Vous aimerez peut-être aussi
- PLC Programming from Novice to Professional: Learn PLC Programming with Training VideosD'EverandPLC Programming from Novice to Professional: Learn PLC Programming with Training VideosÉvaluation : 5 sur 5 étoiles5/5 (1)
- Controllogix FestoDocument43 pagesControllogix FestoEdwin Ramirez100% (1)
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsD'EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Tag ControlLogixDocument58 pagesTag ControlLogixviteliof4110Pas encore d'évaluation
- RAOTM 2017 - L07 - Micro800 PLC Programming With Connected Components Workbench Software - ManualDocument154 pagesRAOTM 2017 - L07 - Micro800 PLC Programming With Connected Components Workbench Software - ManualHuy Tran100% (2)
- Logix 5000 Controllers Design Considerations: Reference ManualDocument130 pagesLogix 5000 Controllers Design Considerations: Reference ManualHawk MrPas encore d'évaluation
- L20 - Integrated Motion On Ethernet/IP: Advanced Lab: For Classroom Use Only!Document70 pagesL20 - Integrated Motion On Ethernet/IP: Advanced Lab: For Classroom Use Only!cuongvcs100% (1)
- Allen Bradley PLC Training - RSLogix 5000 Series - Online Engineering CoursesDocument1 pageAllen Bradley PLC Training - RSLogix 5000 Series - Online Engineering CoursesMohamed AlkharashyPas encore d'évaluation
- Automation Programming in PLC CodeDocument122 pagesAutomation Programming in PLC CodeSonal Power UnlimitdPas encore d'évaluation
- Leverage Object-Oriented Industrial Programming - Control EngineeringDocument20 pagesLeverage Object-Oriented Industrial Programming - Control EngineeringPravivVivpraPas encore d'évaluation
- GMST Ca001 - en P PDFDocument340 pagesGMST Ca001 - en P PDFTensaigaPas encore d'évaluation
- Rockwell ControlLogix Programm ParametersDocument36 pagesRockwell ControlLogix Programm ParametersreinaldomdPas encore d'évaluation
- 1756 ControlLogix Communication Modules SpecificationsDocument38 pages1756 ControlLogix Communication Modules SpecificationsLalo De Gante100% (1)
- Logix 5000 Controllers Tasks, Programs, and RoutinesDocument73 pagesLogix 5000 Controllers Tasks, Programs, and Routinesobi SalamPas encore d'évaluation
- RS Logix Sample For VFDDocument9 pagesRS Logix Sample For VFDJoe ElectricneutronPas encore d'évaluation
- User Manual For PLC ProgrammingDocument458 pagesUser Manual For PLC ProgrammingSusanta royPas encore d'évaluation
- Scada System PDFDocument74 pagesScada System PDFglizPas encore d'évaluation
- ABT-1756-TSJ60 2017-07.TextMarkDocument366 pagesABT-1756-TSJ60 2017-07.TextMarkMarius MihaescuPas encore d'évaluation
- 1756 Um016a en P PDFDocument196 pages1756 Um016a en P PDFandrea19711971Pas encore d'évaluation
- S800 I O Modules and Termination Units PDFDocument668 pagesS800 I O Modules and Termination Units PDFToni Baenk100% (1)
- MB03 - BAsic Programing 800micro PDFDocument128 pagesMB03 - BAsic Programing 800micro PDFLuis angelPas encore d'évaluation
- P AInDocument48 pagesP AIndroncanciomPas encore d'évaluation
- How To Program RSView32Document132 pagesHow To Program RSView32neoflash75% (4)
- PLC Box Sorting ProjectDocument20 pagesPLC Box Sorting Projectghan100% (1)
- ROCKWELL - Tutorial Grafcet PDFDocument90 pagesROCKWELL - Tutorial Grafcet PDFWilliam MarquesPas encore d'évaluation
- Rslogix Emulate TutorialDocument70 pagesRslogix Emulate Tutorialharrypotter_r2100% (2)
- Beginners Guide To PLC Programming Excerpt PDFDocument19 pagesBeginners Guide To PLC Programming Excerpt PDFAnonymous Nr9eWou100% (1)
- PanelView Plus Machine-Level Application Topics - Lab AvanzadoDocument144 pagesPanelView Plus Machine-Level Application Topics - Lab AvanzadoBenjhy Jordan Castillo ValeraPas encore d'évaluation
- L04 BasicPLCProgramming PDFDocument88 pagesL04 BasicPLCProgramming PDFJose RequenaPas encore d'évaluation
- Programming Industrial Automation Laboratory Manual 2021-22Document60 pagesProgramming Industrial Automation Laboratory Manual 2021-22Insane PersonPas encore d'évaluation
- CODESYS Runtime enDocument16 pagesCODESYS Runtime enVu SonPas encore d'évaluation
- CLX Master Level1 30SEP06Document139 pagesCLX Master Level1 30SEP06Raul Roque Yujra100% (5)
- 1769-Sdn Devicenet Scanner Module: Catalog Numbers 1769-Sdn User ManualDocument156 pages1769-Sdn Devicenet Scanner Module: Catalog Numbers 1769-Sdn User ManualHải Đinh HoàngPas encore d'évaluation
- Abt-Ccp164-Tim 2008-07Document390 pagesAbt-Ccp164-Tim 2008-07German ParraPas encore d'évaluation
- CoDeSys V3.5 - Part A (English) V1.3 PDFDocument209 pagesCoDeSys V3.5 - Part A (English) V1.3 PDFFelipe Cherfan83% (6)
- User Manual ControlLogix 5580Document164 pagesUser Manual ControlLogix 5580Nixius0% (1)
- 05 - DC Motor Control Using PLCDocument49 pages05 - DC Motor Control Using PLCKoppoju PadmaPas encore d'évaluation
- Automation Chapter 5Document65 pagesAutomation Chapter 5Owais GharaibehPas encore d'évaluation
- GX Developer TrainingDocument32 pagesGX Developer TrainingMohammad Nasfikur Rahman Khan100% (1)
- VZ01 - Factory Talk Lab01Document132 pagesVZ01 - Factory Talk Lab01Angelito_HBKPas encore d'évaluation
- L12 - Studio 5000 and Logix: Basics Lab: For Classroom Use Only!Document40 pagesL12 - Studio 5000 and Logix: Basics Lab: For Classroom Use Only!cuongvcsPas encore d'évaluation
- Unity ProDocument8 pagesUnity Prodongotchi09Pas encore d'évaluation
- L12 - Studio 5000 and Studio 5000 Logix Designer: Basics LabDocument128 pagesL12 - Studio 5000 and Studio 5000 Logix Designer: Basics Labcuongvcs100% (1)
- L07 - Integrated Motion On Ethernet/IP - Basic Lab: For Classroom Use Only!Document58 pagesL07 - Integrated Motion On Ethernet/IP - Basic Lab: For Classroom Use Only!cuongvcs100% (1)
- Motion - Kinetix Selection GuideDocument170 pagesMotion - Kinetix Selection GuideNicolás A. SelvaggioPas encore d'évaluation
- ControlLogix Training ManualDocument136 pagesControlLogix Training ManualTensaigaPas encore d'évaluation
- Robotstudio 220412 FinalDocument41 pagesRobotstudio 220412 FinalRMFCPas encore d'évaluation
- Logix Fundamentals LabsDocument82 pagesLogix Fundamentals LabsTuan NguyenPas encore d'évaluation
- CompactlogixDocument56 pagesCompactlogixtazjuan1Pas encore d'évaluation
- TechED EMEA 2019 - VZ03 - Designing Machine-Level HMI With PanelView™ 5000 and Studio 5000 View DesigneDocument17 pagesTechED EMEA 2019 - VZ03 - Designing Machine-Level HMI With PanelView™ 5000 and Studio 5000 View Designemrb20Pas encore d'évaluation
- L03 ApplyingIntegratedArchitectureDocument130 pagesL03 ApplyingIntegratedArchitecturerajavinugmailcomPas encore d'évaluation
- PLC Programming Example - Palletizer - Acc AutomationDocument22 pagesPLC Programming Example - Palletizer - Acc AutomationvacsaaPas encore d'évaluation
- TwinCAT Basic TrainingDocument48 pagesTwinCAT Basic TrainingAllen YaoPas encore d'évaluation
- CoDeSys SoftMotion V23 EDocument185 pagesCoDeSys SoftMotion V23 EcarlcoxPas encore d'évaluation
- TwinCAT PLC Hydraulics enDocument267 pagesTwinCAT PLC Hydraulics englongo263Pas encore d'évaluation
- Click and Start M340 EN - V1 - ModifiedDocument71 pagesClick and Start M340 EN - V1 - Modifiedshaikhsajid242Pas encore d'évaluation
- Abt-Ccp154-Tis 2013-03Document28 pagesAbt-Ccp154-Tis 2013-03RonaldPas encore d'évaluation
- Figure 1.1 Process To Be Controlled.: All Rights Reserved. Richard C. Dorf and Robert H. BishopDocument58 pagesFigure 1.1 Process To Be Controlled.: All Rights Reserved. Richard C. Dorf and Robert H. BishopSumathi AnandPas encore d'évaluation
- Modeling of DC MotorDocument8 pagesModeling of DC MotorKaziiLaggounPas encore d'évaluation
- F3 BP 2017 Hanak Miroslav Advanced PLC Programming MethodsDocument51 pagesF3 BP 2017 Hanak Miroslav Advanced PLC Programming MethodsAhmad Abunassar100% (1)
- Chapter 2 LectureDocument35 pagesChapter 2 LectureMamadou DemPas encore d'évaluation
- Chaperwise SummaryDocument21 pagesChaperwise SummaryRaja RamachandranPas encore d'évaluation
- Thesis - Water Level MeasurementDocument57 pagesThesis - Water Level MeasurementSumathi AnandPas encore d'évaluation
- PLC Manual5 PDFDocument88 pagesPLC Manual5 PDFSumathi AnandPas encore d'évaluation
- Instrumentation and Control Technician: National Occupational AnalysisDocument133 pagesInstrumentation and Control Technician: National Occupational Analysispankaj sharmaPas encore d'évaluation
- Instrumentation and Control Technician: National Occupational AnalysisDocument133 pagesInstrumentation and Control Technician: National Occupational Analysispankaj sharmaPas encore d'évaluation
- Ladder LogicDocument41 pagesLadder Logickmoorthy27100% (2)
- Thesis - Water Level MeasurementDocument57 pagesThesis - Water Level MeasurementSumathi AnandPas encore d'évaluation
- PLC Exercises: Ladder Diagram ProgrammingDocument27 pagesPLC Exercises: Ladder Diagram Programmingganeshrudra100% (4)
- Instrumentation and Control Technician: National Occupational AnalysisDocument133 pagesInstrumentation and Control Technician: National Occupational Analysispankaj sharmaPas encore d'évaluation
- English To Tamil Glossary BookDocument200 pagesEnglish To Tamil Glossary BookChandra Kumar50% (2)
- PLC Exercises: Ladder Diagram ProgrammingDocument27 pagesPLC Exercises: Ladder Diagram Programmingganeshrudra100% (4)
- Government Scheme 2018Document92 pagesGovernment Scheme 2018Sumathi AnandPas encore d'évaluation
- Abdul Kalam Tamil Quotes PDFDocument31 pagesAbdul Kalam Tamil Quotes PDFSumathi AnandPas encore d'évaluation
- I2c EEPROM FULL CODEDocument24 pagesI2c EEPROM FULL CODESumathi AnandPas encore d'évaluation
- Government SchemesDocument74 pagesGovernment Schemesvrushabh123Pas encore d'évaluation
- English To Tamil Glossary BookDocument333 pagesEnglish To Tamil Glossary BookSumathi AnandPas encore d'évaluation
- LPC2148 I2cDocument4 pagesLPC2148 I2cSumathi Anand100% (1)
- Parents' Handbook of Careers After SchoolDocument32 pagesParents' Handbook of Careers After Schoolraj50% (4)
- I2c EEPROM FULL CODEDocument24 pagesI2c EEPROM FULL CODESumathi AnandPas encore d'évaluation
- Gps Genetic AlgorithmDocument9 pagesGps Genetic AlgorithmSumathi AnandPas encore d'évaluation
- Carnatic MusicDocument41 pagesCarnatic Musicanu_bluPas encore d'évaluation
- To Construct An Amplifier Using A TransistorDocument20 pagesTo Construct An Amplifier Using A TransistorParasGrover50% (8)
- Data Acquisition Labview 7.0 Daq CourseDocument432 pagesData Acquisition Labview 7.0 Daq CourseKiran Jot SinghPas encore d'évaluation
- 120542A Manual Instalación Antenas HDTF - Es PDFDocument2 pages120542A Manual Instalación Antenas HDTF - Es PDFCarloMagnoCurtisPas encore d'évaluation
- D&I of GPU Based Image Processing On CASE ClusterDocument28 pagesD&I of GPU Based Image Processing On CASE ClusterKRPas encore d'évaluation
- IEEE STD 404-2012 RedlineDocument89 pagesIEEE STD 404-2012 Redlineanonimoefra100% (1)
- Inductively Coupled PlasmaDocument8 pagesInductively Coupled Plasmagerarjui100% (1)
- Camera Shading BasicsDocument5 pagesCamera Shading BasicsRenzo Satti100% (2)
- Automatic Street Light Control by Detecting Vehicle MovementDocument5 pagesAutomatic Street Light Control by Detecting Vehicle MovementBhupendra(Rahul...) kumarPas encore d'évaluation
- Innolux tw230fDocument37 pagesInnolux tw230fMichael QuerubinPas encore d'évaluation
- Nettur Technical Training FoundationDocument37 pagesNettur Technical Training FoundationSathya Services100% (2)
- Eva Ibbotson Journey To The River Sea PDFDocument2 pagesEva Ibbotson Journey To The River Sea PDFBryan0% (4)
- Filtering BasicsDocument83 pagesFiltering BasicsDikshitJainPas encore d'évaluation
- Arduino DroneDocument16 pagesArduino DroneBằng Trần DuyPas encore d'évaluation
- DGW310DMC ManualDocument42 pagesDGW310DMC ManualIngtymo Tym MontejoPas encore d'évaluation
- MWO PCB BrochureDocument4 pagesMWO PCB BrochureAWR CorporationPas encore d'évaluation
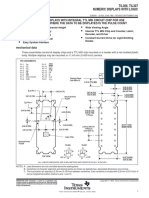
- TIL306, TIL307 Numeric Displays With LogicDocument9 pagesTIL306, TIL307 Numeric Displays With LogicAndy ScriptorPas encore d'évaluation
- Illumination Basic and SchemesDocument79 pagesIllumination Basic and SchemesAhsan KhanPas encore d'évaluation
- Cebek TL 50 User ManualDocument4 pagesCebek TL 50 User Manualulton1237624Pas encore d'évaluation
- Hi 3520 DDocument7 pagesHi 3520 Daurumstar2000Pas encore d'évaluation
- Polarization TestDocument1 pagePolarization TestKamal Hameed Al-taiyPas encore d'évaluation
- 7 1 2 Valerio - LippariniDocument35 pages7 1 2 Valerio - LippariniDILLIBABU EPas encore d'évaluation
- Lithium-Ion Battery Recycling White PaperDocument24 pagesLithium-Ion Battery Recycling White PaperCornelius YosafatPas encore d'évaluation
- Touch SensorDocument17 pagesTouch SensorSanjana RathorePas encore d'évaluation
- AP4310Document11 pagesAP431070134838Pas encore d'évaluation
- 1 Basics of Heat Transfer (ENSC 14a)Document27 pages1 Basics of Heat Transfer (ENSC 14a)Aldwin Angelo Culing MontañezPas encore d'évaluation
- CVA ProDocument1 pageCVA ProTommy TangPas encore d'évaluation
- Service ManualDocument150 pagesService ManualSembeiNorimakiPas encore d'évaluation
- NetactsfgDocument44 pagesNetactsfgcharanteja100% (1)
- AV27WF36Document11 pagesAV27WF36Luis MorenoPas encore d'évaluation
- HiPowerSpec - 100AH High Power CellDocument14 pagesHiPowerSpec - 100AH High Power Celll4bmult123Pas encore d'évaluation