Vous aimerez peut-être aussi
- Ultrasonidos: Nivel IID'EverandUltrasonidos: Nivel IIÉvaluation : 5 sur 5 étoiles5/5 (1)
- Procedimiento Ut Phase ArrayDocument41 pagesProcedimiento Ut Phase ArrayErick Olavarria100% (5)
- Curso Inspeccion VisualDocument175 pagesCurso Inspeccion VisualSamuel100% (6)
- Análisis de precios unitarios de conceptos de trabajo y suministro de tubo selloDocument302 pagesAnálisis de precios unitarios de conceptos de trabajo y suministro de tubo selloSamuel100% (2)
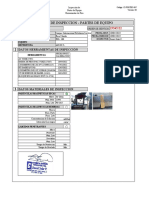
- Fluidos 3Document14 pagesFluidos 3Fito MenaPas encore d'évaluation
- 5.0 Procedimiento de Inspeccion VisualDocument10 pages5.0 Procedimiento de Inspeccion VisualareliPas encore d'évaluation
- Cis-P-Cal Haz Angular Phasor XsDocument35 pagesCis-P-Cal Haz Angular Phasor XsArturoMachorroPas encore d'évaluation
- Check List Maquinas de SoldarDocument1 pageCheck List Maquinas de SoldarDaniel Sustaita CibrianPas encore d'évaluation
- Ultrasonidos Phased-Array para inspección de metales grandesDocument61 pagesUltrasonidos Phased-Array para inspección de metales grandesSergio MartinezPas encore d'évaluation
- Procedimiento de Medición de Espesores Por UltrasonidoDocument3 pagesProcedimiento de Medición de Espesores Por Ultrasonidodegoavil83% (6)
- DG-GPASI-IT-004 - Procedimiento para La Revisión de Tanques de AlmacenamientoDocument38 pagesDG-GPASI-IT-004 - Procedimiento para La Revisión de Tanques de AlmacenamientoSamuel100% (1)
- Ti-I-174 Inspección Visual Remota (Boroscopio) Rev 2Document6 pagesTi-I-174 Inspección Visual Remota (Boroscopio) Rev 2Pedro Martín Carvajal Jiménez100% (1)
- Procedimientos UT-MT-AWS-D1. 5Document23 pagesProcedimientos UT-MT-AWS-D1. 5JuanDavidGrimaldosDiaz100% (1)
- Opf - 19 Reporte de Inspección Tuberia Drill Pipe LeviDocument1 pageOpf - 19 Reporte de Inspección Tuberia Drill Pipe LeviLevi HernandezPas encore d'évaluation
- Traduccion E797 FullDocument8 pagesTraduccion E797 Fulljhojan garciaPas encore d'évaluation
- Servicio de Ensayos No Destructivos y deDocument18 pagesServicio de Ensayos No Destructivos y deJair PadillaPas encore d'évaluation
- Procedimiento Haz RectoDocument28 pagesProcedimiento Haz RectoSamuelPas encore d'évaluation
- Memoria de Cálculo de Tanque SeparadorDocument112 pagesMemoria de Cálculo de Tanque SeparadorSamuelPas encore d'évaluation
- Formato Sirelcis 2022Document24 pagesFormato Sirelcis 2022Pedro CantuPas encore d'évaluation
- Reporte inspección END campoDocument3 pagesReporte inspección END campoErwin CalvoPas encore d'évaluation
- Evaluacion de Particulas MagneticasDocument10 pagesEvaluacion de Particulas MagneticascarlosPas encore d'évaluation
- Evaluación VT IiDocument5 pagesEvaluación VT IiMaritza EstefesPas encore d'évaluation
- Procedimiento Radiografico para Control de Soldadura en TuberiaDocument12 pagesProcedimiento Radiografico para Control de Soldadura en TuberiaJhon CristianPas encore d'évaluation
- PPG Pintura de Los Contenes MSDSDocument8 pagesPPG Pintura de Los Contenes MSDSGiovanny MartinezPas encore d'évaluation
- Examen ICFES Química OrgánicaDocument14 pagesExamen ICFES Química OrgánicaHamilton A. MartinezPas encore d'évaluation
- Ondas guiadas inspección tuberíasDocument5 pagesOndas guiadas inspección tuberíasPaulina Belfori50% (2)
- Armstrong N101spanishDocument54 pagesArmstrong N101spanishAndres Gudino100% (2)
- NDT SETE-PROC-IND-MT-001 - Rev.15 (PARTICULAS MAGNETICAS HUMEDAS FLUORESCENTES)Document23 pagesNDT SETE-PROC-IND-MT-001 - Rev.15 (PARTICULAS MAGNETICAS HUMEDAS FLUORESCENTES)Karen AguirrePas encore d'évaluation
- Manual de TanquesDocument285 pagesManual de Tanquesarredondofr100% (11)
- 05-Medicion de EspesoresDocument2 pages05-Medicion de EspesoresericvolPas encore d'évaluation
- Cuña Drill PipeDocument5 pagesCuña Drill PipeDelsy100% (1)
- Practica 7. Prueba de ViabilidadDocument5 pagesPractica 7. Prueba de ViabilidadAntonio IbáñezPas encore d'évaluation
- NRF-001-PEMEX-2013 Tubería acero recolección transporte distribución hidrocarburosDocument42 pagesNRF-001-PEMEX-2013 Tubería acero recolección transporte distribución hidrocarburosjosePas encore d'évaluation
- Filtro Tipo y RF 150Document2 pagesFiltro Tipo y RF 150Samuel100% (1)
- 4544-CAL-AEM-088-040-0001-Criterios de Diseño de Generador Diesel de Emergencia Rev.0Document7 pages4544-CAL-AEM-088-040-0001-Criterios de Diseño de Generador Diesel de Emergencia Rev.0SamuelPas encore d'évaluation
- 4544-CAL-AEM-088-040-0001-Criterios de Diseño de Generador Diesel de Emergencia Rev.0Document7 pages4544-CAL-AEM-088-040-0001-Criterios de Diseño de Generador Diesel de Emergencia Rev.0SamuelPas encore d'évaluation
- Agua PH y AmortiguadoresDocument26 pagesAgua PH y AmortiguadoresCRARELI100% (1)
- Procedimiento de Ensayo Por UT A Juntas Soldadas Según AWSD1.1 2015Document9 pagesProcedimiento de Ensayo Por UT A Juntas Soldadas Según AWSD1.1 2015Ivan PiandaPas encore d'évaluation
- UT3020-01 R11 ASME B31.3 Ed 2016 Feb 17Document13 pagesUT3020-01 R11 ASME B31.3 Ed 2016 Feb 17SamuelPas encore d'évaluation
- Reporte de Pruebas Corrientes de EddyDocument2 pagesReporte de Pruebas Corrientes de EddyMiguelAngelLopezMurciaPas encore d'évaluation
- Inspeccion Por Particulas Magneticas Secas Mpo-Rot-Ie-003Document5 pagesInspeccion Por Particulas Magneticas Secas Mpo-Rot-Ie-003Dante RojasPas encore d'évaluation
- E 114 - 95Document13 pagesE 114 - 95Diego RincónPas encore d'évaluation
- Work Astm e 2261 AcfDocument19 pagesWork Astm e 2261 AcferwincalvoPas encore d'évaluation
- UT-Nivel I - 2A PDFDocument30 pagesUT-Nivel I - 2A PDFJhon JunesPas encore d'évaluation
- Catalogo Aros, Chavetas, EtcDocument43 pagesCatalogo Aros, Chavetas, EtcbassiluisPas encore d'évaluation
- Data Sheet Particulas 20B MAGNAFLUXDocument4 pagesData Sheet Particulas 20B MAGNAFLUXJuan Jose Parra100% (1)
- Por Qué Inspeccionar Elementos de IzajesDocument2 pagesPor Qué Inspeccionar Elementos de IzajesJulio Cesar RodriguezPas encore d'évaluation
- Normas Slick LineDocument1 pageNormas Slick LineAnonymous ciu3QEjuSPas encore d'évaluation
- Temario para El Curso de Inspección Visual Nivel IDocument2 pagesTemario para El Curso de Inspección Visual Nivel IGarcia C L AlbertoPas encore d'évaluation
- Caracterizacion de Discontinuidades Mediante UTDocument9 pagesCaracterizacion de Discontinuidades Mediante UTalphajosephPas encore d'évaluation
- Nom-009 Seguridad en Trabajos de AlturaDocument44 pagesNom-009 Seguridad en Trabajos de AlturaespinozaaguilarPas encore d'évaluation
- Recomendaciones AWS y ASMEDocument5 pagesRecomendaciones AWS y ASMEErick ManosalvasPas encore d'évaluation
- PROCEDIMIENTO Inspeccion Por Tintes PenetrantesDocument4 pagesPROCEDIMIENTO Inspeccion Por Tintes PenetrantesAxel GonzalesPas encore d'évaluation
- Hds-Lukoil Geyser ST 68Document6 pagesHds-Lukoil Geyser ST 68Baruch CamposPas encore d'évaluation
- Paso A Paso Inspeccion Visual PracticoDocument4 pagesPaso A Paso Inspeccion Visual Practicofranco_3210_Pas encore d'évaluation
- E709 95Document44 pagesE709 95ndtendPas encore d'évaluation
- ARTICULO Phased ArrayDocument6 pagesARTICULO Phased ArrayAndrés MolinaPas encore d'évaluation
- Procedimeinto Inspección de Ondas GuiadasDocument14 pagesProcedimeinto Inspección de Ondas GuiadasHenryZambranoPas encore d'évaluation
- EXT 9hsOxPWeifoLczdZ6iQmDocument3 pagesEXT 9hsOxPWeifoLczdZ6iQmJose Antonio Lucero CruzPas encore d'évaluation
- Artículo 9 Examen VisualDocument4 pagesArtículo 9 Examen Visualmercurio04Pas encore d'évaluation
- Manual UT NII 20.02.2009 PDFDocument144 pagesManual UT NII 20.02.2009 PDFalonsoPas encore d'évaluation
- Inspeccion Diaria de Eslingas Estrobos y Otros AparejosDocument1 pageInspeccion Diaria de Eslingas Estrobos y Otros AparejosJOSE BARRIOSPas encore d'évaluation
- Reporte Gancho 1346Document1 pageReporte Gancho 1346Moises Quispe MendozaPas encore d'évaluation
- High TechDocument41 pagesHigh TechDeivi GarciaPas encore d'évaluation
- Operation Manual Mmx-6 DL MultiDocument24 pagesOperation Manual Mmx-6 DL MultiJesus CacharucoPas encore d'évaluation
- Procedimiento Metalografia - Diciembre 2014Document9 pagesProcedimiento Metalografia - Diciembre 2014jimmy david espinoza mejiaPas encore d'évaluation
- Ultrasonido de soldaduras de ranura AWS D1.1Document32 pagesUltrasonido de soldaduras de ranura AWS D1.1David EstradaPas encore d'évaluation
- Procedimientos de LibranzaDocument18 pagesProcedimientos de LibranzaArturo Morales SolanoPas encore d'évaluation
- Procedimiento de Dureza BrinellDocument26 pagesProcedimiento de Dureza BrinellDavid SoSaPas encore d'évaluation
- IIM-PND-004 Rev 1 Procedimiento Particulas MagneticasDocument13 pagesIIM-PND-004 Rev 1 Procedimiento Particulas MagneticasRoberto Jesús Castillo100% (1)
- Procedimiento de PH para Tuberias Fatesa-Pht-01-2019.Document15 pagesProcedimiento de PH para Tuberias Fatesa-Pht-01-2019.ANTONIO CAMACHOPas encore d'évaluation
- 2.04 ANEXO 1 - Guia Código de Color - TrimestralDocument3 pages2.04 ANEXO 1 - Guia Código de Color - Trimestralcarolina321Pas encore d'évaluation
- Revestimiento en TuberiasDocument8 pagesRevestimiento en TuberiasSantiago VayasPas encore d'évaluation
- Goip-Iop-Pdn-Mbo-Inf-Tec-2016-005 Ie C2 RevisadoDocument31 pagesGoip-Iop-Pdn-Mbo-Inf-Tec-2016-005 Ie C2 RevisadomarcoaparrafPas encore d'évaluation
- PQQE-0113 RA Montaje de Equipos y RecipientesDocument7 pagesPQQE-0113 RA Montaje de Equipos y RecipientesAmigos De LamaPas encore d'évaluation
- PresupuestoDocument97 pagesPresupuestoMauricio MartinPas encore d'évaluation
- TESIS D72 Carmen Alto AyacuchoDocument130 pagesTESIS D72 Carmen Alto Ayacuchocarlos.cuarez.13Pas encore d'évaluation
- 4544-CAL-AEM-088-040-0001-Criterios de Diseño de Generador Diesel de Emergencia Rev.0Document38 pages4544-CAL-AEM-088-040-0001-Criterios de Diseño de Generador Diesel de Emergencia Rev.0SamuelPas encore d'évaluation
- El Libro Azul PDFDocument136 pagesEl Libro Azul PDFSamuelPas encore d'évaluation
- TallerAPEA ACCE1DayDocument89 pagesTallerAPEA ACCE1DaySamuelPas encore d'évaluation
- Curso Teorico HRSG Mexicali PDFDocument137 pagesCurso Teorico HRSG Mexicali PDFdayiro100% (1)
- Placa Orificio UnlockDocument23 pagesPlaca Orificio Unlockapi-3832818100% (2)
- Trabajo Final de Grado-UtDocument81 pagesTrabajo Final de Grado-UthcliffordpaPas encore d'évaluation
- Pruebas No Destructivas Emision AcusticaDocument16 pagesPruebas No Destructivas Emision Acusticafernando_sung_1100% (1)
- AE Soldadura 2001Document9 pagesAE Soldadura 2001SamuelPas encore d'évaluation
- Procedimiento de Ondas Guiadas 22-03-14Document19 pagesProcedimiento de Ondas Guiadas 22-03-14Juampi Pizarro100% (1)
- 12 Pndl-Pme-008 Rev-00Document12 pages12 Pndl-Pme-008 Rev-00SamuelPas encore d'évaluation
- Normas Redes AereasDocument55 pagesNormas Redes AereasSamuelPas encore d'évaluation
- Cuantificacion de Material Proyecto Cfe CuautitlanDocument19 pagesCuantificacion de Material Proyecto Cfe CuautitlanSamuelPas encore d'évaluation
- Metalurgia AplicadaDocument193 pagesMetalurgia AplicadaSamuelPas encore d'évaluation
- 56 Page Spanish Strainer Catalog ColadoresDocument58 pages56 Page Spanish Strainer Catalog ColadoresCristian Gualan JImenezPas encore d'évaluation
- Anexo De-1 IcacsaDocument296 pagesAnexo De-1 IcacsaSamuelPas encore d'évaluation
- Un Material de Partida Verde para La Sustitución Aromática Electrofílica Del Laboratorio Orgánico de PregradoDocument2 pagesUn Material de Partida Verde para La Sustitución Aromática Electrofílica Del Laboratorio Orgánico de PregradoAldair Mejia CanoPas encore d'évaluation
- Papelera rectangular 30L para oficinas y hogarDocument1 pagePapelera rectangular 30L para oficinas y hogarJuro_244303Pas encore d'évaluation
- Paul D. BoyerDocument2 pagesPaul D. BoyerrubenPas encore d'évaluation
- Alimentos transgénicos: ventajas, desventajas y problemas de saludDocument10 pagesAlimentos transgénicos: ventajas, desventajas y problemas de saludSteven YauriPas encore d'évaluation
- Catalogo Difemat 2 PDFDocument38 pagesCatalogo Difemat 2 PDFOliver CristinichPas encore d'évaluation
- Manual de Operacion y Mantenimiento (2) CITRARDocument41 pagesManual de Operacion y Mantenimiento (2) CITRARCristofer A. Cerna DiazPas encore d'évaluation
- Estrategias para mejorar la eficiencia en extrusión de PVCDocument184 pagesEstrategias para mejorar la eficiencia en extrusión de PVCMilenaJiménezDíazPas encore d'évaluation
- F Amilasa Serica y Urinaria.... OriginalDocument25 pagesF Amilasa Serica y Urinaria.... OriginalThalia LRPas encore d'évaluation
- Reactor PilotoDocument4 pagesReactor PilotoNelver MorenoPas encore d'évaluation
- ntc2 Norma NTC 2 Siderurgia Ensayo de Traccion para Materiales Metalicos MetodoDocument35 pagesntc2 Norma NTC 2 Siderurgia Ensayo de Traccion para Materiales Metalicos MetodoJulian PuertaPas encore d'évaluation
- Clasificación Arancelaria: Conceptos y HerramientasDocument181 pagesClasificación Arancelaria: Conceptos y HerramientasNayeli Encinas Olivera100% (1)
- Guia Acidez y BasicidadDocument3 pagesGuia Acidez y BasicidadJuan BuffaPas encore d'évaluation
- Analisis de La PeliculaDocument9 pagesAnalisis de La PeliculaVictorESGOPas encore d'évaluation
- 2°formulario Quimica - Prop - Coligativas 2NMDocument1 page2°formulario Quimica - Prop - Coligativas 2NMVeronica Carrillo HernandezPas encore d'évaluation
- Via IntranasalDocument18 pagesVia IntranasalTony Orozco100% (1)
- 4 Parcial UBA XXI PDFDocument5 pages4 Parcial UBA XXI PDFMaria VillarPas encore d'évaluation
- Trabajo Sobre El Proceso de Producción de La Cerveza CoronaDocument3 pagesTrabajo Sobre El Proceso de Producción de La Cerveza Coronalina vegaPas encore d'évaluation
- Práctica 1. Preparación de Disoluciones y Determinación de La Concentración de Una Disolución Por Medio de Una Valoración (Titulación)Document8 pagesPráctica 1. Preparación de Disoluciones y Determinación de La Concentración de Una Disolución Por Medio de Una Valoración (Titulación)jesusPas encore d'évaluation
- Obtencion Del VinoDocument15 pagesObtencion Del Vinoefrain0523Pas encore d'évaluation
- Micro TareasDocument2 pagesMicro TareasDJ CRONOSPas encore d'évaluation
- Informe de AlgasDocument17 pagesInforme de AlgasLeidy Cely CastilloPas encore d'évaluation
- Compuestos NitrogenadosDocument20 pagesCompuestos NitrogenadosIvanAguilarGalvanPas encore d'évaluation
- Sesión 10 - Componentes Electroneumáticos y de Control. Electroválvulas y Sensores.Document30 pagesSesión 10 - Componentes Electroneumáticos y de Control. Electroválvulas y Sensores.Richard CastroPas encore d'évaluation
- Guia de Aprendizaje Aminoacidos Grado 9Document5 pagesGuia de Aprendizaje Aminoacidos Grado 9AngieSantiPas encore d'évaluation
- Producción de Gas PimientaDocument8 pagesProducción de Gas PimientaAndres Perez100% (1)
- Importancia de las ciencias experimentalesDocument3 pagesImportancia de las ciencias experimentalesJose luisPas encore d'évaluation