Vous aimerez peut-être aussi
- Wais IvDocument98 pagesWais IvJosania Hoffmann88% (16)
- BSC Copa Airlines EstudianteDocument6 pagesBSC Copa Airlines Estudiantelucadimo100% (1)
- Lean Six Sigma FundamentosDocument26 pagesLean Six Sigma FundamentosDiego Luis GonzalesPas encore d'évaluation
- Six Sigma Ejemplos PDFDocument8 pagesSix Sigma Ejemplos PDFBeto YañezPas encore d'évaluation
- 3 Metricas Seis SigmaDocument25 pages3 Metricas Seis SigmaNoe NavarroPas encore d'évaluation
- Preguntas 8dsDocument1 pagePreguntas 8dsElizabeth ManzanoPas encore d'évaluation
- APQP: Planificación Avanzada Calidad ProductoDocument42 pagesAPQP: Planificación Avanzada Calidad ProductoEduardo Jose UribePas encore d'évaluation
- 16 Perdidas e Indices de MttoDocument10 pages16 Perdidas e Indices de MttoRodriguez Millan100% (1)
- Funcion de PérdidaDocument21 pagesFuncion de PérdidaPrici Villa Fuentes100% (1)
- CAPITULO III, Ejercicios Takt TimeDocument16 pagesCAPITULO III, Ejercicios Takt Timevladimir50% (2)
- Caracteristicas EspecialesDocument34 pagesCaracteristicas Especialeswelfor3mart3nezPas encore d'évaluation
- Ejercicio Takt TimeDocument2 pagesEjercicio Takt Timecorreo basuraPas encore d'évaluation
- AMEF RestaurantDocument78 pagesAMEF Restaurantandres lopez33% (3)
- Lean Six Sigma CQE: Análisis de datos de calidadDocument2 pagesLean Six Sigma CQE: Análisis de datos de calidadegcaldwell25% (4)
- Ejercicios Hombre MaquinaDocument1 pageEjercicios Hombre Maquinacromrey71% (7)
- Ejercicios Hombre MaquinaDocument1 pageEjercicios Hombre Maquinacromrey71% (7)
- HistoriaDocument3 pagesHistoriaRoberth Nuñez Flores0% (1)
- 01 Introduccion A La Optometria PDFDocument11 pages01 Introduccion A La Optometria PDFNarda Cecilia Acosta HdzPas encore d'évaluation
- Mediciones SSDocument8 pagesMediciones SSRocio MoralesPas encore d'évaluation
- Six Sigma y mejora continuaDocument44 pagesSix Sigma y mejora continuaAnibal Miranda GarzonPas encore d'évaluation
- Desarrollo de productos creativosDocument26 pagesDesarrollo de productos creativosramiroPas encore d'évaluation
- Amef y Poka YokeDocument4 pagesAmef y Poka YokeLuis David Orozco HerreraPas encore d'évaluation
- Ejercicios Del Análisis Del Sistema de MediciónDocument2 pagesEjercicios Del Análisis Del Sistema de MediciónToto ヅ GarmontoPas encore d'évaluation
- Cuestionario de 8Ds y QC StoryDocument3 pagesCuestionario de 8Ds y QC StoryLupita CoronaPas encore d'évaluation
- Indicadores UPV (FTT) PDFDocument7 pagesIndicadores UPV (FTT) PDFangelo_1989Pas encore d'évaluation
- Cuestionario Capacidad de PlantaDocument9 pagesCuestionario Capacidad de PlantaMario Daniel Criollo LaraPas encore d'évaluation
- Definición del proyecto de mejora continuaDocument74 pagesDefinición del proyecto de mejora continuaEdna Gabriela Ceja SilvaPas encore d'évaluation
- Clase MRP IIDocument38 pagesClase MRP IIEver Padilla0% (1)
- Manual Productividad-OITDocument97 pagesManual Productividad-OITJosé L. FailocPas encore d'évaluation
- Tabla para La Evaluación de Los Deméritos.Document24 pagesTabla para La Evaluación de Los Deméritos.guillermo cariacoPas encore d'évaluation
- Upn TQM 7 Pasos Caso AplicaciónDocument24 pagesUpn TQM 7 Pasos Caso AplicacióndanielPas encore d'évaluation
- Lean logística UCCDocument8 pagesLean logística UCCJusse Garca0% (1)
- Gráficas control procesosDocument37 pagesGráficas control procesosAileen Elizabeth Santiago CervantesPas encore d'évaluation
- Semana 2 CPEL Planeamiento y Control de OperacionesDocument79 pagesSemana 2 CPEL Planeamiento y Control de OperacionesAlfonso Aler InsúaPas encore d'évaluation
- TA2 - Grupo 1 - ISO 28000Document8 pagesTA2 - Grupo 1 - ISO 28000Mishel RamosPas encore d'évaluation
- IN147 Ingenieria de Metodos 201501Document5 pagesIN147 Ingenieria de Metodos 201501Jesus Ibarra ReynosoPas encore d'évaluation
- Capacidad de ProcesoDocument21 pagesCapacidad de ProcesoMishelly VillegasPas encore d'évaluation
- Historia Del Six SigmaDocument5 pagesHistoria Del Six Sigmajorge resendizPas encore d'évaluation
- Disponibilidad 88.10%: Paradas PlaneadasDocument14 pagesDisponibilidad 88.10%: Paradas PlaneadasRome AluPas encore d'évaluation
- Manual SPC Segunda Edición PDFDocument234 pagesManual SPC Segunda Edición PDFSebastian Gomez MorenoPas encore d'évaluation
- Trabajo Final InvopeDocument17 pagesTrabajo Final InvopeSofia ArancibiaPas encore d'évaluation
- TallerDocument2 pagesTallerKarinaa Vasquez Cardenas0% (1)
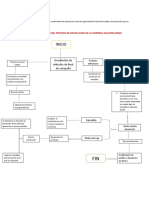
- Inicio: Diagrama de Flujo Del Proceso de Devolucion de La Empresa JuguetelandiaDocument3 pagesInicio: Diagrama de Flujo Del Proceso de Devolucion de La Empresa Juguetelandiafiorela cardosoPas encore d'évaluation
- Grijalva BCDocument293 pagesGrijalva BCWilkins Albujar CampomanesPas encore d'évaluation
- Diagrama SipocDocument2 pagesDiagrama Sipocmaria monteroPas encore d'évaluation
- CASO PRACTICO SeguridadDocument4 pagesCASO PRACTICO Seguridadayozinho100% (1)
- Resumen de Los Puntos de IATF 16949Document5 pagesResumen de Los Puntos de IATF 16949renanmastachePas encore d'évaluation
- Mejorar consumo combustible vehículo usando Seis SigmaDocument0 pageMejorar consumo combustible vehículo usando Seis SigmaHorus SolerPas encore d'évaluation
- Taller Líneas de ProducciónDocument1 pageTaller Líneas de ProducciónSebastian Páez ValenciaPas encore d'évaluation
- Exposición VSM - Diseño de PlantaDocument32 pagesExposición VSM - Diseño de PlantaLaura vargas cantorPas encore d'évaluation
- Teoria de RestriccionesDocument10 pagesTeoria de RestriccionesXochitl SánchezPas encore d'évaluation
- DFMDocument48 pagesDFMapi-3842239100% (4)
- Es Tuv Sud Amt Infografia Iatf 16949Document1 pageEs Tuv Sud Amt Infografia Iatf 16949RubenFdezPas encore d'évaluation
- PLANTILLA 8D. Ejemplo PDFDocument1 pagePLANTILLA 8D. Ejemplo PDFmiriam lopezPas encore d'évaluation
- Test 02 - M1 - 04 - 07Document3 pagesTest 02 - M1 - 04 - 07harold greffaPas encore d'évaluation
- Practica Calculo Del OEE - EjerciciosDocument6 pagesPractica Calculo Del OEE - EjercicioslosoresdPas encore d'évaluation
- Ejercicios Resueltos Gráficos de ControlDocument12 pagesEjercicios Resueltos Gráficos de ControlKaterine Ortega RiañoPas encore d'évaluation
- Herramientas de La Calidad Ejercicios PDFDocument3 pagesHerramientas de La Calidad Ejercicios PDFAngel Romero100% (1)
- Mediciones Seis SigmaDocument25 pagesMediciones Seis SigmaPer DCPas encore d'évaluation
- 6S Mediciones - Seis - Sigma2Document24 pages6S Mediciones - Seis - Sigma2Eduardo RodriguezPas encore d'évaluation
- Six Sigma DPODocument3 pagesSix Sigma DPOJuanpa PuaquePas encore d'évaluation
- Primitivo Reyes - IC (2009) - 01 Definir 02Document39 pagesPrimitivo Reyes - IC (2009) - 01 Definir 02Diego Fernando GonzálezPas encore d'évaluation
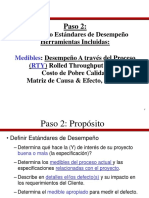
- Definiendo estándares de desempeño y métricas clave en Seis SigmaDocument77 pagesDefiniendo estándares de desempeño y métricas clave en Seis SigmaCarlos FloresPas encore d'évaluation
- Mediciones Seis SigmaDocument28 pagesMediciones Seis SigmaCesar Tineo SalazarPas encore d'évaluation
- Rendimiento y Calidad en Procesos SecuencialesDocument27 pagesRendimiento y Calidad en Procesos SecuencialesJonapo PortilloPas encore d'évaluation
- Biofertilizante y nitrógeno en maíz VS-535Document10 pagesBiofertilizante y nitrógeno en maíz VS-535pmtmsPas encore d'évaluation
- Maiz PDFDocument13 pagesMaiz PDFNoe JonatanPas encore d'évaluation
- 179420763002Document12 pages179420763002Danny GudielPas encore d'évaluation
- Costos CalidadDocument2 pagesCostos CalidadpmtmsPas encore d'évaluation
- Estrategias para La Producción de Maíz Frente A Los Impactos Del Cambio ClimáticoDocument11 pagesEstrategias para La Producción de Maíz Frente A Los Impactos Del Cambio ClimáticopmtmsPas encore d'évaluation
- Aid Evaluation Colombia Diary Chain Spanish 2017Document47 pagesAid Evaluation Colombia Diary Chain Spanish 2017pmtmsPas encore d'évaluation
- Clasificacion y Origen Del MaizDocument9 pagesClasificacion y Origen Del MaizJEAN CARLOS REYES ABRIGOPas encore d'évaluation
- Maíz, Alimentación y Productividad - Modelo Tecnológico para Productores de Temporal de MéxicoDocument21 pagesMaíz, Alimentación y Productividad - Modelo Tecnológico para Productores de Temporal de MéxicopmtmsPas encore d'évaluation
- Rendimiento y Rentabilidad de Maíz en Función Del Genotipo, Biofertilizante y Nitrógeno, en Clima CálidoDocument14 pagesRendimiento y Rentabilidad de Maíz en Función Del Genotipo, Biofertilizante y Nitrógeno, en Clima CálidopmtmsPas encore d'évaluation
- 179420763002Document12 pages179420763002Danny GudielPas encore d'évaluation
- Caso PDFDocument1 pageCaso PDFpmtmsPas encore d'évaluation
- Caso AquilanoDocument2 pagesCaso AquilanopmtmsPas encore d'évaluation
- Taguchi y MuestreoDocument38 pagesTaguchi y MuestreopmtmsPas encore d'évaluation
- Capacidad Desemp ProcesoDocument32 pagesCapacidad Desemp Procesodalila_roblesPas encore d'évaluation
- Costos No Calidad PDFDocument18 pagesCostos No Calidad PDFpmtmsPas encore d'évaluation
- Costos Totales de La Calidad PDFDocument7 pagesCostos Totales de La Calidad PDFpmtmsPas encore d'évaluation
- Anexo 1. Descripción de Ejes y Lineas Temáticas Revisado. Convocatoria PaísDocument9 pagesAnexo 1. Descripción de Ejes y Lineas Temáticas Revisado. Convocatoria PaíspmtmsPas encore d'évaluation
- Codigo de BarrasDocument16 pagesCodigo de BarraspmtmsPas encore d'évaluation
- Taller Sob Reel Juego Del A CervezaDocument6 pagesTaller Sob Reel Juego Del A CervezaPedrito RodriguezPas encore d'évaluation
- Taller Sob Reel Juego Del A CervezaDocument6 pagesTaller Sob Reel Juego Del A CervezaPedrito RodriguezPas encore d'évaluation
- VSMDocument3 pagesVSMpmtmsPas encore d'évaluation
- Taller Sob Reel Juego Del A CervezaDocument6 pagesTaller Sob Reel Juego Del A CervezaPedrito RodriguezPas encore d'évaluation
- El Poder Del Cluster. JOSE ALBORSDocument10 pagesEl Poder Del Cluster. JOSE ALBORSpmtmsPas encore d'évaluation
- Taller Sob Reel Juego Del A CervezaDocument6 pagesTaller Sob Reel Juego Del A CervezaPedrito RodriguezPas encore d'évaluation
- Muisca - Enciclopedia - BanrepculturalDocument14 pagesMuisca - Enciclopedia - BanrepculturalpmtmsPas encore d'évaluation
- Distribución PlantaDocument44 pagesDistribución PlantapmtmsPas encore d'évaluation
- Manual de Procedimientos de Gestión Del SGCDocument45 pagesManual de Procedimientos de Gestión Del SGCpmtmsPas encore d'évaluation
- Sentencia Del Tribunal Sobre Libre Transito (Rejas) 03482-2005-HCDocument10 pagesSentencia Del Tribunal Sobre Libre Transito (Rejas) 03482-2005-HCgustavo chahunPas encore d'évaluation
- MeTa HaCkErDocument37 pagesMeTa HaCkErshabedekam100% (6)
- 3° Apunte La Eficiencia Econà MicaDocument5 pages3° Apunte La Eficiencia Econà MicaIvanna OlavarriaPas encore d'évaluation
- ¿Quieres Aprender A Hacer Trading?Document2 pages¿Quieres Aprender A Hacer Trading?toe65handPas encore d'évaluation
- Foro Semana 01Document2 pagesForo Semana 01huber yancePas encore d'évaluation
- Unidad 3 Psicologia Comunitaria, MATRIZ.2Document9 pagesUnidad 3 Psicologia Comunitaria, MATRIZ.2Ana MoscotePas encore d'évaluation
- Mascarilla C TRACKDocument6 pagesMascarilla C TRACKDragneel Angel D. LelouchPas encore d'évaluation
- Cuadro ComparativoDocument2 pagesCuadro Comparativojulian veraPas encore d'évaluation
- Tuna y ChayoteDocument6 pagesTuna y ChayoteCotrina Flor AliciaPas encore d'évaluation
- Automatización de Procesos AdministrativosDocument9 pagesAutomatización de Procesos AdministrativosBryan LimaPas encore d'évaluation
- Ciencia y FeDocument76 pagesCiencia y Fepablo201313Pas encore d'évaluation
- La AutobiografíaDocument5 pagesLa AutobiografíaRUTH MONTENEGRO REAÑOPas encore d'évaluation
- Examen Parcial Impuesto de Renta Semana 4Document17 pagesExamen Parcial Impuesto de Renta Semana 4Oscar Ronderos InfantePas encore d'évaluation
- Dante AlighieriDocument13 pagesDante AlighieriSofía ParedPas encore d'évaluation
- Catálogo de memes para la historia educativa de MéxicoDocument18 pagesCatálogo de memes para la historia educativa de MéxicoChko Saldaña0% (1)
- Tema 35 La Época de Los Valentinianos y TeodosioDocument9 pagesTema 35 La Época de Los Valentinianos y TeodosioFran Baena SanchezPas encore d'évaluation
- Legalidad y Autencidad Del Elemento Material ProbatorioDocument2 pagesLegalidad y Autencidad Del Elemento Material ProbatoriovictorPas encore d'évaluation
- La Vuelta A Formosa AdaptadoDocument1 pageLa Vuelta A Formosa AdaptadolauramgmPas encore d'évaluation
- Daniela Bassa - Revista Runa - La Defensa de La Identidad Provincial en Una Asociación Literaria - La Asociación Pampeana de Escritores de Santa Rosa, La PampaDocument10 pagesDaniela Bassa - Revista Runa - La Defensa de La Identidad Provincial en Una Asociación Literaria - La Asociación Pampeana de Escritores de Santa Rosa, La PampaLaura NuñezPas encore d'évaluation
- Sor Juana Inés de La Cruz Hombres Necios Que AcusáisDocument1 pageSor Juana Inés de La Cruz Hombres Necios Que Acusáisjohn11701Pas encore d'évaluation
- Cita Textual FrankleònDocument6 pagesCita Textual FrankleònFrankLeonPas encore d'évaluation
- Ensayo de Desarrollo Fisico y PsicomotorDocument8 pagesEnsayo de Desarrollo Fisico y PsicomotorDulce MedinaPas encore d'évaluation
- 2 - Manejo de Suelos Con Acumulacion de Sales (Garcia A)Document21 pages2 - Manejo de Suelos Con Acumulacion de Sales (Garcia A)wuariPas encore d'évaluation
- Unidad II. El Estudio de Los Fenómenos Naturales Desde Una Perspectiva InterdisciplinarDocument3 pagesUnidad II. El Estudio de Los Fenómenos Naturales Desde Una Perspectiva InterdisciplinarMarysol SalgadoPas encore d'évaluation
- Jean Pierre Teullet, El Soda RebeldeDocument4 pagesJean Pierre Teullet, El Soda RebeldeparacaPas encore d'évaluation
- Hacedor de Caminos - ADocument1 pageHacedor de Caminos - AMarlon ObandoPas encore d'évaluation
- Relleno en PastaDocument48 pagesRelleno en PastaNelson SilvestrePas encore d'évaluation