Vous aimerez peut-être aussi
- Magnetic Particle Inspection Training CourseDocument3 pagesMagnetic Particle Inspection Training Coursemohamed abdallaPas encore d'évaluation
- Magnetic Particle TestingDocument1 pageMagnetic Particle TestingsivaPas encore d'évaluation
- Magnetic Particle TestingDocument7 pagesMagnetic Particle TestingAmzar KamilPas encore d'évaluation
- Magnetic Particle Testing-1Document4 pagesMagnetic Particle Testing-1fiifiabakPas encore d'évaluation
- Non Destructive Testing and Materials ME6019: Unit-2Document16 pagesNon Destructive Testing and Materials ME6019: Unit-2MECHANICAL SMCETPas encore d'évaluation
- Asnt MTPTDocument234 pagesAsnt MTPTpakostralPas encore d'évaluation
- MPTDocument25 pagesMPTAMIT SHAH100% (2)
- Non Destructive Testing: CMR Institute of TechnologyDocument32 pagesNon Destructive Testing: CMR Institute of TechnologyrajPas encore d'évaluation
- Megnatic Partical Inspection TestDocument23 pagesMegnatic Partical Inspection TestTHE BBEASTPas encore d'évaluation
- Magnetic Particle TestingDocument38 pagesMagnetic Particle Testingtbmari100% (2)
- Non Destructive TestingDocument559 pagesNon Destructive TestingPrasen KumarPas encore d'évaluation
- Magneticparticleinspection 140603035336 Phpapp01Document33 pagesMagneticparticleinspection 140603035336 Phpapp01Prathamesh RathodPas encore d'évaluation
- PMT QM Mep 004Document25 pagesPMT QM Mep 004AMIT SHAHPas encore d'évaluation
- Day 2Document33 pagesDay 2Leonard PawanPas encore d'évaluation
- Unit 1-2 Mag. Particle TestingDocument37 pagesUnit 1-2 Mag. Particle TestingMohammed Fakhruddin Hasan NizamiPas encore d'évaluation
- Sub-Part Magnetic Particle TestingDocument36 pagesSub-Part Magnetic Particle TestingIris Garcia100% (2)
- Magnetic Particle InspectionDocument34 pagesMagnetic Particle InspectionSyed Tanveer100% (3)
- Magnetic Particle TestingDocument23 pagesMagnetic Particle Testingmanafl salhlPas encore d'évaluation
- Magnetic Particle Testing of Aerospace Materials: Preferred Reliability PracticesDocument5 pagesMagnetic Particle Testing of Aerospace Materials: Preferred Reliability PracticesAymeeenPas encore d'évaluation
- Magnetic Particle TDocument5 pagesMagnetic Particle TsaravananjaiPas encore d'évaluation
- Magnetic Particle TestingDocument32 pagesMagnetic Particle TestingAtheena Paulson100% (1)
- Experiment No 5Document3 pagesExperiment No 5Vikram SainiPas encore d'évaluation
- Sop52 08 0000 00 015Document11 pagesSop52 08 0000 00 015Ali RafiquePas encore d'évaluation
- NDT Intro - MT Level 3Document60 pagesNDT Intro - MT Level 3Vimukthi KumaraPas encore d'évaluation
- Magnetic Particle TestingDocument30 pagesMagnetic Particle TestingAlmahi Eltigani AhmedPas encore d'évaluation
- 3.korzeniowski Magnetic ParticleDocument32 pages3.korzeniowski Magnetic ParticlenasrpkPas encore d'évaluation
- Nondestructivetesting 180514185439Document113 pagesNondestructivetesting 180514185439mamillapalli sri harshaPas encore d'évaluation
- MAGNETIC TEST ReportDocument6 pagesMAGNETIC TEST Reportmfakhruddin870Pas encore d'évaluation
- Magnetic Particle TestingDocument28 pagesMagnetic Particle TestingVaisakVenugopal100% (9)
- Is 15539 2004 PDFDocument11 pagesIs 15539 2004 PDFagniva dattaPas encore d'évaluation
- Non Destructive TestingDocument37 pagesNon Destructive TestingDevang GandhiPas encore d'évaluation
- MSM GTU Study Material E-Notes Unit-9 23112020055030AMDocument13 pagesMSM GTU Study Material E-Notes Unit-9 23112020055030AMSahil AkhunjiPas encore d'évaluation
- Chapter 4 - Magnetic Particle Testing - 2016 - Applied Welding EngineeringDocument8 pagesChapter 4 - Magnetic Particle Testing - 2016 - Applied Welding EngineeringJhair Jhamidh Aquino PortocarreroPas encore d'évaluation
- Wa0000Document29 pagesWa0000মহিবুল আলম মানিকPas encore d'évaluation
- Nondestructivetesting 180514185439Document88 pagesNondestructivetesting 180514185439mamillapalli sri harshaPas encore d'évaluation
- NDT SDP 2CDocument54 pagesNDT SDP 2CvcpPas encore d'évaluation
- Magnetic Particle Inspection - PresentationDocument37 pagesMagnetic Particle Inspection - PresentationzdenmanPas encore d'évaluation
- Common Nondestructive Testing NDT Part 1Document62 pagesCommon Nondestructive Testing NDT Part 1Julio SalasPas encore d'évaluation
- MPTDocument78 pagesMPThash117Pas encore d'évaluation
- NDT Students GuideDocument24 pagesNDT Students GuideHussain Ahmed100% (1)
- Magnetic Particle TestingDocument27 pagesMagnetic Particle TestingGanapathy VigneshPas encore d'évaluation
- Structure Inspection Manual Part 5 - NDT and PDT Testing Chapter 16 - Magnetic ParticleDocument6 pagesStructure Inspection Manual Part 5 - NDT and PDT Testing Chapter 16 - Magnetic ParticleSafeeruddin KhanPas encore d'évaluation
- 2001 Rev.0 - Magnetic Particle Testing Level 1 & 2 Combined - Note BookDocument70 pages2001 Rev.0 - Magnetic Particle Testing Level 1 & 2 Combined - Note BookNayan VyasPas encore d'évaluation
- Procedure For Magnetic Particle Testing: Ramachal NDT ServicesDocument3 pagesProcedure For Magnetic Particle Testing: Ramachal NDT ServicesAman SarfarazPas encore d'évaluation
- A Brief Description of NDT TechniquesDocument22 pagesA Brief Description of NDT TechniquesAvinash RanjanPas encore d'évaluation
- Non Destructive TestingDocument54 pagesNon Destructive Testingmahi1437100% (1)
- ME8097 NDT Unit 2 Class 5Document15 pagesME8097 NDT Unit 2 Class 5MICHEL RAJPas encore d'évaluation
- MeterialDocument4 pagesMeterialekalrudy20Pas encore d'évaluation
- نسخة من Lecture 08-MTDocument36 pagesنسخة من Lecture 08-MTsamrn8Pas encore d'évaluation
- Introduction To Non-Destructive Testing (NDT)Document38 pagesIntroduction To Non-Destructive Testing (NDT)tonful143Pas encore d'évaluation
- 6 Magnetic - Intro Final 03092013 OK PDFDocument27 pages6 Magnetic - Intro Final 03092013 OK PDFankit7588Pas encore d'évaluation
- Guidelines for the Determination of Standardized Semiconductor Radiation Hardness ParametersD'EverandGuidelines for the Determination of Standardized Semiconductor Radiation Hardness ParametersPas encore d'évaluation
- Frontiers of Molecular SpectroscopyD'EverandFrontiers of Molecular SpectroscopyJaan LaanePas encore d'évaluation
- Tunnelling and Negative Resistance Phenomena in SemiconductorsD'EverandTunnelling and Negative Resistance Phenomena in SemiconductorsPas encore d'évaluation
- Handbook of Infrared Spectroscopy of Ultrathin FilmsD'EverandHandbook of Infrared Spectroscopy of Ultrathin FilmsPas encore d'évaluation
- Nanomedicine: Design and Applications of Magnetic Nanomaterials, Nanosensors and NanosystemsD'EverandNanomedicine: Design and Applications of Magnetic Nanomaterials, Nanosensors and NanosystemsPas encore d'évaluation
- Electrical Characterization of Organic Electronic Materials and DevicesD'EverandElectrical Characterization of Organic Electronic Materials and DevicesPas encore d'évaluation
- Nanomagnetism: Fundamentals and ApplicationsD'EverandNanomagnetism: Fundamentals and ApplicationsPas encore d'évaluation
- Optical Characterization of Semiconductors: Infrared, Raman, and Photoluminescence SpectroscopyD'EverandOptical Characterization of Semiconductors: Infrared, Raman, and Photoluminescence SpectroscopyPas encore d'évaluation
- Mae (256F) - HW3 PDFDocument2 pagesMae (256F) - HW3 PDFClairePas encore d'évaluation
- University of Engineering & Management, Jaipur: (A) Production (B) Quality (C) Product Planning (D) All of The AboveDocument4 pagesUniversity of Engineering & Management, Jaipur: (A) Production (B) Quality (C) Product Planning (D) All of The AboveSupriyo BiswasPas encore d'évaluation
- Guidebook On Mutual Funds KredentMoney 201911 PDFDocument80 pagesGuidebook On Mutual Funds KredentMoney 201911 PDFKirankumarPas encore d'évaluation
- Forensic BallisticsDocument23 pagesForensic BallisticsCristiana Jsu DandanPas encore d'évaluation
- Snowflake Core Certification Guide Dec 2022Document204 pagesSnowflake Core Certification Guide Dec 2022LalitPas encore d'évaluation
- Comparing ODS RTF in Batch Using VBA and SASDocument8 pagesComparing ODS RTF in Batch Using VBA and SASseafish1976Pas encore d'évaluation
- Bus Organization of 8085 MicroprocessorDocument6 pagesBus Organization of 8085 MicroprocessorsrikrishnathotaPas encore d'évaluation
- T2T - One - U12 - Grammarworksheet - 1 Should For Advice PDFDocument1 pageT2T - One - U12 - Grammarworksheet - 1 Should For Advice PDFGrissellPas encore d'évaluation
- Inventory Management Final ProjectDocument65 pagesInventory Management Final ProjectMAHESH MUTHYALAPas encore d'évaluation
- Vocabulary Inglés.Document14 pagesVocabulary Inglés.Psicoguía LatacungaPas encore d'évaluation
- Law - Midterm ExamDocument2 pagesLaw - Midterm ExamJulian Mernando vlogsPas encore d'évaluation
- Corrugated Board Bonding Defect VisualizDocument33 pagesCorrugated Board Bonding Defect VisualizVijaykumarPas encore d'évaluation
- CO-PO MappingDocument6 pagesCO-PO MappingArun Kumar100% (1)
- Especificação - PneusDocument10 pagesEspecificação - Pneusmarcos eduPas encore d'évaluation
- Signal&Systems - Lab Manual - 2021-1Document121 pagesSignal&Systems - Lab Manual - 2021-1telecom_numl8233Pas encore d'évaluation
- Cooking Oils and Smoke Points - What To Know and How To Choose The Right Cooking Oil - 2020 - MasterClassDocument7 pagesCooking Oils and Smoke Points - What To Know and How To Choose The Right Cooking Oil - 2020 - MasterClasschumbefredPas encore d'évaluation
- Types of Vegetation in Western EuropeDocument12 pagesTypes of Vegetation in Western EuropeChemutai EzekielPas encore d'évaluation
- Baybay - Quiz 1 Code of EthicsDocument2 pagesBaybay - Quiz 1 Code of EthicsBAYBAY, Avin Dave D.Pas encore d'évaluation
- Pudlo CWP TDS 2Document4 pagesPudlo CWP TDS 2azharPas encore d'évaluation
- Effect of Innovative Leadership On Teacher's Job Satisfaction Mediated of A Supportive EnvironmentDocument10 pagesEffect of Innovative Leadership On Teacher's Job Satisfaction Mediated of A Supportive EnvironmentAPJAET JournalPas encore d'évaluation
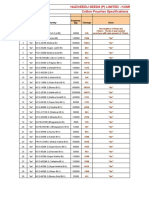
- Cotton Pouches SpecificationsDocument2 pagesCotton Pouches SpecificationspunnareddytPas encore d'évaluation
- Batman Animated (1998) (Scan) (Stacalkas)Document169 pagesBatman Animated (1998) (Scan) (Stacalkas)João Gabriel Zó100% (11)
- D. Michael Quinn-Same-Sex Dynamics Among Nineteenth-Century Americans - A MORMON EXAMPLE-University of Illinois Press (2001)Document500 pagesD. Michael Quinn-Same-Sex Dynamics Among Nineteenth-Century Americans - A MORMON EXAMPLE-University of Illinois Press (2001)xavirreta100% (3)
- Judges Kings ProphetsDocument60 pagesJudges Kings ProphetsKim John BolardePas encore d'évaluation
- Atlantean Dolphins PDFDocument40 pagesAtlantean Dolphins PDFBethany DayPas encore d'évaluation
- Mythologia: PrologueDocument14 pagesMythologia: ProloguecentrifugalstoriesPas encore d'évaluation
- Skylab Our First Space StationDocument184 pagesSkylab Our First Space StationBob AndrepontPas encore d'évaluation
- March FOMC: Tighter Credit Conditions Substituting For Rate HikesDocument8 pagesMarch FOMC: Tighter Credit Conditions Substituting For Rate HikeshaginilePas encore d'évaluation
- Google Chrome OSDocument47 pagesGoogle Chrome OSnitin07sharmaPas encore d'évaluation