Vous aimerez peut-être aussi
- ChemicalDocument12 pagesChemicalb_bhoopathyPas encore d'évaluation
- En10130 1999Document16 pagesEn10130 1999b_bhoopathyPas encore d'évaluation
- ISPM - 15 GuidelinesDocument16 pagesISPM - 15 GuidelinestapansahuPas encore d'évaluation
- Transaction Details: Navigation To The Webpage Was CanceledDocument1 pageTransaction Details: Navigation To The Webpage Was Canceledb_bhoopathyPas encore d'évaluation
- 5S Training ProgramDocument47 pages5S Training Programb_bhoopathyPas encore d'évaluation
- Bronze LG2 2Document1 pageBronze LG2 2Ftg WwfdfPas encore d'évaluation
- ISO Library PDFDocument643 pagesISO Library PDFhaharamesh100% (1)
- Tamil Rhymes&Songs PDFDocument49 pagesTamil Rhymes&Songs PDFb_bhoopathyPas encore d'évaluation
- Tamil Rhymes&SongsDocument49 pagesTamil Rhymes&SongsGiri Sankar50% (2)
- Castrol DW 30Document2 pagesCastrol DW 30b_bhoopathyPas encore d'évaluation
- Tamil Rhymes PDFDocument49 pagesTamil Rhymes PDFb_bhoopathyPas encore d'évaluation
- Part Number ListDocument4 pagesPart Number Listb_bhoopathyPas encore d'évaluation
- Shiv Khera - Blueprint For Success - Sep.09Document58 pagesShiv Khera - Blueprint For Success - Sep.09tejkhanna2009100% (2)
- My SelfDocument107 pagesMy Selfb_bhoopathy100% (1)
- ASTM StandardDocument8 pagesASTM Standardb_bhoopathyPas encore d'évaluation
- En S355J2G3C 1.0569Document1 pageEn S355J2G3C 1.0569b_bhoopathyPas encore d'évaluation
- Standard AstmDocument8 pagesStandard Astmb_bhoopathyPas encore d'évaluation
- 534 2 4Document9 pages534 2 4b_bhoopathyPas encore d'évaluation
- UCAL FUEL SYSTEMS CALCULATION FOR BIASDocument1 pageUCAL FUEL SYSTEMS CALCULATION FOR BIASb_bhoopathyPas encore d'évaluation
- Copper SpecificationsDocument37 pagesCopper SpecificationsSandeep MatetiPas encore d'évaluation
- ASTM B88 - 1996 - Standard Specification For Seamless Copper Water TubeDocument14 pagesASTM B88 - 1996 - Standard Specification For Seamless Copper Water Tubefininho555100% (1)
- IuihkhDocument1 pageIuihkhb_bhoopathyPas encore d'évaluation
- Process Failure Mode Effect Analysis: CA/PA-RCA: Advanced ToolDocument22 pagesProcess Failure Mode Effect Analysis: CA/PA-RCA: Advanced ToolshivendrakumarPas encore d'évaluation
- Ganesha & InnovationDocument3 pagesGanesha & Innovationb_bhoopathyPas encore d'évaluation
- ANSI-ASME B16.5 (1996) - Pipe Flanges and Flanged FittingsDocument157 pagesANSI-ASME B16.5 (1996) - Pipe Flanges and Flanged FittingslcfgvPas encore d'évaluation
- Process Failure Mode Effect Analysis: CA/PA-RCA: Advanced ToolDocument22 pagesProcess Failure Mode Effect Analysis: CA/PA-RCA: Advanced ToolshivendrakumarPas encore d'évaluation
- Competency MappingDocument25 pagesCompetency MappinggingergarlicPas encore d'évaluation
- UCAL FUEL SYSTEMS CALCULATION FOR BIASDocument1 pageUCAL FUEL SYSTEMS CALCULATION FOR BIASb_bhoopathyPas encore d'évaluation
- PPAP Explained: What is a PPAP and How to Complete OneDocument4 pagesPPAP Explained: What is a PPAP and How to Complete Oneb_bhoopathyPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- A Steganography Intrusion Detection SystemDocument21 pagesA Steganography Intrusion Detection SystemjamessomPas encore d'évaluation
- 11 - Biennial - Form/3 Component Uphole Survey For Estimation of SHDocument5 pages11 - Biennial - Form/3 Component Uphole Survey For Estimation of SHVishal PandeyPas encore d'évaluation
- Detroit GHG17 Heavy Duty Troubleshooting Manual PDFDocument3 104 pagesDetroit GHG17 Heavy Duty Troubleshooting Manual PDFJoel Colter100% (17)
- Academic Performance of Face-to-Face and Online Students in An Introductory Economics Course and Determinants of Final Course GradesDocument13 pagesAcademic Performance of Face-to-Face and Online Students in An Introductory Economics Course and Determinants of Final Course GradesLou BaldomarPas encore d'évaluation
- One Plus 7Document114 pagesOne Plus 7Priyanka ChudasamaPas encore d'évaluation
- AtmegaDocument22 pagesAtmegaMUKILANPas encore d'évaluation
- Emc VNX Vnxe3300: Installation GuideDocument28 pagesEmc VNX Vnxe3300: Installation GuideAnkit JoshiPas encore d'évaluation
- Pending Exception RDocument17 pagesPending Exception Rsyafri maryonoPas encore d'évaluation
- Check List For Overall Piping Plot PlanDocument3 pagesCheck List For Overall Piping Plot PlankamleshyadavmoneyPas encore d'évaluation
- MB Truck Explorer Manual GB PDFDocument117 pagesMB Truck Explorer Manual GB PDFاحمد ابو عبداللهPas encore d'évaluation
- CE 205 - Analyzing Hydrographs and Deriving Unit HydrographsDocument17 pagesCE 205 - Analyzing Hydrographs and Deriving Unit HydrographsUmange RanasinghePas encore d'évaluation
- Dpu 6055Document54 pagesDpu 6055Daniel PricopPas encore d'évaluation
- Data Mining QuestionsDocument9 pagesData Mining QuestionsSwarnim ShuklaPas encore d'évaluation
- Vendor Information Vishay BLH Handbook TC0013 Solutions For Process Weighing and Force Measurement Electronic Weigh SystemsDocument59 pagesVendor Information Vishay BLH Handbook TC0013 Solutions For Process Weighing and Force Measurement Electronic Weigh SystemsAndrew JacksonPas encore d'évaluation
- Supporting Mobile Objects in Corba: Ec/Acts Climate ClusterDocument32 pagesSupporting Mobile Objects in Corba: Ec/Acts Climate ClusterLuitaPas encore d'évaluation
- Induction - George Ricarrson 2501987261Document11 pagesInduction - George Ricarrson 2501987261George RYPas encore d'évaluation
- Triac BT137-600DDocument6 pagesTriac BT137-600DEverton AlvesPas encore d'évaluation
- Darktrace Csensor Release NotesDocument10 pagesDarktrace Csensor Release NotesNelson JuniorPas encore d'évaluation
- Adiabatic Logic: An Alternative Approach To Low Power Application CircuitsDocument6 pagesAdiabatic Logic: An Alternative Approach To Low Power Application CircuitsBibartan DasPas encore d'évaluation
- E16 8 2Document4 pagesE16 8 2Branko FerenčakPas encore d'évaluation
- Stator Generator EolianDocument40 pagesStator Generator EolianCatalin BordeiPas encore d'évaluation
- IGCSE Chemistry TEST YOUR SELF CHAPTER 4Document12 pagesIGCSE Chemistry TEST YOUR SELF CHAPTER 4Nguyễn Việt Huy RoyPas encore d'évaluation
- Transient Step Response Specification of Z-Source DC-DC ConverterDocument5 pagesTransient Step Response Specification of Z-Source DC-DC ConverterijsretPas encore d'évaluation
- Numerical Simulations of The Effects of Non-Uniform Temperature Distributions On Lateral Torsional Buckling Resistance of Steel I-BeamsDocument8 pagesNumerical Simulations of The Effects of Non-Uniform Temperature Distributions On Lateral Torsional Buckling Resistance of Steel I-BeamsReaditReaditPas encore d'évaluation
- Babcock University Bookshop An Babcock University BookshopDocument11 pagesBabcock University Bookshop An Babcock University BookshopAdeniyi M. AdelekePas encore d'évaluation
- Hvac Water BalancingDocument5 pagesHvac Water BalancingAwais Jalali100% (2)
- MotorDocument33 pagesMotorLyka LasilasPas encore d'évaluation
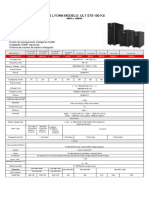
- Ups Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVADocument1 pageUps Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVASebastian Matias CruzPas encore d'évaluation
- Materi Welding Defect IIDocument64 pagesMateri Welding Defect IIsmartz inspectionPas encore d'évaluation