Vous aimerez peut-être aussi
- M 181-05 Chain-Link Fence PDFDocument18 pagesM 181-05 Chain-Link Fence PDFWalticoZegarraHerreraPas encore d'évaluation
- ASHRAE Stair Pressurized SystemsDocument12 pagesASHRAE Stair Pressurized Systemse.bathiya50% (6)
- Friction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderDocument13 pagesFriction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderSripriyan K 100507Pas encore d'évaluation
- Selective Laser Should MeltingDocument10 pagesSelective Laser Should MeltingAli MousaviPas encore d'évaluation
- 02 Whole X XXXXXXXXXXXXXX 80Document109 pages02 Whole X XXXXXXXXXXXXXX 80Danem HalasPas encore d'évaluation
- Low-Cycle Fatigue Properties of X70 HF-ERW PipesDocument11 pagesLow-Cycle Fatigue Properties of X70 HF-ERW PipesAyon RoyPas encore d'évaluation
- 2019 Improving The Weld Microstructure and Material Properties of K-TIG Welded Armour Steel Joint Using Filler MaterialDocument14 pages2019 Improving The Weld Microstructure and Material Properties of K-TIG Welded Armour Steel Joint Using Filler MaterialStephen PanPas encore d'évaluation
- Aws D17.2 - D17.2M-2013Document11 pagesAws D17.2 - D17.2M-2013iwanPas encore d'évaluation
- Conference and Exhibition 2019Document10 pagesConference and Exhibition 2019Marcelo Varejão CasarinPas encore d'évaluation
- Carrolo2022 Article DevelopmentOfMetallicTransitioDocument13 pagesCarrolo2022 Article DevelopmentOfMetallicTransitioLuis MoraesPas encore d'évaluation
- Underwater Welding (Knowledge Summary)Document3 pagesUnderwater Welding (Knowledge Summary)Suhail AkhoonPas encore d'évaluation
- Chaowen Li Et Al., 2010Document7 pagesChaowen Li Et Al., 2010Luan CaetanoPas encore d'évaluation
- Gorni Slides ABMWeek 2018Document25 pagesGorni Slides ABMWeek 2018Edmar Souza SilvaPas encore d'évaluation
- Applsci 09 03118 v2 PDFDocument24 pagesApplsci 09 03118 v2 PDFRami GhorbelPas encore d'évaluation
- Cryogenics: Qinyan Pan, Chuanjun Huang, Laifeng LiDocument7 pagesCryogenics: Qinyan Pan, Chuanjun Huang, Laifeng LipurnashisPas encore d'évaluation
- Mechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir WeldingDocument7 pagesMechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir WeldingMed BENYASSSINEPas encore d'évaluation
- s00170 022 09062 XDocument14 pagess00170 022 09062 XPolco-SwapnilPas encore d'évaluation
- Studyof Weld Bead Propertiesin Shallow Depth Underwater Wet Weldingusing DOEDocument12 pagesStudyof Weld Bead Propertiesin Shallow Depth Underwater Wet Weldingusing DOE0472nachu45Pas encore d'évaluation
- Materials and Design: Z.Y. Zhu, C.Y. Deng, Y. Wang, Z.W. Yang, J.K. Ding, D.P. WangDocument8 pagesMaterials and Design: Z.Y. Zhu, C.Y. Deng, Y. Wang, Z.W. Yang, J.K. Ding, D.P. WangMohamed NasrPas encore d'évaluation
- Submerged Arc WeldingDocument11 pagesSubmerged Arc WeldingsurendarPas encore d'évaluation
- Investigation On The Mass Transfer Control, Process Stability and WeldingDocument11 pagesInvestigation On The Mass Transfer Control, Process Stability and WeldingRafi ZhaffPas encore d'évaluation
- Effect of Welding Speed and Post Weld Heat Treatment On Microstructural and Mechanical Properties of Alpha Beta Titanium Alloy EB WeldsDocument13 pagesEffect of Welding Speed and Post Weld Heat Treatment On Microstructural and Mechanical Properties of Alpha Beta Titanium Alloy EB Weldsvamsi krishnaPas encore d'évaluation
- Characterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFDocument8 pagesCharacterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFSinan ChenPas encore d'évaluation
- Modern Seismic Design of Steel Structures and Ec8 DevelopmentsDocument6 pagesModern Seismic Design of Steel Structures and Ec8 DevelopmentsboyzesPas encore d'évaluation
- EJMADocument8 pagesEJMAyash523Pas encore d'évaluation
- Developments in Pipe Weld OffshoreDocument22 pagesDevelopments in Pipe Weld OffshorealkdenPas encore d'évaluation
- ParkerEPRIAdvancedMaterialspaper 2013finalDocument20 pagesParkerEPRIAdvancedMaterialspaper 2013finalpreslePas encore d'évaluation
- Zhou 2014Document11 pagesZhou 2014Alireza KhodabandehPas encore d'évaluation
- DDTW Properties For High Strength Line Pipe SteelsDocument5 pagesDDTW Properties For High Strength Line Pipe SteelsWagner Duarte FloresPas encore d'évaluation
- Mechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir Welding PDFDocument7 pagesMechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir Welding PDFSabry S. YoussefPas encore d'évaluation
- Mechanical & Durability Performance of Precast Tunnel LiningDocument7 pagesMechanical & Durability Performance of Precast Tunnel Liningkomt qaqcPas encore d'évaluation
- The Friction Stir Welding of Small-Diameter Pipe: An Experimental and Numerical Proof of Concept For Automation and ManufacturingDocument16 pagesThe Friction Stir Welding of Small-Diameter Pipe: An Experimental and Numerical Proof of Concept For Automation and ManufacturingShahbazAhmadPas encore d'évaluation
- Thin-Walled StructuresDocument13 pagesThin-Walled StructuresAnis SuissiPas encore d'évaluation
- Study of Single Side Single Pass Submerged Arc Welding Using Reusable Backing StripDocument7 pagesStudy of Single Side Single Pass Submerged Arc Welding Using Reusable Backing StripHussain AlsaadyPas encore d'évaluation
- Modelling of Slant Failure Using Small Size SpecimenDocument10 pagesModelling of Slant Failure Using Small Size SpecimenMarcelo Varejão CasarinPas encore d'évaluation
- Using Hybrid Laser-Arc Welding To Reduce Distortion in Ship PanelsDocument5 pagesUsing Hybrid Laser-Arc Welding To Reduce Distortion in Ship PanelsaliPas encore d'évaluation
- 2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelDocument5 pages2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelPedro CunhaPas encore d'évaluation
- 2019-Material Flow During Friction Hydro-Pillar ProcessingDocument8 pages2019-Material Flow During Friction Hydro-Pillar ProcessingPedro CunhaPas encore d'évaluation
- Get WRC Bulletin 506 Half Bead Temper BeadDocument1 pageGet WRC Bulletin 506 Half Bead Temper BeadMichael Sanders0% (1)
- Submerged Arc Welding A Review PaperDocument4 pagesSubmerged Arc Welding A Review PaperSudhanshu KumarPas encore d'évaluation
- IBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsDocument11 pagesIBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsMarcelo Varejão CasarinPas encore d'évaluation
- Article4 PDFDocument6 pagesArticle4 PDFJoby JosephPas encore d'évaluation
- Ipc2012 90242Document8 pagesIpc2012 90242Marcelo Varejão CasarinPas encore d'évaluation
- Wwelds in CreepDocument24 pagesWwelds in CreepJ.GuerhardPas encore d'évaluation
- Cavitation-Erosion Resistant Weld Materials For Hydro Turbine RepairDocument15 pagesCavitation-Erosion Resistant Weld Materials For Hydro Turbine Repairab250561Pas encore d'évaluation
- The Effect of Electroless Ni-P Coatings On The Fatigue Life of Al 7075-T6 Fastener Holes With Symmetrical Slits PDFDocument9 pagesThe Effect of Electroless Ni-P Coatings On The Fatigue Life of Al 7075-T6 Fastener Holes With Symmetrical Slits PDFSunil KumbarPas encore d'évaluation
- Filling System For BladesDocument7 pagesFilling System For BladesCaio Fazzioli TavaresPas encore d'évaluation
- 1 s2.0 S0921509312002948 MainDocument7 pages1 s2.0 S0921509312002948 MainBilay CernaPas encore d'évaluation
- Earthq Engng Struct Dyn - 2023 - Hamilton - Seismic Excitation of Offshore Wind Turbines and Transition Piece ResponseDocument24 pagesEarthq Engng Struct Dyn - 2023 - Hamilton - Seismic Excitation of Offshore Wind Turbines and Transition Piece ResponseBridge&StructurePas encore d'évaluation
- 1 s2.0 S0007850613000577 MainDocument4 pages1 s2.0 S0007850613000577 MainBilay CernaPas encore d'évaluation
- Experimental Investigation On Flange Bolted-Welded Connection For Steel FrameDocument4 pagesExperimental Investigation On Flange Bolted-Welded Connection For Steel FramemdkmlPas encore d'évaluation
- JMMP 06 00084Document11 pagesJMMP 06 00084YaaseenPas encore d'évaluation
- Murshid Imam-2017Document22 pagesMurshid Imam-2017Shine KunnathPas encore d'évaluation
- Optimization of Weldability and Joint Strength of Al-Mg-Si With Additional Al-Si Cladding Based On A Design of Experiments InvestigationDocument11 pagesOptimization of Weldability and Joint Strength of Al-Mg-Si With Additional Al-Si Cladding Based On A Design of Experiments InvestigationpeubambergPas encore d'évaluation
- Sinta 5Document7 pagesSinta 5Amelia AzzuraPas encore d'évaluation
- Oxyacetylene WeldingDocument11 pagesOxyacetylene Weldingshingoku418Pas encore d'évaluation
- Achieving Equal Fatigue Strength To Base Material in A Friction Stir Welded 5083 H19 Aluminium Alloy JointDocument9 pagesAchieving Equal Fatigue Strength To Base Material in A Friction Stir Welded 5083 H19 Aluminium Alloy JointMohamed RamadanPas encore d'évaluation
- Fundamental Research On Underwater Welding: Effects of Water Environment On Metallurgical Structures of WeldsDocument11 pagesFundamental Research On Underwater Welding: Effects of Water Environment On Metallurgical Structures of WeldsJeesonAntonyPas encore d'évaluation
- 30Cr2Ni4MoV MaterialDocument12 pages30Cr2Ni4MoV Materiallacoste11111Pas encore d'évaluation
- Avoidance of Premature WeldDocument6 pagesAvoidance of Premature Weldmahmoud_allam3Pas encore d'évaluation
- Brittle Fracture in Steel StructuresD'EverandBrittle Fracture in Steel StructuresG.M. BoydPas encore d'évaluation
- 106 206 RPS LHDocument3 pages106 206 RPS LHral75Pas encore d'évaluation
- Manual 162 PDFDocument47 pagesManual 162 PDFDeimer Jose Figueroa ManriquePas encore d'évaluation
- Sustainable Production of Concrete Containing Discarded Beverage GlassDocument9 pagesSustainable Production of Concrete Containing Discarded Beverage Glassyeison100% (1)
- MOLYCOTEDocument34 pagesMOLYCOTEvaliullahPas encore d'évaluation
- Beach House ArchitecturalDocument3 pagesBeach House ArchitecturalMARKCHRISTMASPas encore d'évaluation
- Updated 2/13/2020. Source: BLS: WWW - Bls.Gov/Cpi For Cpi, WWW - Bls.Gov/Ppi For Ppis WWW - Bls.Gov/Ect For EcisDocument12 pagesUpdated 2/13/2020. Source: BLS: WWW - Bls.Gov/Cpi For Cpi, WWW - Bls.Gov/Ppi For Ppis WWW - Bls.Gov/Ect For EcisCrazyBookWormPas encore d'évaluation
- Osti Ia G Interlocks Noncontact v032113Document56 pagesOsti Ia G Interlocks Noncontact v032113EvaldoGualbertoPas encore d'évaluation
- Structural Steel VolumeDocument19 pagesStructural Steel Volumedeepa lakshmiPas encore d'évaluation
- Dieless Wire Drawing-An Experimental and Numerical Analysis: P. Tiernan, M.T. HilleryDocument6 pagesDieless Wire Drawing-An Experimental and Numerical Analysis: P. Tiernan, M.T. HillerycostytzuPas encore d'évaluation
- Norton WeldingMetalFabCatalog 2011Document182 pagesNorton WeldingMetalFabCatalog 2011RSR_2K5364Pas encore d'évaluation
- Study of Soil Structure Interaction On RCC BuildingDocument5 pagesStudy of Soil Structure Interaction On RCC BuildingInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- DE010 of-053123-1.0-P-Vulcraft Joist and Deck Plans - Datum ReviewedDocument9 pagesDE010 of-053123-1.0-P-Vulcraft Joist and Deck Plans - Datum ReviewedAzeemuddin Gulam MohammedPas encore d'évaluation
- SPH Bearing Draft 09.06.11Document39 pagesSPH Bearing Draft 09.06.11pandeydbPas encore d'évaluation
- Documentatie Flowserve Schmidt Armaturen 3 3 Vana Control FlowProDN25 300 PN63 160 DIN Sialco Reprezentanta Flowserve RomaniaDocument28 pagesDocumentatie Flowserve Schmidt Armaturen 3 3 Vana Control FlowProDN25 300 PN63 160 DIN Sialco Reprezentanta Flowserve Romaniajns1606Pas encore d'évaluation
- Protection & InterlocksDocument18 pagesProtection & InterlocksSanjay GuptaPas encore d'évaluation
- Compressible Flow ExamplesDocument3 pagesCompressible Flow ExamplesMikaila Denise LoanzonPas encore d'évaluation
- Alia ATF2000 Thermal Mass FlowmeterDocument4 pagesAlia ATF2000 Thermal Mass FlowmeterRexCrazyMindPas encore d'évaluation
- Paver Block SpecificationDocument8 pagesPaver Block SpecificationsintuPas encore d'évaluation
- Nassetti Bedhead Unit Care - Installation ManualDocument10 pagesNassetti Bedhead Unit Care - Installation ManualRashad Biomedical EngineerPas encore d'évaluation
- Installation Manual EiDocument13 pagesInstallation Manual Eithanh thien nguyenPas encore d'évaluation
- Buttress Dam AnalysisDocument8 pagesButtress Dam AnalysisIzet Mehmetaj100% (1)
- National Building Code of India FFTGDocument31 pagesNational Building Code of India FFTGSrinivasan RanganathanPas encore d'évaluation
- KHG Brochure May2023 12 CompressedDocument2 pagesKHG Brochure May2023 12 CompressedEbraheem GawadPas encore d'évaluation
- Graco Husky 515 Diaphragm Pump Data SheetDocument8 pagesGraco Husky 515 Diaphragm Pump Data SheetMROstop.comPas encore d'évaluation
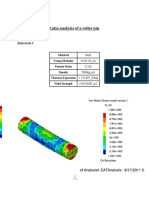
- Catia Analysis of A Roller PinDocument15 pagesCatia Analysis of A Roller Pinanteneh tesfayePas encore d'évaluation
- Model: ZR250KCE-TWD: Technical DataDocument9 pagesModel: ZR250KCE-TWD: Technical DataBalaji DhandapaniPas encore d'évaluation
- Dialight Led Highbay Specsheet ATEX HEADocument8 pagesDialight Led Highbay Specsheet ATEX HEAsachusunil008Pas encore d'évaluation
- NUS CIRCUIT (Course) EDXDocument41 pagesNUS CIRCUIT (Course) EDXอะซัด ปรินดาPas encore d'évaluation