto de Las Variables en El Proceso de Soldadura Gmawnegros33Pas encore d'évaluation
- MetalografiaDocument14 pagesMetalografiarea_tobyPas encore d'évaluation
- MetalografiaDocument23 pagesMetalografiaJean Carlos ParedesPas encore d'évaluation
- Soldadura (A) y (B) PDFDocument40 pagesSoldadura (A) y (B) PDFjuancastro41Pas encore d'évaluation
- Preparacion MetalograficaDocument13 pagesPreparacion MetalograficaAaron JuarezPas encore d'évaluation
- Metalografia UtuDocument61 pagesMetalografia UtuAbraham LeonPas encore d'évaluation
- Glosas para El Acto Del 1º de MayoDocument9 pagesGlosas para El Acto Del 1º de Mayojuancastro41100% (2)
- Curso de Indicadores de DesempeñoDocument4 pagesCurso de Indicadores de Desempeñojuancastro41Pas encore d'évaluation
- El Cuerpo Grit Alo Quel A Boca Call ADocument24 pagesEl Cuerpo Grit Alo Quel A Boca Call Ajuancastro41Pas encore d'évaluation
- Como Enseñarle Navegar Tempestades A Nuestros HijosDocument4 pagesComo Enseñarle Navegar Tempestades A Nuestros Hijosjuancastro41Pas encore d'évaluation
- Cómo Establecer Un Cuadro de Mando para Un Sistema de Gestión ISODocument11 pagesCómo Establecer Un Cuadro de Mando para Un Sistema de Gestión ISOjuancastro41Pas encore d'évaluation
- El Cuadro de Mando Integral Como Herramienta de GestiónDocument9 pagesEl Cuadro de Mando Integral Como Herramienta de Gestiónjuancastro41Pas encore d'évaluation
- Cuadro de Mando Por GonzalezDocument7 pagesCuadro de Mando Por Gonzalezjuancastro41Pas encore d'évaluation
- Indicadores de GestionDocument44 pagesIndicadores de GestionjuartoIIPas encore d'évaluation
- Antonio Gala BuféDocument1 pageAntonio Gala BuféRaul Alberto PereyraPas encore d'évaluation
- 102831PNC 2010 - Modelo - EmpresasDocument62 pages102831PNC 2010 - Modelo - EmpresasOscar UchPas encore d'évaluation
- Modelo Reg. de CalibraciónDocument6 pagesModelo Reg. de Calibraciónjuancastro41Pas encore d'évaluation
- Clases Siderurgia Reduccion Indirecta (AH)Document15 pagesClases Siderurgia Reduccion Indirecta (AH)juancastro41Pas encore d'évaluation
- Manual Curso Hyundai AtosDocument42 pagesManual Curso Hyundai AtoswragoxXx100% (3)
- DIAGRAMA Fe-CDocument18 pagesDIAGRAMA Fe-CSebastian AlbornosPas encore d'évaluation
- MANEJODocument63 pagesMANEJOcheras1555Pas encore d'évaluation
- Conclusiones CorrosionDocument2 pagesConclusiones CorrosionROXANA APAZA HUARACHAPas encore d'évaluation
- I-Sgi-Xx Instructivo de Limpieza Paras Los Contenedores de Manejo de ResiduosDocument2 pagesI-Sgi-Xx Instructivo de Limpieza Paras Los Contenedores de Manejo de ResiduosJorge PinedaPas encore d'évaluation
- Geotecnia Aplicada A Las Vías TerrestresDocument77 pagesGeotecnia Aplicada A Las Vías TerrestresadolforzcrPas encore d'évaluation
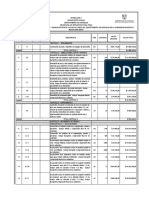
- 3.1. PRESUPUESTO OFICIAL LIC-10680 - Mantenimiento Nordeste y Magdalena MedioDocument7 pages3.1. PRESUPUESTO OFICIAL LIC-10680 - Mantenimiento Nordeste y Magdalena MedioesredaPas encore d'évaluation
- Trabajo de Intercambiador de Calor.Document3 pagesTrabajo de Intercambiador de Calor.Gabriel Alonso Alagón MartínezPas encore d'évaluation
- Aleaciones de Aluminio para ForjaDocument5 pagesAleaciones de Aluminio para ForjaMichel Leonel Heredia Luizaga100% (1)
- Investigacion Procesos de FabricacionDocument8 pagesInvestigacion Procesos de FabricacionvictormenaPas encore d'évaluation
- 100000C03V - MaterialesDeConstruccion - SILABUS UTP 2018-IIDocument9 pages100000C03V - MaterialesDeConstruccion - SILABUS UTP 2018-IIJose CadPas encore d'évaluation
- Formato ART ENELDocument8 pagesFormato ART ENELJeanLuis Egaña GómezPas encore d'évaluation
- El Concreto y Su ClasificaciónDocument12 pagesEl Concreto y Su ClasificaciónMynor Luc100% (1)
- Porterito PDFDocument23 pagesPorterito PDFjorgemdp540% (5)
- Pets Procedimiento de Trabajo PUERTAS CORTA FUEGODocument12 pagesPets Procedimiento de Trabajo PUERTAS CORTA FUEGOR. S.Pas encore d'évaluation
- 03 Ejercicios Ejes y AcoplesDocument3 pages03 Ejercicios Ejes y AcoplesLizbeth Fiallos AvilaPas encore d'évaluation
- Segunda Revolucion IndustrialDocument2 pagesSegunda Revolucion IndustrialAlan RojasPas encore d'évaluation
- Pe-Im-007-41575 - 4 Procedimiento de Identificacion Positiva de MaterialesDocument9 pagesPe-Im-007-41575 - 4 Procedimiento de Identificacion Positiva de MaterialesMarco VeraPas encore d'évaluation
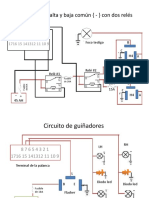
- Circuito de Luz Alta y Baja Común (JseDocument8 pagesCircuito de Luz Alta y Baja Común (JseabrahamrojasPas encore d'évaluation
- Daño Por Hidrógeno en Depósitos de Soldadura de Acero Inoxidable SupermartensíticoDocument6 pagesDaño Por Hidrógeno en Depósitos de Soldadura de Acero Inoxidable SupermartensíticofallalovaldesPas encore d'évaluation
- Instalaciones de Agua Potable2Document22 pagesInstalaciones de Agua Potable2Alfonso Aguilar InalefPas encore d'évaluation
- Indura 6013 PDFDocument1 pageIndura 6013 PDFSergioAlbertoContrerasOsorioPas encore d'évaluation
- Puentes MixtosDocument9 pagesPuentes Mixtosmarioestructura100% (1)
- GEOSINTETICOS Y COBERTURAS - Geosinteticos MadridDocument1 pageGEOSINTETICOS Y COBERTURAS - Geosinteticos MadridPercy Moreno BozzetaPas encore d'évaluation
- Electrodeposicion de Zinc en Baño AlcalinoDocument11 pagesElectrodeposicion de Zinc en Baño AlcalinoOmar Tovar JinesPas encore d'évaluation
- AglomerantesDocument22 pagesAglomerantescarlos velazPas encore d'évaluation
- Manual de Mant y Operacion Generador HibridoDocument17 pagesManual de Mant y Operacion Generador HibridoNicolas Hormazabal LagosPas encore d'évaluation
- El Mercado GlobalDocument43 pagesEl Mercado GlobalVanessaRonquillo100% (1)
- Arbol de Problemas y BibliografiaDocument2 pagesArbol de Problemas y BibliografiaCamiBSotoPas encore d'évaluation
- Hormigon Seco H Canary KGDocument1 pageHormigon Seco H Canary KGadrianPas encore d'évaluation