Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- 326 2FDocument170 pages326 2FMohammad SheaitoPas encore d'évaluation
- 28 - Day Foundations of A Transformation Guidelines FOTDocument7 pages28 - Day Foundations of A Transformation Guidelines FOTMohammad SheaitoPas encore d'évaluation
- BS en 13598 1 2020Document36 pagesBS en 13598 1 2020Mohammad SheaitoPas encore d'évaluation
- Nstm583r6vol1 Boats s9086 TX STM 010Document112 pagesNstm583r6vol1 Boats s9086 TX STM 010Mohammad SheaitoPas encore d'évaluation
- The Fat Loss Macro CookbookDocument19 pagesThe Fat Loss Macro CookbookMohammad Sheaito100% (1)
- One Joist SlabDocument19 pagesOne Joist SlabMohammad SheaitoPas encore d'évaluation
- 090415-015943-Advertisement SSA Hydraulics Engineer (4 Positions)Document3 pages090415-015943-Advertisement SSA Hydraulics Engineer (4 Positions)Mohammad SheaitoPas encore d'évaluation
- APB Competition Rules - 01.02.2015Document21 pagesAPB Competition Rules - 01.02.2015Mohammad SheaitoPas encore d'évaluation
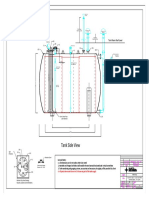
- Double Skin Tank-14200 Liters-Accessories-Model PDFDocument1 pageDouble Skin Tank-14200 Liters-Accessories-Model PDFMohammad SheaitoPas encore d'évaluation
- Menu Diwan BeirutDocument8 pagesMenu Diwan BeirutMohammad SheaitoPas encore d'évaluation
- AOB Competition Rules - 01.02.2015Document42 pagesAOB Competition Rules - 01.02.2015Mohammad SheaitoPas encore d'évaluation
- Decoding An Urban Myth: An Inquiry Into The Socio-Economics of Van Number 4 in BeirutDocument13 pagesDecoding An Urban Myth: An Inquiry Into The Socio-Economics of Van Number 4 in BeirutMohammad SheaitoPas encore d'évaluation
- Service Design in Competitive Tendering of Bus Routes: Journal of Public Transportation January 2002Document27 pagesService Design in Competitive Tendering of Bus Routes: Journal of Public Transportation January 2002Mohammad SheaitoPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Oil Mist LubricationDocument15 pagesOil Mist Lubricationchetan_thakur4278Pas encore d'évaluation
- Peto Tools PDFDocument76 pagesPeto Tools PDFManikandan CSR100% (1)
- ESFERICOSDocument236 pagesESFERICOSsergioPas encore d'évaluation
- Dacnis SEDocument1 pageDacnis SEironite100% (1)
- MS150119 00eDocument139 pagesMS150119 00eeng_moh04Pas encore d'évaluation
- Eim 8 Lesson 4Document6 pagesEim 8 Lesson 4accel sillaPas encore d'évaluation
- Shell Turbo S4 GX 46: Performance, Features & BenefitsDocument3 pagesShell Turbo S4 GX 46: Performance, Features & BenefitsHEENA SHAIKHPas encore d'évaluation
- Failure Modes of TurbochargersDocument12 pagesFailure Modes of Turbochargersbetoven8437Pas encore d'évaluation
- Heavy Duty: Owner'S ManualDocument26 pagesHeavy Duty: Owner'S ManualMohammed AhmedPas encore d'évaluation
- SA 226 LUBRICATION - Maintenance PracticesDocument12 pagesSA 226 LUBRICATION - Maintenance PracticestesPas encore d'évaluation
- SZLH575×210 Pellet Mill: Concise Operation ManualDocument52 pagesSZLH575×210 Pellet Mill: Concise Operation ManualClau BMPas encore d'évaluation
- Ropes and Wires: Malaysian Maritime Academy/Seamanship/May2003 1 of 6Document6 pagesRopes and Wires: Malaysian Maritime Academy/Seamanship/May2003 1 of 6Rohit SinghPas encore d'évaluation
- Demu NotesDocument102 pagesDemu NotesHANUMA REDDY100% (2)
- Gear Box-Flender Rro3710421Document23 pagesGear Box-Flender Rro3710421Shihab Jamaan100% (2)
- Steam Turbine Maintenance Manual-1Document244 pagesSteam Turbine Maintenance Manual-1Trie Wahyudi100% (4)
- ch4 DriveDocument116 pagesch4 DriveAbiy AliyePas encore d'évaluation
- Pin, Bushing & Track Roller Grease: Trust Omega TODocument2 pagesPin, Bushing & Track Roller Grease: Trust Omega TOchem KhanPas encore d'évaluation
- Maintainance Schedule 1Document2 pagesMaintainance Schedule 1Shivaram SuppiahPas encore d'évaluation
- 9.0 L Marine Diesel Engines (Tier 3/stage III A Platform)Document178 pages9.0 L Marine Diesel Engines (Tier 3/stage III A Platform)inforlexPas encore d'évaluation
- Hydrostatic Lubricator For Steam LocomotivesDocument6 pagesHydrostatic Lubricator For Steam LocomotivesVikk SuriyaPas encore d'évaluation
- ARCHOIL AR9100 Product Tech SheetDocument2 pagesARCHOIL AR9100 Product Tech SheetMissyPowellPas encore d'évaluation
- Service ManuelDocument28 pagesService ManuelTushar BhowarPas encore d'évaluation
- Case Crawler Excavator Cx330 Operators ManualDocument20 pagesCase Crawler Excavator Cx330 Operators Manuallinda100% (42)
- ASTM D943-04a - Oxidation of Inhibited Mineral OilDocument10 pagesASTM D943-04a - Oxidation of Inhibited Mineral OilKamruzaman MiahPas encore d'évaluation
- Bredel Heavy Duty Hose PumpsDocument11 pagesBredel Heavy Duty Hose Pumpsjairo caviedesPas encore d'évaluation
- DHV API 600 Gate ValveDocument21 pagesDHV API 600 Gate ValveBakheit LayliPas encore d'évaluation
- Molylube SF 100 Semi-Synthetic Open Gear LubricantDocument3 pagesMolylube SF 100 Semi-Synthetic Open Gear LubricantdhowardjPas encore d'évaluation
- LHL System CatalogDocument12 pagesLHL System CatalogTarun GPas encore d'évaluation
- Preventive Checklist For Process EquipmentDocument9 pagesPreventive Checklist For Process EquipmentVishal MehtrePas encore d'évaluation