Vous aimerez peut-être aussi
- Soldadura aluminotérmica: qué es y cómo funcionaDocument10 pagesSoldadura aluminotérmica: qué es y cómo funcionaBoris JaénPas encore d'évaluation
- InfoDocument2 pagesInfojesus peñalozaPas encore d'évaluation
- Procesos de Fundicion Autoguardado 1Document73 pagesProcesos de Fundicion Autoguardado 1daniel ramosPas encore d'évaluation
- Guia 5 Tratamientos TermicosDocument9 pagesGuia 5 Tratamientos TermicosMauricio Colque ZevallosPas encore d'évaluation
- Mat Ing 7 Tratamientos Termicos - Apuntes Alumnos - 1roDocument89 pagesMat Ing 7 Tratamientos Termicos - Apuntes Alumnos - 1roAngelo Jesus Chacin RomeroPas encore d'évaluation
- Formado de Materiales 1.1Document20 pagesFormado de Materiales 1.1Diana LópezPas encore d'évaluation
- Diagrama HHC y sus aplicacionesDocument4 pagesDiagrama HHC y sus aplicacionesAvecinos Prado0% (1)
- PulvimetalurgiaDocument25 pagesPulvimetalurgiaPedro Zapata Muñoz100% (3)
- Control de Calidad en Las FundicionesDocument42 pagesControl de Calidad en Las FundicionesFernando GuamánPas encore d'évaluation
- Laboratorio de Procesos de ManufacturaDocument18 pagesLaboratorio de Procesos de ManufacturaAlvaroPas encore d'évaluation
- Clase 10 Proceso de Deformacion VolumetricaDocument21 pagesClase 10 Proceso de Deformacion VolumetricaKevin Sandoval100% (2)
- 11 FundicionDocument34 pages11 FundicionAndrés HerreraPas encore d'évaluation
- Trabajo del metal en calienteDocument30 pagesTrabajo del metal en calientezet wonPas encore d'évaluation
- Introduccion AL TORNODocument14 pagesIntroduccion AL TORNOAnthony Cesar Molina100% (1)
- Fluidos de CorteDocument73 pagesFluidos de CortePaolo TorreZzPas encore d'évaluation
- Introduccion A Los Procesos de Manufactura, Juan ManuelDocument4 pagesIntroduccion A Los Procesos de Manufactura, Juan ManuelManuel AlmanzaPas encore d'évaluation
- Procesos de Conformado Sin Arranque de Viruta U. 4Document10 pagesProcesos de Conformado Sin Arranque de Viruta U. 4Jorge VillalobosPas encore d'évaluation
- Soldadura Por Arco Eléctrico Con Electrodo Revestido PDFDocument31 pagesSoldadura Por Arco Eléctrico Con Electrodo Revestido PDFAnonymous tI6cgOO7NAPas encore d'évaluation
- Sem 1.1 - IM II - USS - Balance de Líneas de Ensamble - GeneralidadesDocument33 pagesSem 1.1 - IM II - USS - Balance de Líneas de Ensamble - GeneralidadesALEXIS ENEQUE FLORESPas encore d'évaluation
- Procesos de Fabricación Ejercicio ResueltoDocument4 pagesProcesos de Fabricación Ejercicio ResueltoAndrea NoriegaPas encore d'évaluation
- Termodinámica analógicaDocument12 pagesTermodinámica analógicapauloibarraPas encore d'évaluation
- Práctica 9 Proceso de Fundición PDFDocument8 pagesPráctica 9 Proceso de Fundición PDFJaime MontielPas encore d'évaluation
- Calcular ruido de varias fuentesDocument3 pagesCalcular ruido de varias fuentesJuanPas encore d'évaluation
- Soldadura HeterogeneaDocument26 pagesSoldadura HeterogeneaFranko Pacheco PerezPas encore d'évaluation
- Rectificado Reporte 1Document47 pagesRectificado Reporte 1Ana ElianPas encore d'évaluation
- Clase Tratamientos Termicos NitruracionDocument41 pagesClase Tratamientos Termicos NitruracionteknikitoPas encore d'évaluation
- Congelamiento de Pescado Transferencia de CalorDocument12 pagesCongelamiento de Pescado Transferencia de CalorAlejandro RamirezPas encore d'évaluation
- Procesos de soldadura por fusión y sus característicasDocument7 pagesProcesos de soldadura por fusión y sus característicasKatherine FloresPas encore d'évaluation
- Taller de Asociación Entre VariablesDocument2 pagesTaller de Asociación Entre VariablesArNold ArroyoPas encore d'évaluation
- Fundamentos Del Formado de MetalDocument110 pagesFundamentos Del Formado de MetalDarrel IrigoyenPas encore d'évaluation
- Fundamentos Del Formado de MetalesDocument3 pagesFundamentos Del Formado de MetalesViridiana Puebla100% (1)
- Practica de TempladoDocument3 pagesPractica de TempladoAngheloHolguinSilvaPas encore d'évaluation
- Forjado de metales: procesos, máquinas y defectos enDocument21 pagesForjado de metales: procesos, máquinas y defectos enFreddy Andrés Irribarra VilPas encore d'évaluation
- Rectificado Procesos de Fabricacion PDFDocument30 pagesRectificado Procesos de Fabricacion PDFAngelGabrielZayasBPas encore d'évaluation
- Principales ángulos de la brocaDocument5 pagesPrincipales ángulos de la brocaPaúl SolísPas encore d'évaluation
- Forja y SoldaduraDocument12 pagesForja y SoldaduraRuth RodriguezPas encore d'évaluation
- Laminado UNI-LimaDocument5 pagesLaminado UNI-LimaLeonardo VillanuevaPas encore d'évaluation
- Clasificación de Los Proceso de ManufacturaDocument9 pagesClasificación de Los Proceso de ManufacturaUriel RuizPas encore d'évaluation
- RechazadoDocument11 pagesRechazadoUriel Chino100% (1)
- Ejercicos H.maquina2017Document5 pagesEjercicos H.maquina2017zoe gamezPas encore d'évaluation
- Fatiga en materialesDocument21 pagesFatiga en materialesThalia NabilPas encore d'évaluation
- Guía 1 Informe Taladrado y AvellanadoDocument16 pagesGuía 1 Informe Taladrado y AvellanadoYdniPas encore d'évaluation
- FORJADO - MonografiaDocument16 pagesFORJADO - MonografiaDelia Araoz Quiroz0% (1)
- Fundición y Aleaciones Metalicas 1Document311 pagesFundición y Aleaciones Metalicas 1Gilmar Josef Medina Silva100% (1)
- (127617721) Laboratorio SoldaduraDocument18 pages(127617721) Laboratorio SoldaduraMaurizio SoledispaPas encore d'évaluation
- ESR_refinación_electroescoria_lingotes_aceroDocument14 pagesESR_refinación_electroescoria_lingotes_aceroyiyohuauPas encore d'évaluation
- Laboratorio 4 ElectricidadDocument8 pagesLaboratorio 4 ElectricidadChristian Canales100% (1)
- Deformación plástica en metales: procesos de conformadoDocument13 pagesDeformación plástica en metales: procesos de conformadobgjhon0% (1)
- Exposicion Tratamientos Termicos en Los AcerosDocument33 pagesExposicion Tratamientos Termicos en Los AcerosCristian Danilo Avila Abril100% (1)
- Práctica 4 Templado Del AceroDocument5 pagesPráctica 4 Templado Del AceroAlonso OsunaPas encore d'évaluation
- Sistema de AlimentacionDocument46 pagesSistema de AlimentacionvidalcrisostomoPas encore d'évaluation
- Fabricacion de Ollas de AceroDocument9 pagesFabricacion de Ollas de AceroCarla Chaiña HanccoPas encore d'évaluation
- Ensayo de ductilidad materiales ingeniería mecánicaDocument35 pagesEnsayo de ductilidad materiales ingeniería mecánicaNel HZPas encore d'évaluation
- Taller de Procesos de Manufactura - FormacionDocument3 pagesTaller de Procesos de Manufactura - Formacioncarlos ortega100% (1)
- Ejercicio 3 Desbaste Longitudinal PDFDocument1 pageEjercicio 3 Desbaste Longitudinal PDFGerardo PerezPas encore d'évaluation
- Clasificación de Los Procesos de ConformadoDocument30 pagesClasificación de Los Procesos de ConformadoMauricio I Cervantes GutierrezPas encore d'évaluation
- PRACTICA MergedDocument10 pagesPRACTICA Mergedmayatovarhotmail.comPas encore d'évaluation
- Soldadura Oxiacetilenica - UnivDocument25 pagesSoldadura Oxiacetilenica - Univberrocal.9151580Pas encore d'évaluation
- PRACTICADocument9 pagesPRACTICAmayatovarhotmail.comPas encore d'évaluation
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoD'EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Lo Que Hay Que Saber Sobre La Música en La Edad MediaDocument3 pagesLo Que Hay Que Saber Sobre La Música en La Edad MediaJuan Carlo Crespo QuirozPas encore d'évaluation
- Arreglo SDocument1 pageArreglo SKaren CuestaPas encore d'évaluation
- SequencesDocument1 pageSequencesJuan Carlo Crespo QuirozPas encore d'évaluation
- Lo Que Hay Que Saber Sobre La Música en La Edad MediaDocument3 pagesLo Que Hay Que Saber Sobre La Música en La Edad MediaJuan Carlo Crespo QuirozPas encore d'évaluation
- Programación en EscaleraDocument6 pagesProgramación en EscaleraEstefany CanazaPas encore d'évaluation
- TutorJava Nivel BásicoDocument21 pagesTutorJava Nivel BásicoJuan Carlo Crespo QuirozPas encore d'évaluation
- Reglas 09Document1 pageReglas 09Juan Carlo Crespo QuirozPas encore d'évaluation
- E DatosDocument56 pagesE DatosJuan Carlo Crespo QuirozPas encore d'évaluation
- Reglas 10Document1 pageReglas 10Juan Carlo Crespo QuirozPas encore d'évaluation
- Ejer Cici OsDocument7 pagesEjer Cici OsJuan Carlo Crespo QuirozPas encore d'évaluation
- Coleccion ProbDocument25 pagesColeccion ProbJuan Carlo Crespo QuirozPas encore d'évaluation
- Calculo de Las Características de Motores de DCDocument6 pagesCalculo de Las Características de Motores de DCdrame777Pas encore d'évaluation
- Esq AlgoritDocument96 pagesEsq AlgoritJuan Carlo Crespo QuirozPas encore d'évaluation
- Como DocumentarDocument4 pagesComo DocumentarquobadiPas encore d'évaluation
- Java Primer Modulo PooDocument14 pagesJava Primer Modulo PooJuan Carlo Crespo QuirozPas encore d'évaluation
- Ejer Cici OsDocument7 pagesEjer Cici OsJuan Carlo Crespo QuirozPas encore d'évaluation
- Lineas Capitulo 8Document33 pagesLineas Capitulo 8Carlos Mario LopezPas encore d'évaluation
- 3 PlanosDocument221 pages3 PlanosJuan Carlo Crespo QuirozPas encore d'évaluation
- Wa0000Document55 pagesWa0000Juan Carlo Crespo QuirozPas encore d'évaluation
- Wa0015Document10 pagesWa0015Juan Carlo Crespo QuirozPas encore d'évaluation
- Escuela Superior Politécnica de Chimborazo: Facultad de Informática Y ElectrónicaDocument122 pagesEscuela Superior Politécnica de Chimborazo: Facultad de Informática Y ElectrónicaMilagros Quiñones MarrerosPas encore d'évaluation
- ModelamientoDocument2 pagesModelamientoJuan Carlo Crespo QuirozPas encore d'évaluation
- Wa0015Document10 pagesWa0015Juan Carlo Crespo QuirozPas encore d'évaluation
- Wa0015Document45 pagesWa0015Juan Carlo Crespo QuirozPas encore d'évaluation
- Ensamblaje de ComputadorasDocument72 pagesEnsamblaje de ComputadorasJuan Carlo Crespo QuirozPas encore d'évaluation
- InteligenciaDocument7 pagesInteligenciaquobadiPas encore d'évaluation
- El TornoDocument15 pagesEl TornoquobadiPas encore d'évaluation
- Motor TrifasicoDocument10 pagesMotor TrifasicoJuan Carlo Crespo QuirozPas encore d'évaluation
- Bobinado TrifasicoDocument10 pagesBobinado TrifasicoJuan Carlo Crespo QuirozPas encore d'évaluation
- Autoanálisis emociones pensamientos conductasDocument2 pagesAutoanálisis emociones pensamientos conductasLeyra HerreraPas encore d'évaluation
- Apuntes LogisticarepDocument65 pagesApuntes LogisticarepzeiiiidaPas encore d'évaluation
- Diferendo marítimo Perú-Chile: antecedentes e historia de la controversiaDocument19 pagesDiferendo marítimo Perú-Chile: antecedentes e historia de la controversiaCB ChuquizutaPas encore d'évaluation
- Ejercicico Sistema de EcuacionesDocument8 pagesEjercicico Sistema de Ecuacionessthephanie ramirezPas encore d'évaluation
- PIGB-068x-02 FCT 900-1100MKIIDocument56 pagesPIGB-068x-02 FCT 900-1100MKIIAna Valentina Peila PantojaPas encore d'évaluation
- Guia Proceso Matricula Ingresantes CPT 2024 1 v1Document14 pagesGuia Proceso Matricula Ingresantes CPT 2024 1 v1Sally AmpueroPas encore d'évaluation
- Regiones Motoras de La Corteza Cerebral y Vías MotorasDocument37 pagesRegiones Motoras de La Corteza Cerebral y Vías MotorasJUAN SEBASTIAN CHAVERRA APRAEZPas encore d'évaluation
- Modelo Solicitud CambiosDocument5 pagesModelo Solicitud CambiosLeandro AlvaradoPas encore d'évaluation
- Casa de eventos Palma RealDocument5 pagesCasa de eventos Palma Realharold afanadorPas encore d'évaluation
- ConstituciónChileDocument99 pagesConstituciónChileJorge CabelloPas encore d'évaluation
- Codigo de Etica y Deontología de EnfermeríaDocument7 pagesCodigo de Etica y Deontología de EnfermeríaPamela ABPas encore d'évaluation
- Agenda 1° A CONT Semana # 4Document47 pagesAgenda 1° A CONT Semana # 4Xavi Xavi CarmunozPas encore d'évaluation
- Actividad Numero 1 de InglesDocument6 pagesActividad Numero 1 de InglesDOLIPas encore d'évaluation
- Guía U1 - U2 Expresión ArtísticaDocument3 pagesGuía U1 - U2 Expresión ArtísticaDANIELA GONZALEZ RUIZPas encore d'évaluation
- Módulo de Nutricion Y Alimentaciòn Animal: Programas: Tecnología en Pproduccion Animal ZootecniaDocument356 pagesMódulo de Nutricion Y Alimentaciòn Animal: Programas: Tecnología en Pproduccion Animal ZootecniaManuel Fernado Pardo MarconiPas encore d'évaluation
- Magnitudes y DimensionesDocument15 pagesMagnitudes y DimensionesFelix LeonPas encore d'évaluation
- Actor Civil-Blanca Espinoza M.Document11 pagesActor Civil-Blanca Espinoza M.JOSE ALFREDO VELEZ NIQUENPas encore d'évaluation
- Engine TVH Filters y Otros RepuestosDocument100 pagesEngine TVH Filters y Otros RepuestosSISTEMAS FILPARTS100% (3)
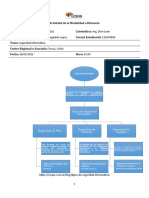
- Tipos de Seguridad InformaticaDocument1 pageTipos de Seguridad InformaticaAlessandra RegaladoPas encore d'évaluation
- Malla Curricular Preescolar y Primaria 2018Document28 pagesMalla Curricular Preescolar y Primaria 2018Andres Sana100% (2)
- Brainstorming Esquema Doodle MulticolorDocument1 pageBrainstorming Esquema Doodle MulticolorLuisa RinconPas encore d'évaluation
- Exchange para PDFDocument11 pagesExchange para PDFCarlos ValenzuelaPas encore d'évaluation
- Trabajofinaldemercantili 120608115314 Phpapp01 7Document285 pagesTrabajofinaldemercantili 120608115314 Phpapp01 7Jennifer Sarai GallegosPas encore d'évaluation
- WX10Document50 pagesWX10Erik GámezPas encore d'évaluation
- CA510PHDocument5 pagesCA510PHVICTOR MARCOSPas encore d'évaluation
- Poole Et Rojas Memorias de La Reconciliacion Fotografia Peru PostguerraDocument10 pagesPoole Et Rojas Memorias de La Reconciliacion Fotografia Peru PostguerraValicha Robin AzevedoPas encore d'évaluation
- El Origen de La FamiliaDocument11 pagesEl Origen de La FamiliajoseannnnnPas encore d'évaluation
- Trabajo de TermodinámicaDocument9 pagesTrabajo de TermodinámicaCristina IsabelPas encore d'évaluation
- Sincronización 5.7L HEMIDocument10 pagesSincronización 5.7L HEMIEduardoCastilloPas encore d'évaluation
- Partición de LosDocument7 pagesPartición de LosJosereuel Vizcaino100% (1)