Vous aimerez peut-être aussi
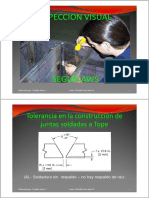
- Soldadura tolerancias inspección visualDocument11 pagesSoldadura tolerancias inspección visualAntony Bolivar RodriguezPas encore d'évaluation
- Soldadura tolerancias inspección visualDocument11 pagesSoldadura tolerancias inspección visualAntony Bolivar RodriguezPas encore d'évaluation
- Practica Calificada 3 MaterialesDocument7 pagesPractica Calificada 3 MaterialesKevin Ronaldo Arenas AguilarPas encore d'évaluation
- Templado acero 1045Document14 pagesTemplado acero 1045wilson100% (1)
- Laboratorio N°6 ULTRASONIDODocument15 pagesLaboratorio N°6 ULTRASONIDOJhon Jairo Antara ZevallosPas encore d'évaluation
- Analisis de Iperc PDFDocument13 pagesAnalisis de Iperc PDFEsteban Korafi ApontePas encore d'évaluation
- Triptico Materiales PDFDocument2 pagesTriptico Materiales PDFEduardo GonzalezPas encore d'évaluation
- TTT-Acero templadoDocument3 pagesTTT-Acero templadoBrayan HH50% (2)
- Simbologia AwsDocument31 pagesSimbologia Awscar_lin100% (6)
- Lab TRATAMIENTO TERMICODocument15 pagesLab TRATAMIENTO TERMICOStephanie Denyss LozanoPas encore d'évaluation
- GA03 3C2 PEP Camiones Mineros 2017Document7 pagesGA03 3C2 PEP Camiones Mineros 2017yOmaRPas encore d'évaluation
- DS 005-2012-TR Reglamento Ley 29783 LSSTDocument20 pagesDS 005-2012-TR Reglamento Ley 29783 LSSTJhon MoralesPas encore d'évaluation
- Lab 09 Hidraulica Eq Pesado 2023-1Document11 pagesLab 09 Hidraulica Eq Pesado 2023-1Maricielo Chambi QuispePas encore d'évaluation
- Lab 4 HidraulicaDocument12 pagesLab 4 HidraulicaRony ApazaPas encore d'évaluation
- Mediciones 2015 Laboratorio N°1Document10 pagesMediciones 2015 Laboratorio N°1Sthiden Sanabria ChaconPas encore d'évaluation
- Informe 02Document17 pagesInforme 02ronald ccama churaPas encore d'évaluation
- Laboratorio 1 Taller Mecanico 2015 IIDocument15 pagesLaboratorio 1 Taller Mecanico 2015 IIJordan Capa Zamata100% (3)
- Lab. Tratamiento Termico.Document9 pagesLab. Tratamiento Termico.Pablo Jesus BaldocedaPas encore d'évaluation
- Laboratorio 5 METALOGRAFIADocument12 pagesLaboratorio 5 METALOGRAFIACrisTian Dikey ChhPas encore d'évaluation
- Informe 03 Avance ImpactoDocument33 pagesInforme 03 Avance Impactoray aldahir chullo montesPas encore d'évaluation
- Glab-S04 Líquidos PenetrantesDocument13 pagesGlab-S04 Líquidos PenetrantesLuis Antonio Galvez CaballeroPas encore d'évaluation
- Laboratorio de ultrasonido para detección de fallasDocument25 pagesLaboratorio de ultrasonido para detección de fallasCarlos Sanchez Laque100% (1)
- 11 Laboratorio PegadasDocument8 pages11 Laboratorio PegadasEINER100% (1)
- Roscado Manual Lab 8 Teller MecanicoDocument12 pagesRoscado Manual Lab 8 Teller MecanicoEdson Ivan Montano SotoPas encore d'évaluation
- Laboratorio 3matDocument10 pagesLaboratorio 3matelvisPas encore d'évaluation
- L7 - Impacto de MetalesDocument19 pagesL7 - Impacto de MetalesDaniel Alonzo Aguilar CarapiPas encore d'évaluation
- Laboratorio 11Document15 pagesLaboratorio 11Luis Antonio Galvez CaballeroPas encore d'évaluation
- Lab02 - Diodo Semiconductor PDFDocument14 pagesLab02 - Diodo Semiconductor PDFLuis Manuel Chirinos CosiPas encore d'évaluation
- Glab S10 Kabt 2019 02 1Document10 pagesGlab S10 Kabt 2019 02 1Luis Galvez CaballeroPas encore d'évaluation
- Lab Hidraulica 03 Chino ChambiDocument15 pagesLab Hidraulica 03 Chino ChambianthonyPas encore d'évaluation
- Fallas lubricación motores combustiónDocument3 pagesFallas lubricación motores combustiónMarcioPas encore d'évaluation
- Laboratorio 04 TP PMDocument5 pagesLaboratorio 04 TP PMJosué GuerreroPas encore d'évaluation
- Informe N 01 SoldaduraDocument7 pagesInforme N 01 SoldaduraRichard SanchezPas encore d'évaluation
- Laboratorio 01 Electrohidraulica: Curso: Análisis de Sistemas HidráulicosDocument15 pagesLaboratorio 01 Electrohidraulica: Curso: Análisis de Sistemas HidráulicosJuanjose ChoquemaquechoquePas encore d'évaluation
- Lab 01 - Clasificación de EquiposDocument7 pagesLab 01 - Clasificación de EquiposRuben OlartePas encore d'évaluation
- El Arrancador Laboritorio Yoncito La ChikitaDocument21 pagesEl Arrancador Laboritorio Yoncito La ChikitaSjhon Soto ChañiPas encore d'évaluation
- Escuadra de CentradoDocument14 pagesEscuadra de CentradoSergio DantePas encore d'évaluation
- Lab-7 Mecanica de SolidosDocument5 pagesLab-7 Mecanica de SolidosBrayan Quispe Cadena0% (1)
- Recuperacion de Practica Calificada 1 2020 G5Document8 pagesRecuperacion de Practica Calificada 1 2020 G5Diana SilveraPas encore d'évaluation
- Calculo y Selección de FajasDocument24 pagesCalculo y Selección de FajasFranklin Agreda QuispePas encore d'évaluation
- Ensayo de Dureza Vickers en MaterialesDocument8 pagesEnsayo de Dureza Vickers en MaterialesORUSIPTPas encore d'évaluation
- Lab Nr1 Ingmtto - Rcm-1Document4 pagesLab Nr1 Ingmtto - Rcm-1Albert Pinto Tapia Ceviche0% (1)
- Glab-S06 Materiales Sinteticos y CompuestosDocument16 pagesGlab-S06 Materiales Sinteticos y CompuestosLuis Antonio Galvez CaballeroPas encore d'évaluation
- L 12 - Solicitud y CorreoDocument4 pagesL 12 - Solicitud y CorreoOmar Eduardo Flores QuispePas encore d'évaluation
- Lab8. Ensayo de FatigaDocument9 pagesLab8. Ensayo de FatigaDaniel Alonzo Aguilar CarapiPas encore d'évaluation
- IdentifCompHidrMotoniveladoraDocument8 pagesIdentifCompHidrMotoniveladoraJarvis Kike Goñas PazPas encore d'évaluation
- Identificación de tornillosDocument22 pagesIdentificación de tornillosClaudio Mateo Torres LizárragaPas encore d'évaluation
- Circuitos eléctricos vehicularesDocument10 pagesCircuitos eléctricos vehicularesGJ VargasPas encore d'évaluation
- Lab 2 Estado de La Batería y Circuitos de LucesDocument2 pagesLab 2 Estado de La Batería y Circuitos de LucesJhon Charles Tucto QuispePas encore d'évaluation
- Mecánica de MaterialesDocument11 pagesMecánica de MaterialesPaolo ValdiviaPas encore d'évaluation
- Ensayo de dureza en materialesDocument15 pagesEnsayo de dureza en materialesDaniel Alonzo Aguilar CarapiPas encore d'évaluation
- Nuevo Laboratorio ImpactoDocument10 pagesNuevo Laboratorio ImpactoAlexanderAlfaroGomezPas encore d'évaluation
- Adicional Micrometro.Document3 pagesAdicional Micrometro.owen torres0% (1)
- Velocidad del sonido en el aire: Análisis experimentalDocument8 pagesVelocidad del sonido en el aire: Análisis experimentalBruno Ramiro Sosa SalasPas encore d'évaluation
- Taller Evaluado de Salida 3Document12 pagesTaller Evaluado de Salida 3Jesus Cataño Pozo100% (1)
- Unión pegada de materialesDocument8 pagesUnión pegada de materialesJulioTorrezPas encore d'évaluation
- Mejora continua en procesos de comercializaciónDocument5 pagesMejora continua en procesos de comercializaciónDiego Gabriel Santos PradoPas encore d'évaluation
- CUESTIONARIODocument5 pagesCUESTIONARIOAlex FloresPas encore d'évaluation
- Informe de Impacto de PolimerosDocument11 pagesInforme de Impacto de PolimerosNicolas GalvezPas encore d'évaluation
- Foro Calificado 1 Huayana LuzmilaDocument4 pagesForo Calificado 1 Huayana LuzmilaKevin De La Sota MurilloPas encore d'évaluation
- Informe 06 Tecnología de MaterialesDocument6 pagesInforme 06 Tecnología de MaterialesAdrián Cobeñas0% (2)
- 11-Laboratorio 7Document9 pages11-Laboratorio 7Principe Reyes Junior0% (2)
- Oyc C19B Lab06 G3Document5 pagesOyc C19B Lab06 G3Antony Jesus Ynca NovaPas encore d'évaluation
- L7 - Impacto de Polimeros-1-1Document10 pagesL7 - Impacto de Polimeros-1-1Edmilson Chuquirimay HuamaniPas encore d'évaluation
- Avance Proyecto Tratamientos TérmicosDocument3 pagesAvance Proyecto Tratamientos TérmicosAbel Nohpal BrionesPas encore d'évaluation
- Tratamientos TermicosDocument5 pagesTratamientos TermicosCesar EspinozaPas encore d'évaluation
- T3 Tratamientos TermicosDocument11 pagesT3 Tratamientos TermicosJuan ChapacaPas encore d'évaluation
- Reglamento IpenDocument7 pagesReglamento IpenJimmy David Espinoza MejiaPas encore d'évaluation
- Cardenas Renato Evaluacion Aptitud Servicio Tuberia PDFDocument112 pagesCardenas Renato Evaluacion Aptitud Servicio Tuberia PDFOsmar LindoPas encore d'évaluation
- Prevencion de Accidentes en Gammagrafia IndustrialDocument79 pagesPrevencion de Accidentes en Gammagrafia IndustrialHenry MatosPas encore d'évaluation
- Inf TanquesDocument7 pagesInf TanquesRoxana Olivera de EspinozaPas encore d'évaluation
- P MagnetDocument10 pagesP MagnetJimmy David Espinoza MejiaPas encore d'évaluation
- Registro de Dialogo de Seguridad 2014Document1 pageRegistro de Dialogo de Seguridad 2014Jimmy David Espinoza MejiaPas encore d'évaluation
- Inspección por partículas magnéticas ASME Secc. V Artículo 7Document7 pagesInspección por partículas magnéticas ASME Secc. V Artículo 7ecoblack100% (1)
- PMagnet PDFDocument10 pagesPMagnet PDFJimmy David Espinoza MejiaPas encore d'évaluation
- Planilla Del 23-11 Al 30-11 NANI Y LUCIA MENACHODocument8 pagesPlanilla Del 23-11 Al 30-11 NANI Y LUCIA MENACHOJimmy David Espinoza MejiaPas encore d'évaluation
- Paper Fatiga ChaveteroDocument10 pagesPaper Fatiga ChaveteroJimmy Leonardo Albornoz MontenegroPas encore d'évaluation
- Explicacion de Diagramas de FaseDocument25 pagesExplicacion de Diagramas de FaseArmando Martinez GPas encore d'évaluation
- Diagrama de RoturaDocument3 pagesDiagrama de RoturaJimmy David Espinoza MejiaPas encore d'évaluation
- Problemas FracturaDocument9 pagesProblemas FracturaGonzalo MazaPas encore d'évaluation
- Requisitos para Habilitacion Contratistas en PRAXAIR Ago - 2018Document7 pagesRequisitos para Habilitacion Contratistas en PRAXAIR Ago - 2018Jimmy David Espinoza MejiaPas encore d'évaluation
- Metalurgia de La SoldaduraDocument99 pagesMetalurgia de La SoldaduraJavierAlbertoGarciaSeledonioPas encore d'évaluation
- SolicitudIngresoPersonalYehiculoDocument2 pagesSolicitudIngresoPersonalYehiculoJimmy David Espinoza MejiaPas encore d'évaluation
- Packing List - Puente Peatonal 1 L 32.450Document17 pagesPacking List - Puente Peatonal 1 L 32.450Jimmy David Espinoza MejiaPas encore d'évaluation
- Uso de ArnesDocument8 pagesUso de ArnesJimmy David Espinoza MejiaPas encore d'évaluation
- Aplicacion TintesDocument1 pageAplicacion TintesJimmy David Espinoza MejiaPas encore d'évaluation
- Calibracion de EquiposDocument1 pageCalibracion de EquiposJimmy David Espinoza MejiaPas encore d'évaluation
- Regla de Calculo RonaldDocument2 pagesRegla de Calculo RonaldJimmy David Espinoza MejiaPas encore d'évaluation
- Sistema de Puesta A Tierra - Instalacion PDFDocument11 pagesSistema de Puesta A Tierra - Instalacion PDFJuan Garcia BernalPas encore d'évaluation
- PortilloDocument20 pagesPortilloJimmy David Espinoza MejiaPas encore d'évaluation
- Gabinete GSW 06Document2 pagesGabinete GSW 06Jimmy David Espinoza MejiaPas encore d'évaluation
- Mega ConstruccionesDocument5 pagesMega ConstruccionesJimmy David Espinoza MejiaPas encore d'évaluation
- Ficha Tecnica Orvar SupremeDocument12 pagesFicha Tecnica Orvar SupremeDavid AcostaPas encore d'évaluation
- SISA A2 acero herramientaDocument2 pagesSISA A2 acero herramientamemoPas encore d'évaluation
- Informe Tratamiento TermicosDocument39 pagesInforme Tratamiento TermicosJohnattan R. SanchezPas encore d'évaluation
- Informe 8 Materiales de LaboratorioDocument6 pagesInforme 8 Materiales de LaboratorioGómez M KleberPas encore d'évaluation
- Heavy Hex Nut DimensionsDocument2 pagesHeavy Hex Nut Dimensionsluis martinezPas encore d'évaluation
- Camisas de Los PistonesDocument22 pagesCamisas de Los PistonesCenelis CNogoaPas encore d'évaluation
- Capitulo 11. - Soldabilidad de Aceros Templados y RevenidosDocument23 pagesCapitulo 11. - Soldabilidad de Aceros Templados y RevenidosJorge Luis Olivar QuinteroPas encore d'évaluation
- Guia de Practicas 2019-IDocument37 pagesGuia de Practicas 2019-ImarcoPas encore d'évaluation
- Tratam Termico RecocidoDocument90 pagesTratam Termico Recocidoyemiileth molinaaPas encore d'évaluation
- Aceros PropiedadesDocument22 pagesAceros PropiedadesAndré Soria AmanchaPas encore d'évaluation
- Revenido de aceros AISI 1045 y 1060Document19 pagesRevenido de aceros AISI 1045 y 1060Carolina LizaPas encore d'évaluation
- Acero SISA A2 PDFDocument2 pagesAcero SISA A2 PDFholamecoPas encore d'évaluation
- Acero L6Document2 pagesAcero L6J Ferreyra LibanoPas encore d'évaluation
- Proyecto Mec 324Document4 pagesProyecto Mec 324Juan Jo Z. CHPas encore d'évaluation
- REVENIDODocument6 pagesREVENIDOMichel MadrigalPas encore d'évaluation
- TP Metalografia - RevenidoDocument9 pagesTP Metalografia - RevenidoAnonymous KdnOsd9Pas encore d'évaluation
- Diseño de CasingDocument118 pagesDiseño de CasingLuis Mancilla100% (3)
- Diseño de Revestimientos CasingDocument118 pagesDiseño de Revestimientos CasinglyndsaylopezmartinezPas encore d'évaluation
- Templado y Revenido de MetalesDocument9 pagesTemplado y Revenido de MetalesPattyy MontoyaPas encore d'évaluation
- Thyssen Aceros y Servicios S.A.: Thyrapid 3343 ®Document2 pagesThyssen Aceros y Servicios S.A.: Thyrapid 3343 ®Rolando CastilloPas encore d'évaluation
- Aceros CriogenicosDocument134 pagesAceros CriogenicosadescargarPas encore d'évaluation
- Informe N°2-Epn-ConformadoDocument10 pagesInforme N°2-Epn-ConformadoDylanPas encore d'évaluation
- Aceros para HerramientasDocument3 pagesAceros para HerramientasAndrea PalomoPas encore d'évaluation
- Acero SISA MET M4 de Metalurgia en Polvo PM PDFDocument2 pagesAcero SISA MET M4 de Metalurgia en Polvo PM PDFcphcricriPas encore d'évaluation
- CementacionDocument15 pagesCementacionSamuelTejadaPas encore d'évaluation
- Catalogo General IBCADocument403 pagesCatalogo General IBCAGabo García Granizo100% (1)
- Acero para Cementación y sus AplicacionesDocument6 pagesAcero para Cementación y sus AplicacionesMiguel Arguz100% (1)
- Temple-Revenido de cuatro acerosDocument14 pagesTemple-Revenido de cuatro acerosSteven CHPas encore d'évaluation