Vous aimerez peut-être aussi
- Cnctrain Fanuc0M: CNC Simulation Systems 1995 2010Document51 pagesCnctrain Fanuc0M: CNC Simulation Systems 1995 2010Siti Idah TawhidPas encore d'évaluation
- Tool Load For MC-APP2008-003Document16 pagesTool Load For MC-APP2008-003jon doughPas encore d'évaluation
- OPERATION MANUAL SR-20R IV Type B cz.2Document300 pagesOPERATION MANUAL SR-20R IV Type B cz.2slawekudPas encore d'évaluation
- Professional 5 M-Code List: Applicable Models All ModelsDocument264 pagesProfessional 5 M-Code List: Applicable Models All ModelsnickcoptilPas encore d'évaluation
- Doosan BMT65 ToolingDocument28 pagesDoosan BMT65 Toolingmarcos lemosPas encore d'évaluation
- Osp5000 DNCDocument2 pagesOsp5000 DNCNhân Nguyễn ĐạiPas encore d'évaluation
- Makino Milling Machine Libraries (MML) : For Professional A / 3 / 5Document12 pagesMakino Milling Machine Libraries (MML) : For Professional A / 3 / 5Erich KreisederPas encore d'évaluation
- How To Disassemble The Turret Clamp UnclampDocument13 pagesHow To Disassemble The Turret Clamp Unclampangeldorta2002Pas encore d'évaluation
- Mori Seiki ZLM Codes ListDocument3 pagesMori Seiki ZLM Codes ListDragosPas encore d'évaluation
- SKT Series Set-Up Parameter (V08 - 20100826)Document32 pagesSKT Series Set-Up Parameter (V08 - 20100826)medmedPas encore d'évaluation
- Hardinge SR51 PLB-0009500-0112Document280 pagesHardinge SR51 PLB-0009500-0112cesar_abddPas encore d'évaluation
- Sanyo Denki TapeReader Model 2702 Instruction ManualDocument18 pagesSanyo Denki TapeReader Model 2702 Instruction ManualcoronaqcPas encore d'évaluation
- A-56731e-0083 02 050915Document4 pagesA-56731e-0083 02 050915occhityaPas encore d'évaluation
- Betriebs-Anleitung: Programming HintsDocument44 pagesBetriebs-Anleitung: Programming HintsAmir Hodzic100% (1)
- F400 Instruction Manual PDFDocument414 pagesF400 Instruction Manual PDFДТМ-Інжиніринг. Вестати з ЧПК, Південна КореяPas encore d'évaluation
- Easy Guide Programming Manual For Mc.Document55 pagesEasy Guide Programming Manual For Mc.JohnPaulSmith1Pas encore d'évaluation
- Genos-En CNC OkumaDocument13 pagesGenos-En CNC Okumahggil380250% (2)
- Mazak Oprawki TokarskieDocument32 pagesMazak Oprawki TokarskieIvanPas encore d'évaluation
- Mori SeikiDocument7 pagesMori SeikimachineCanPas encore d'évaluation
- Vt-1150 User ManualDocument22 pagesVt-1150 User ManualAnne RodriguesPas encore d'évaluation
- B-Axis Synchronization Function Work Program - 02Document2 pagesB-Axis Synchronization Function Work Program - 02Kamal KannanPas encore d'évaluation
- Program ExampleDocument48 pagesProgram ExamplecmganklPas encore d'évaluation
- DNC / File Transfer Settings For Meldas 60/60s Series: From The Meldas ManualDocument4 pagesDNC / File Transfer Settings For Meldas 60/60s Series: From The Meldas ManualPaulus PramudiPas encore d'évaluation
- Manual de InstruçãoDocument201 pagesManual de InstruçãoElaine ValdemirPas encore d'évaluation
- Oprawki - Mazak Schite DeseneDocument32 pagesOprawki - Mazak Schite DeseneStoian Valentin50% (2)
- FANUC 16,18 IPA Parameter ManualDocument76 pagesFANUC 16,18 IPA Parameter ManualJohan SneiderPas encore d'évaluation
- Ac Spindle DL-SBZDocument91 pagesAc Spindle DL-SBZBa DuyPas encore d'évaluation
- Siemens Operator ManuelDocument64 pagesSiemens Operator ManuelFikret SönmezPas encore d'évaluation
- CNC Tapping Center: TC-S2D TC-22B TC-20B TC-R2B TC-32B TC-31BDocument15 pagesCNC Tapping Center: TC-S2D TC-22B TC-20B TC-R2B TC-32B TC-31BFodor Attila BotondPas encore d'évaluation
- File - 20210920 - 111340 - G7 YasnacDocument1 pageFile - 20210920 - 111340 - G7 YasnacPhong HuynhPas encore d'évaluation
- 54765e PDFDocument152 pages54765e PDFCristobal PerezPas encore d'évaluation
- Al-12 Spindle AlarmDocument20 pagesAl-12 Spindle AlarmPhong HuynhPas encore d'évaluation
- LL1302 - 10332-Functiile MasiniDocument16 pagesLL1302 - 10332-Functiile MasiniSzaby Kalman100% (1)
- 991 Part%206%20alarms PDFDocument17 pages991 Part%206%20alarms PDFLê Thanh NgọcPas encore d'évaluation
- All Clear The NC and The PLC DataDocument2 pagesAll Clear The NC and The PLC DataAntonio de la TorrePas encore d'évaluation
- Variable Lead Thread Cutting Initialization Flow For FS-0iDocument20 pagesVariable Lead Thread Cutting Initialization Flow For FS-0iS.DharanipathyPas encore d'évaluation
- CNC Lathe CrownDocument93 pagesCNC Lathe CrownReynaldo Antonio MarcosPas encore d'évaluation
- Date Aug.26.2010 Manual No. DP220985-10E Machine S/N: PrefaceDocument150 pagesDate Aug.26.2010 Manual No. DP220985-10E Machine S/N: PrefaceMilton Righetto NassPas encore d'évaluation
- 17 HK63Document39 pages17 HK63faqall0% (1)
- M300 M300-V Programming ManualDocument361 pagesM300 M300-V Programming ManualAndey RibalkoPas encore d'évaluation
- Mitsubishi Manuals 924 PDFDocument46 pagesMitsubishi Manuals 924 PDFPablo M. Estrada Aguilar0% (1)
- Touch Probes enDocument44 pagesTouch Probes enMonteagudoPas encore d'évaluation
- Sodick RS-232 ConnectionDocument17 pagesSodick RS-232 ConnectionRodrigo Lopez CelisPas encore d'évaluation
- CTX510 - Eco TUE FA V1.1 EN - 000Document104 pagesCTX510 - Eco TUE FA V1.1 EN - 000Miliano FilhoPas encore d'évaluation
- MAZAK Live Tooling For Mazak Quick Turn Smart 300 350M CatalogDocument2 pagesMAZAK Live Tooling For Mazak Quick Turn Smart 300 350M CatalograzielakaPas encore d'évaluation
- CNC MitshibushiDocument394 pagesCNC MitshibushiMathi AlaganPas encore d'évaluation
- FANUC Series 16i 18i 21i-TATB Outputting Signal Near End PointDocument3 pagesFANUC Series 16i 18i 21i-TATB Outputting Signal Near End Pointmahdi elmayPas encore d'évaluation
- 20ab - Operation Manual PDFDocument103 pages20ab - Operation Manual PDFNormaudettegmailcomPas encore d'évaluation
- Ponz Controller Fanuc Oi PF ManualDocument89 pagesPonz Controller Fanuc Oi PF ManualRose Ann C. RofuliPas encore d'évaluation
- ROBOSHOT a-SiA-Series Data SheetsDocument22 pagesROBOSHOT a-SiA-Series Data SheetsHernan LopezPas encore d'évaluation
- Mazak Mazatech v-515 en v1Document8 pagesMazak Mazatech v-515 en v1Mauricio A. Tamayo RamirezPas encore d'évaluation
- Fanuc 6 Alarm Codes System Fanuc 6 AlarmsDocument16 pagesFanuc 6 Alarm Codes System Fanuc 6 AlarmsPham LongPas encore d'évaluation
- Able F Ontents: Wire EDM Machine OperationDocument210 pagesAble F Ontents: Wire EDM Machine OperationtranhoachbnPas encore d'évaluation
- 004 Basic Bop Lea312 AstDocument188 pages004 Basic Bop Lea312 AstKITTICHAI100% (1)
- Operating Instructions: Subject Siemens Tool Management Date / Version 16.03.2011 14:53:00 / V2.0.1.0 Control SiemensDocument45 pagesOperating Instructions: Subject Siemens Tool Management Date / Version 16.03.2011 14:53:00 / V2.0.1.0 Control SiemensGyörgy MurvaiPas encore d'évaluation
- CAK36 ElectricalDocument33 pagesCAK36 Electricals_barriosPas encore d'évaluation
- Fagor 800T Manual 2 PDFDocument224 pagesFagor 800T Manual 2 PDFniksa77Pas encore d'évaluation
- M2 ManualDocument31 pagesM2 ManualMercedes Peña de PaucarPas encore d'évaluation
- Arumatik M8-V3.2.6 (E)Document531 pagesArumatik M8-V3.2.6 (E)moi0% (1)
- Arumatik 2.2.1 (E)Document516 pagesArumatik 2.2.1 (E)moiPas encore d'évaluation
- Power Chuck T-NutDocument1 pagePower Chuck T-NutseregePas encore d'évaluation
- User ManualDocument92 pagesUser ManualseregePas encore d'évaluation
- SMART 316 Use - Maintenance ManualDocument166 pagesSMART 316 Use - Maintenance ManualseregePas encore d'évaluation
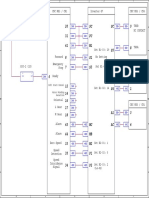
- Wiring Diagram: Minas A Servo Driver CN Ser Mini DIN 8-Pin, Male PC Sub-D 9-Pin, FemaleDocument1 pageWiring Diagram: Minas A Servo Driver CN Ser Mini DIN 8-Pin, Male PC Sub-D 9-Pin, Femaleserege75% (4)
- 1578Document1 page1578seregePas encore d'évaluation
- 808D GM Codes QuickDocument5 pages808D GM Codes QuickrianrurePas encore d'évaluation
- Sie S626 7.5BDocument305 pagesSie S626 7.5BseregePas encore d'évaluation
- 41-NC Maint PDFDocument510 pages41-NC Maint PDFakirenaviPas encore d'évaluation
- 1578Document1 page1578seregePas encore d'évaluation
- VaritelDocument321 pagesVaritelserege0% (1)
- SinamicsDocument1 pageSinamicsseregePas encore d'évaluation
- SinamicsDocument1 pageSinamicsseregePas encore d'évaluation
- SinamicsDocument3 pagesSinamicsseregePas encore d'évaluation
- 81055EN 02ROBOTandServoDocument81 pages81055EN 02ROBOTandServoseregePas encore d'évaluation
- ENG CS 1242132 Dynamic Series 0507Document120 pagesENG CS 1242132 Dynamic Series 0507seregePas encore d'évaluation
- Rotex CouplingDocument39 pagesRotex CouplingseregePas encore d'évaluation
- Pump Lube SKFDocument2 pagesPump Lube SKFseregePas encore d'évaluation
- Custom Macro Quick ReferenceDocument2 pagesCustom Macro Quick ReferenceNickolas Gibbs100% (3)
- M100719E MX3 For Yasnac Installatio ManualDocument12 pagesM100719E MX3 For Yasnac Installatio ManualseregePas encore d'évaluation
- IRAQ Reproductive Maternal, Newborn, Child and Adolescent HealthDocument32 pagesIRAQ Reproductive Maternal, Newborn, Child and Adolescent HealthbejarhasanPas encore d'évaluation
- Solution Manual-Statistical Physics of Particles by Meheran KardarDocument165 pagesSolution Manual-Statistical Physics of Particles by Meheran KardarDanielle Nguyen7% (14)
- Manual CAT 345C LDocument20 pagesManual CAT 345C LRicardo SotoPas encore d'évaluation
- Safe Motherhood Ao2016-0035 Quality Antenatal Care PDFDocument9 pagesSafe Motherhood Ao2016-0035 Quality Antenatal Care PDFGa B B OrlonganPas encore d'évaluation
- Guru ShishyaDocument3 pagesGuru ShishyacktacsPas encore d'évaluation
- Cesars WayDocument20 pagesCesars WayToni TursićPas encore d'évaluation
- Ibridge Product Spec SheetDocument2 pagesIbridge Product Spec SheetanupamPas encore d'évaluation
- Iso 16232 10 2007 en PDFDocument8 pagesIso 16232 10 2007 en PDFyağmurPas encore d'évaluation
- ISA Guidelines PPF 1Document19 pagesISA Guidelines PPF 1Vasu DevanPas encore d'évaluation
- Important Points in SurveyingDocument4 pagesImportant Points in SurveyingAnand BossPas encore d'évaluation
- Smart English 2 PDFDocument44 pagesSmart English 2 PDFmishhuana90% (21)
- NBCC 2015 Seismic Design Examples in S-FRAME AnalysisDocument91 pagesNBCC 2015 Seismic Design Examples in S-FRAME AnalysisMike Smith100% (1)
- BIOL 2300 Homework 2 Summer2019Document2 pagesBIOL 2300 Homework 2 Summer2019Tanner JohnsonPas encore d'évaluation
- STORIESDocument18 pagesSTORIESHaRa TPas encore d'évaluation
- Assignment On Unstable or Astatic Gravimeters and Marine Gravity SurveyDocument9 pagesAssignment On Unstable or Astatic Gravimeters and Marine Gravity Surveyraian islam100% (1)
- Organic Food Business in India A Survey of CompaniDocument19 pagesOrganic Food Business in India A Survey of CompaniShravan KemturPas encore d'évaluation
- THE PERFECT DAY Compressed 1 PDFDocument218 pagesTHE PERFECT DAY Compressed 1 PDFMariaPas encore d'évaluation
- Attitude Scale For Mental IllnessDocument6 pagesAttitude Scale For Mental IllnessSyed Faizan100% (7)
- Alumni Homecoming ScriptDocument2 pagesAlumni Homecoming ScriptMeliza Casipit100% (1)
- Case Study 1 HRM in PandemicDocument2 pagesCase Study 1 HRM in PandemicKristine Dana LabaguisPas encore d'évaluation
- WTSDA2021 TSDBlack Belt ManualDocument160 pagesWTSDA2021 TSDBlack Belt ManualJesus HernandezPas encore d'évaluation
- Only Great Minds Can Read This Based On Cambridge University StudyDocument7 pagesOnly Great Minds Can Read This Based On Cambridge University StudyabotPas encore d'évaluation
- Masters Thesis Benyam 2011Document156 pagesMasters Thesis Benyam 2011TechBoy65Pas encore d'évaluation
- Ashfaque Ahmed-The SAP Materials Management Handbook-Auerbach Publications, CRC Press (2014)Document36 pagesAshfaque Ahmed-The SAP Materials Management Handbook-Auerbach Publications, CRC Press (2014)surajnayak77Pas encore d'évaluation
- Malnutrition Case StudyDocument3 pagesMalnutrition Case Studyapi-622273373Pas encore d'évaluation
- FBDocument27 pagesFBBenjaminPas encore d'évaluation
- Contemplation (Murāqaba) and Spiritual Focus/attention (Tawajjuh) in The Pre-Mujaddidi Naqshibandi OrderDocument5 pagesContemplation (Murāqaba) and Spiritual Focus/attention (Tawajjuh) in The Pre-Mujaddidi Naqshibandi OrderShahmir ShahidPas encore d'évaluation
- Cisco Nexus 7000 Introduction To NX-OS Lab GuideDocument38 pagesCisco Nexus 7000 Introduction To NX-OS Lab Guiderazzzzzzzzzzz100% (1)
- SWAMINATHAN Ajanta RhapsodyDocument227 pagesSWAMINATHAN Ajanta RhapsodyRoberto E. García100% (1)
- Solow 5e Web SolutionsDocument58 pagesSolow 5e Web SolutionsOscar VelezPas encore d'évaluation