Vous aimerez peut-être aussi
- Astm D 732 - 02 PDFDocument4 pagesAstm D 732 - 02 PDFJimmyJohanTapiaVasquez100% (1)
- Astm D6272Document10 pagesAstm D6272beni firiyaPas encore d'évaluation
- Astm B557Document16 pagesAstm B557unknown17110% (1)
- ASTM A1038 Hardness UltrsonicDocument7 pagesASTM A1038 Hardness Ultrsonicjohnrojas950% (2)
- C1583 PDFDocument5 pagesC1583 PDFRagu NathanPas encore d'évaluation
- Rapid Indentation Hardness Testing of Metallic Materials: Standard Practice ForDocument5 pagesRapid Indentation Hardness Testing of Metallic Materials: Standard Practice Fordgkmurti100% (1)
- ASTM E110 - 10 (Dureza Equipos Portátiles)Document3 pagesASTM E110 - 10 (Dureza Equipos Portátiles)torirojas14Pas encore d'évaluation
- ASTM E 110 Portable Tester Standard.Document3 pagesASTM E 110 Portable Tester Standard.Chakan testing research labPas encore d'évaluation
- Astm A 833Document2 pagesAstm A 833AHMED ALJAAFARPas encore d'évaluation
- In-Place Density of Unhardened and Hardened Concrete, Including Roller Compacted Concrete, by Nuclear MethodsDocument5 pagesIn-Place Density of Unhardened and Hardened Concrete, Including Roller Compacted Concrete, by Nuclear MethodsJesus Luis Arce GuillermoPas encore d'évaluation
- F 1362 - 97 R03 RjeznjiDocument5 pagesF 1362 - 97 R03 RjeznjiJuanPas encore d'évaluation
- Indentation Hardness of Metallic Materials by Portable Hardness TestersDocument2 pagesIndentation Hardness of Metallic Materials by Portable Hardness TestersFrengkiPas encore d'évaluation
- ASTM E110 (2010) - Standard Test Method For Indentation Hardness of Metallic Materials by Portable Hardness TestersDocument3 pagesASTM E110 (2010) - Standard Test Method For Indentation Hardness of Metallic Materials by Portable Hardness TestersLalit PatelPas encore d'évaluation
- Flexural Strength of Concrete (Using Simple Beam With Center-Point Loading)Document3 pagesFlexural Strength of Concrete (Using Simple Beam With Center-Point Loading)RajuNSanaboinaPas encore d'évaluation
- Flexural Strength of Concrete (Using Simple Beam With Third-Point Loading)Document3 pagesFlexural Strength of Concrete (Using Simple Beam With Third-Point Loading)Jhon Paul EstopinPas encore d'évaluation
- Rubber Properties in Compression': Standard Test Methods ForDocument4 pagesRubber Properties in Compression': Standard Test Methods Fortadsrikanth_chainluPas encore d'évaluation
- Apparent Hoop Tensile Strength of Plastic or Reinforced Plastic Pipe by Split Disk MethodDocument5 pagesApparent Hoop Tensile Strength of Plastic or Reinforced Plastic Pipe by Split Disk MethodAndres Camilo BenitezPas encore d'évaluation
- D 6797 - 02 Rdy3otcDocument3 pagesD 6797 - 02 Rdy3otcJuan GutierrezPas encore d'évaluation
- C78 PDFDocument3 pagesC78 PDFNgayxuan NguyenPas encore d'évaluation
- C215Document6 pagesC215leo_pio_ochoaPas encore d'évaluation
- ASTM A833-08aDocument3 pagesASTM A833-08aАртем ТитовPas encore d'évaluation
- Astm D575 91 PDFDocument4 pagesAstm D575 91 PDFIndah FajarwatiPas encore d'évaluation
- D 1635 - 00 Rde2mzu - PDFDocument3 pagesD 1635 - 00 Rde2mzu - PDFLupita CarelyPas encore d'évaluation
- D 3787 - 01 la resistencia al estallido de los textiles-prueba de estallido de la bola de la velocidad de la sustancia (CRT)Document4 pagesD 3787 - 01 la resistencia al estallido de los textiles-prueba de estallido de la bola de la velocidad de la sustancia (CRT)fibratest.asistentePas encore d'évaluation
- Astm c78Document4 pagesAstm c78Budi PrakosoPas encore d'évaluation
- Portable Hardness Testing by The Ultrasonic Contact Impedance MethodDocument8 pagesPortable Hardness Testing by The Ultrasonic Contact Impedance MethodDarwin DarmawanPas encore d'évaluation
- Flexural Strength of Concrete (Using Simple Beam With Center-Point Loading)Document3 pagesFlexural Strength of Concrete (Using Simple Beam With Center-Point Loading)Edmundo Jaita CuellarPas encore d'évaluation
- 7 - Pulse Velocity Test C 597 - 97Document4 pages7 - Pulse Velocity Test C 597 - 97Ahmad MujahidPas encore d'évaluation
- Tension Testing Wrought and Cast Aluminum-And Magnesium-Alloy ProductsDocument16 pagesTension Testing Wrought and Cast Aluminum-And Magnesium-Alloy ProductsEhab HarbPas encore d'évaluation
- ASTM E303 - 93 (Reapproved 2008)Document5 pagesASTM E303 - 93 (Reapproved 2008)mjaiswalPas encore d'évaluation
- Rockwell and Brinell Hardness of Metallic Materials by Portable Hardness TestersDocument5 pagesRockwell and Brinell Hardness of Metallic Materials by Portable Hardness TestersJones Pereira NetoPas encore d'évaluation
- Rubber Properties in Compression: Standard Test Methods ForDocument4 pagesRubber Properties in Compression: Standard Test Methods ForguruprasadcvPas encore d'évaluation
- Astm D4791Document4 pagesAstm D4791Jairo Andres Estupiñan CameroPas encore d'évaluation
- Astm e 110 2014Document5 pagesAstm e 110 2014Carlos Enrique Calles Serrano100% (2)
- Indentation Hardness of Metallic Materials by Portable Hardness TestersDocument2 pagesIndentation Hardness of Metallic Materials by Portable Hardness TestersalexedamalaPas encore d'évaluation
- C293 PDFDocument3 pagesC293 PDFHassan MokhtarPas encore d'évaluation
- ASTM C 215 Standard Test Method For Fundamental Transverse, Longitudinal, and Torsional ResonantDocument7 pagesASTM C 215 Standard Test Method For Fundamental Transverse, Longitudinal, and Torsional ResonantRyan LasacaPas encore d'évaluation
- Impact Testing of Miniaturized Charpy V-Notch Specimens: Standard Test Method ForDocument7 pagesImpact Testing of Miniaturized Charpy V-Notch Specimens: Standard Test Method ForTamilPas encore d'évaluation
- C97 C97M 15 1Document4 pagesC97 C97M 15 1Marcelo Alejandro GonzalezPas encore d'évaluation
- Astm D4475-02 - 2008Document4 pagesAstm D4475-02 - 2008Siu Hei LauPas encore d'évaluation
- Standard Test Methods For Sampling and TDocument10 pagesStandard Test Methods For Sampling and TkjmbringasPas encore d'évaluation
- Norme - Astm - D 3846 - 02Document3 pagesNorme - Astm - D 3846 - 02Ryan DrakePas encore d'évaluation
- Brinell Hardness of Metallic Materials: Standard Test Method ForDocument32 pagesBrinell Hardness of Metallic Materials: Standard Test Method ForJeffersonCruzPas encore d'évaluation
- D575-91 (2001) Standard Test Methods For Rubber Properties in CompressionDocument4 pagesD575-91 (2001) Standard Test Methods For Rubber Properties in Compressionรอคนบนฟ้า ส่งใครมาให้ สักคนPas encore d'évaluation
- ASTM E 139-06 Standard Test Methods For Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic Materials1Document14 pagesASTM E 139-06 Standard Test Methods For Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic Materials1Angel RamirezPas encore d'évaluation
- Rubber Properties in Compression: Standard Test Methods ForDocument4 pagesRubber Properties in Compression: Standard Test Methods Forjaime cadenaPas encore d'évaluation
- ASTM E10. Dureza BrinellDocument32 pagesASTM E10. Dureza BrinellAnonymous cG96JOJtlPas encore d'évaluation
- D1400 PDFDocument2 pagesD1400 PDFmemoPas encore d'évaluation
- Astm C 215Document7 pagesAstm C 215mickyfelixPas encore d'évaluation
- Measurement of Masonry Flexural Bond Strength: Standard Test Method ForDocument11 pagesMeasurement of Masonry Flexural Bond Strength: Standard Test Method ForFranky HernandezPas encore d'évaluation
- Astm A-833-17Document5 pagesAstm A-833-17Mos Peerapat100% (2)
- Astm e 384 Rev ADocument33 pagesAstm e 384 Rev ADavid Francisco Plata DuranPas encore d'évaluation
- Flexion de VigasDocument4 pagesFlexion de VigasAdán Cogley CantoPas encore d'évaluation
- C 803 PDFDocument5 pagesC 803 PDFMacky Novera0% (1)
- Astm EDocument32 pagesAstm EE Hammam El MissiryPas encore d'évaluation
- Penetration of Bituminous Materials: Standard Test Method ForDocument4 pagesPenetration of Bituminous Materials: Standard Test Method ForAnonymous qabSVjzrAPas encore d'évaluation
- Physical Pharmaceutics-II Lab Manual as per the PCI SyllabusD'EverandPhysical Pharmaceutics-II Lab Manual as per the PCI SyllabusPas encore d'évaluation
- Pressuremeter Testing: Methods and InterpretationD'EverandPressuremeter Testing: Methods and InterpretationÉvaluation : 5 sur 5 étoiles5/5 (2)
- Rebound Hammer Test and Non Destructive Testing of ConcreteD'EverandRebound Hammer Test and Non Destructive Testing of ConcretePas encore d'évaluation
- Assembly RecordDocument1 pageAssembly RecordrizkyrPas encore d'évaluation
- For Mild & High Tensile Strength Steel Use: Materials General ReviewDocument2 pagesFor Mild & High Tensile Strength Steel Use: Materials General ReviewrizkyrPas encore d'évaluation
- 1 Ecr JPK Vii 2019Document1 page1 Ecr JPK Vii 2019rizkyrPas encore d'évaluation
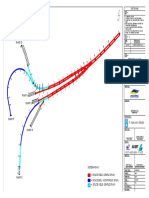
- Cikunir AllDocument1 pageCikunir AllrizkyrPas encore d'évaluation
- For Mild & High Tensile Strength Steel Use: Materials General ReviewDocument2 pagesFor Mild & High Tensile Strength Steel Use: Materials General ReviewrizkyrPas encore d'évaluation
- Carbon Equivalent and Multiplying Factor For Hardenability of SteelDocument6 pagesCarbon Equivalent and Multiplying Factor For Hardenability of SteelrizkyrPas encore d'évaluation
- Norma ASTM PDFDocument21 pagesNorma ASTM PDFarturoPas encore d'évaluation
- Rangkuman (Revisi. D)Document11 pagesRangkuman (Revisi. D)rizkyrPas encore d'évaluation
- For Mild & High Tensile Strength Steel Use: Materials General ReviewDocument2 pagesFor Mild & High Tensile Strength Steel Use: Materials General ReviewrizkyrPas encore d'évaluation
- INSPECTION of Galvanize Product PDFDocument24 pagesINSPECTION of Galvanize Product PDFNasikhatul AmanahPas encore d'évaluation
- Galvanized Steel Inspection GuideDocument4 pagesGalvanized Steel Inspection GuiderizkyrPas encore d'évaluation
- The Metallurgy of Welding Processes and Joint DesignDocument35 pagesThe Metallurgy of Welding Processes and Joint DesignFajar SiradzPas encore d'évaluation
- E 110 82 PDFDocument2 pagesE 110 82 PDFrizkyrPas encore d'évaluation
- Schneider Power Supply PhaseoDocument26 pagesSchneider Power Supply PhaseoScott EnnisPas encore d'évaluation
- 2017 Scoring Materials Math g6Document119 pages2017 Scoring Materials Math g6KRAPas encore d'évaluation
- Chinkon Kishin - Origens Shintoístas Do Okiyome e Do Espiritismo Na MahikariDocument2 pagesChinkon Kishin - Origens Shintoístas Do Okiyome e Do Espiritismo Na MahikariGauthier Alex Freitas de Abreu0% (1)
- Using Graphs To Display Data R 2-12 PDFDocument2 pagesUsing Graphs To Display Data R 2-12 PDFShafika AidaPas encore d'évaluation
- Din en 1320-1996Document18 pagesDin en 1320-1996edcam13Pas encore d'évaluation
- Welding Defects and AcceptanceDocument76 pagesWelding Defects and Acceptancearavindan100% (1)
- SPECIFIC GRAVITY - DENSITY OF HYDRAULIC CEMENT (IS - 4031-Part 11-1988)Document6 pagesSPECIFIC GRAVITY - DENSITY OF HYDRAULIC CEMENT (IS - 4031-Part 11-1988)Pritha DasPas encore d'évaluation
- Blower Selection For Wastewater Aeration PDFDocument10 pagesBlower Selection For Wastewater Aeration PDFRobert MontoyaPas encore d'évaluation
- Physical PropertiesDocument4 pagesPhysical PropertiesKolliparaDeepakPas encore d'évaluation
- EAPP w2Document13 pagesEAPP w2Elijah AquinoPas encore d'évaluation
- A Kitchen in The Corner of The HouseDocument2 pagesA Kitchen in The Corner of The HousedanielrubarajPas encore d'évaluation
- ArduinoDocument15 pagesArduinoAlvarez TomasPas encore d'évaluation
- Railway Electrification Projects Budget 2019-20Document9 pagesRailway Electrification Projects Budget 2019-20Muhammad Meraj AlamPas encore d'évaluation
- Copeland CompressorDocument135 pagesCopeland CompressorsugirinPas encore d'évaluation
- Gas Exchange in Plants and AnimalsDocument7 pagesGas Exchange in Plants and AnimalsMarvin MelisPas encore d'évaluation
- Anorexia NervosaDocument2 pagesAnorexia NervosaDhea Mae MadisPas encore d'évaluation
- Installation & Testing of Fire Protection SystemsDocument7 pagesInstallation & Testing of Fire Protection Systemssunny_84tPas encore d'évaluation
- Masterbrand Guidelines - September 2012: Confidential - For Internal Use OnlyDocument35 pagesMasterbrand Guidelines - September 2012: Confidential - For Internal Use OnlyDemerson CamposPas encore d'évaluation
- Grade 9 Unit 1 - Part 1: Square RootsDocument20 pagesGrade 9 Unit 1 - Part 1: Square RootsWilson ZhangPas encore d'évaluation
- Study Plan NCEPU PDFDocument2 pagesStudy Plan NCEPU PDFAhsan100% (1)
- WPS Ernicu 7 R1 3 6 PDFDocument4 pagesWPS Ernicu 7 R1 3 6 PDFandresPas encore d'évaluation
- Aminet 110 en PDFDocument17 pagesAminet 110 en PDFWahid AliPas encore d'évaluation
- The Anglican Digest - Winter 2022Document64 pagesThe Anglican Digest - Winter 2022The Anglican Digest100% (1)
- PCB Table of Contents GuideDocument3 pagesPCB Table of Contents GuidePreet ChahalPas encore d'évaluation
- General Guidelines For Design and Construction of Concrete Diaphram (Slurry) WallsDocument108 pagesGeneral Guidelines For Design and Construction of Concrete Diaphram (Slurry) WallsharleyPas encore d'évaluation
- March 17, 2016 Strathmore TimesDocument24 pagesMarch 17, 2016 Strathmore TimesStrathmore TimesPas encore d'évaluation
- MS-MS Analysis Programs - 2012 SlidesDocument14 pagesMS-MS Analysis Programs - 2012 SlidesJovanderson JacksonPas encore d'évaluation
- Kathrein 80010375Document2 pagesKathrein 80010375klamar5Pas encore d'évaluation
- Electronics Meet Animal BrainsDocument44 pagesElectronics Meet Animal BrainssherrysherryPas encore d'évaluation
- Sensing System Assisted Novel PID Controller For Efficient Speed Control of DC MDocument4 pagesSensing System Assisted Novel PID Controller For Efficient Speed Control of DC Mu2005044Pas encore d'évaluation