Vous aimerez peut-être aussi
- Guía para CaballerosDocument30 pagesGuía para Caballerosytalo100% (1)
- Ejerc.1 RCPDocument4 pagesEjerc.1 RCPAndres MelianPas encore d'évaluation
- PTL-TE-306 Recepción Ventanas de AluminioDocument1 pagePTL-TE-306 Recepción Ventanas de AluminioEduardo Toro Valdivia50% (2)
- PTL TE 302 Instalación CerámicasDocument1 pagePTL TE 302 Instalación CerámicasEduardo Toro ValdiviaPas encore d'évaluation
- PTL-TE-303.2 Recepción Quincallería y CerrajeríaDocument1 pagePTL-TE-303.2 Recepción Quincallería y CerrajeríaEduardo Toro ValdiviaPas encore d'évaluation
- Canalizaciones Electricas - Oswaldo PenisiDocument182 pagesCanalizaciones Electricas - Oswaldo PenisiAndres Domínguez100% (5)
- Instalacion Del Sistema de AlumbradoDocument6 pagesInstalacion Del Sistema de AlumbradoGuadalupe Jose Ramirez SiasPas encore d'évaluation
- Rorschach Estructural (Neurosis Histerica)Document5 pagesRorschach Estructural (Neurosis Histerica)Ivone Parlova Cardenas ParadaPas encore d'évaluation
- Dimensiones de BridasDocument4 pagesDimensiones de BridasJulio Deyvis Ayala Gutierrez100% (1)
- PTL-TE-313 Recepción Piso FlotanteDocument1 pagePTL-TE-313 Recepción Piso FlotanteEduardo Toro ValdiviaPas encore d'évaluation
- PTL TE 303.1 Recepción PuertasDocument1 pagePTL TE 303.1 Recepción PuertasEduardo Toro ValdiviaPas encore d'évaluation
- Pdvsa MDP 05 e 01Document117 pagesPdvsa MDP 05 e 01Carlos Vega100% (1)
- Diagrama de Flujo CálculoDocument6 pagesDiagrama de Flujo CálculoSeba Peralta ProfiniPas encore d'évaluation
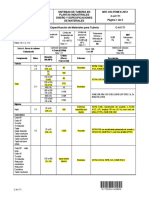
- Listado de Materiales Hdpe - Certificados 8.09Document28 pagesListado de Materiales Hdpe - Certificados 8.09Xavier AFPas encore d'évaluation
- Ing Are Piq HD Rot 0Document5 pagesIng Are Piq HD Rot 0Fer RuanoPas encore d'évaluation
- Indice Data Book PDFDocument1 pageIndice Data Book PDFNatalia Pinazo EstradaPas encore d'évaluation
- 5.PI-PR-008 Rev.0 - General de Trazabilidad de SoldadurasDocument6 pages5.PI-PR-008 Rev.0 - General de Trazabilidad de Soldadurasarturo avilaPas encore d'évaluation
- Diapositiva Terapia de JUEGO #1Document13 pagesDiapositiva Terapia de JUEGO #1Famafm SamanaPas encore d'évaluation
- Valvula Atex Serie 290-390 AscoDocument3 pagesValvula Atex Serie 290-390 AscoBase SistemasPas encore d'évaluation
- Asco Catalogo2 PDFDocument114 pagesAsco Catalogo2 PDFRicardo Garcia FuentesPas encore d'évaluation
- Separadores de HumedadDocument12 pagesSeparadores de HumedadKendy YaltaPas encore d'évaluation
- Asco Solenoid Valve Series 8290 CatalogespDocument10 pagesAsco Solenoid Valve Series 8290 Catalogespkosmc123Pas encore d'évaluation
- Pasta GNDocument8 pagesPasta GNRaúl Alberto ZangPas encore d'évaluation
- Cantidades de Soldadura para Proyecto Fase 4 JacanaDocument16 pagesCantidades de Soldadura para Proyecto Fase 4 JacanaJESUS TRUJILLOPas encore d'évaluation
- Et 0000 0 000 04 751 PDFDocument131 pagesEt 0000 0 000 04 751 PDFisalgadosterPas encore d'évaluation
- Procedimiento de Fabricación API 650Document11 pagesProcedimiento de Fabricación API 650Ariel Omar Morales VieyraPas encore d'évaluation
- Procedimiento Ajuste Uniones BridadasDocument13 pagesProcedimiento Ajuste Uniones BridadasBjj Carlos RodriguezPas encore d'évaluation
- Informe Del Horno F1 PDFDocument35 pagesInforme Del Horno F1 PDFluis eduardo alvarezPas encore d'évaluation
- E H HMM Ec 3005x Memoria Mecanica de AeroenfriadorDocument55 pagesE H HMM Ec 3005x Memoria Mecanica de Aeroenfriadorcristian_alex9885Pas encore d'évaluation
- Cálculo Boquilla AeroenfriadorDocument6 pagesCálculo Boquilla Aeroenfriadoreldeividm100% (1)
- Hornos A Fuego DirectoDocument37 pagesHornos A Fuego DirectoEnrique ArcePas encore d'évaluation
- CEL-CAP17091-1803694-PL-002 Ver 0Document19 pagesCEL-CAP17091-1803694-PL-002 Ver 0ricardorolPas encore d'évaluation
- Montaje de Tuberias y Tendido de Cable de Alimentación de 220 VacDocument4 pagesMontaje de Tuberias y Tendido de Cable de Alimentación de 220 VacNago ConsultoresPas encore d'évaluation
- Indice de ServicioDocument5 pagesIndice de ServicioAlfredo LogaPas encore d'évaluation
- T01-ETM-SV-305 - 3 ETG Pintura de EquiposDocument22 pagesT01-ETM-SV-305 - 3 ETG Pintura de EquiposGaston ContrerasPas encore d'évaluation
- Calculo de Tiempos de Soldadura PDFDocument2 pagesCalculo de Tiempos de Soldadura PDFMauricio Javier Pérez Torres100% (1)
- PO-MC-013 Ejecucion de Hot-TapDocument9 pagesPO-MC-013 Ejecucion de Hot-TapmekanicobucaroPas encore d'évaluation
- Alcance, Medición y Forma de PagoDocument68 pagesAlcance, Medición y Forma de PagoMiguel A. Martinez PPas encore d'évaluation
- Punch List ResumenDocument1 pagePunch List ResumenRonny Joel QCPas encore d'évaluation
- PR-PP-08 Procedimiento de Diseño V1Document12 pagesPR-PP-08 Procedimiento de Diseño V1Javier Lozano AbrilPas encore d'évaluation
- Cubicacion de Lineas, Valvulas y FittingDocument8 pagesCubicacion de Lineas, Valvulas y FittingPedro Alejandro Segovia MolinaPas encore d'évaluation
- Procedimiento para Calificación de Soldadores Con El Proceso SmawDocument4 pagesProcedimiento para Calificación de Soldadores Con El Proceso SmawStephanie Denyss LozanoPas encore d'évaluation
- Aisladores de MT y BTDocument8 pagesAisladores de MT y BTYasmin De Moraes RamírezPas encore d'évaluation
- P3. RoladoDocument5 pagesP3. RoladoIvan HerverPas encore d'évaluation
- Costo PipingDocument4 pagesCosto PipingPeter RodriguezPas encore d'évaluation
- 5735 SK 500 10350 - L1 - 0Document1 page5735 SK 500 10350 - L1 - 0Gabriel CastroPas encore d'évaluation
- Espesores de Vigas AmericanasDocument18 pagesEspesores de Vigas AmericanasPericodelosPalotesPas encore d'évaluation
- T2ADocument1 pageT2AAntonio LoretoCortesPas encore d'évaluation
- 20 Oew 420 18577 InterDocument5 pages20 Oew 420 18577 InterKatherine Toloza AcostaPas encore d'évaluation
- Fo-Cca-004 Inspeccion de Preparacion de Superficies e Inspeccion de Espesor de Pelicula SecaDocument3 pagesFo-Cca-004 Inspeccion de Preparacion de Superficies e Inspeccion de Espesor de Pelicula SecaJairo Valer CamposPas encore d'évaluation
- DATA BOOK Electrica&InstrumentacionDocument3 pagesDATA BOOK Electrica&InstrumentacionVictor VillarrealPas encore d'évaluation
- Guía para Cementar PVCDocument24 pagesGuía para Cementar PVCCanoPas encore d'évaluation
- Consumo de Soldadura 1Document3 pagesConsumo de Soldadura 1Dario100% (1)
- PERLITEMP PresentaciónDocument24 pagesPERLITEMP PresentacióndcarunchioPas encore d'évaluation
- Libro Tubo: Cliente: Contrato: Planos de Construcción: IsométricoDocument14 pagesLibro Tubo: Cliente: Contrato: Planos de Construcción: IsométricoKatherine Toloza AcostaPas encore d'évaluation
- TracingDocument52 pagesTracingMiki JaksicPas encore d'évaluation
- PROC-OOCC Pintura GalponDocument18 pagesPROC-OOCC Pintura GalponAlexis Collante FontdelaVallPas encore d'évaluation
- ItpDocument17 pagesItpOmar BecerrilPas encore d'évaluation
- A13Document1 pageA13jimmycabreraPas encore d'évaluation
- Clase 05 IIIDocument39 pagesClase 05 IIIMayerli PerazaPas encore d'évaluation
- Fabricación de Elementos de CaldereríaDocument28 pagesFabricación de Elementos de CaldereríaJDGM01Pas encore d'évaluation
- Anexo C 2.1Document372 pagesAnexo C 2.1Missael Lazcano PachecoPas encore d'évaluation
- Gi00607004 2550 03 HD 011Document9 pagesGi00607004 2550 03 HD 011JOSUE FERNANDO FERNANDEZPas encore d'évaluation
- Plantas Destiladoras EVAPORADOR F-100 CLASESDocument34 pagesPlantas Destiladoras EVAPORADOR F-100 CLASESapi-19960717Pas encore d'évaluation
- ESS-QAQC-PPI006 - D Ranurado de TuberíasDocument1 pageESS-QAQC-PPI006 - D Ranurado de TuberíaspedroPas encore d'évaluation
- Traceado Con VaporDocument8 pagesTraceado Con Vaporcsantander1100% (1)
- Punch ListDocument1 pagePunch ListRoGeer' HdeezPas encore d'évaluation
- Si-F-Mu-012-003 Inspeccion de NeumaticosDocument1 pageSi-F-Mu-012-003 Inspeccion de NeumaticosAntoni abdon huaman salazarPas encore d'évaluation
- DETALLESDocument1 pageDETALLESMaria josePas encore d'évaluation
- PTL TE 302.1 Recepción CerámicasDocument1 pagePTL TE 302.1 Recepción CerámicasEduardo Toro ValdiviaPas encore d'évaluation
- PRO TE 302 Colocación de Cerámica 2Document6 pagesPRO TE 302 Colocación de Cerámica 2Eduardo Toro ValdiviaPas encore d'évaluation
- PTL-TE-301 Instalación 1 Cara Tab. VolcometalDocument1 pagePTL-TE-301 Instalación 1 Cara Tab. VolcometalEduardo Toro ValdiviaPas encore d'évaluation
- PTL TE 303 Recepción MarcosDocument1 pagePTL TE 303 Recepción MarcosEduardo Toro ValdiviaPas encore d'évaluation
- PTL TE 308 Impermeabilización AsfálticaDocument1 pagePTL TE 308 Impermeabilización AsfálticaEduardo Toro ValdiviaPas encore d'évaluation
- PTL-TE-304 Recepción Colocación Papel MuralDocument1 pagePTL-TE-304 Recepción Colocación Papel MuralEduardo Toro ValdiviaPas encore d'évaluation
- PRO TE 305 Alfombra 2Document4 pagesPRO TE 305 Alfombra 2Eduardo Toro ValdiviaPas encore d'évaluation
- PRO TE 304 Papel Mural 2Document4 pagesPRO TE 304 Papel Mural 2Eduardo Toro ValdiviaPas encore d'évaluation
- PRO-TE-303 Colocación de Marcos y Puertas-2Document4 pagesPRO-TE-303 Colocación de Marcos y Puertas-2Eduardo Toro ValdiviaPas encore d'évaluation
- PRO TE 306 Ventanas de Aluminio 2Document4 pagesPRO TE 306 Ventanas de Aluminio 2Eduardo Toro ValdiviaPas encore d'évaluation
- PTL-TE-305 Recepción Colocación AlfombraDocument1 pagePTL-TE-305 Recepción Colocación AlfombraEduardo Toro ValdiviaPas encore d'évaluation
- PTL-TE-307.1 Recepción Pintura ExteriorDocument1 pagePTL-TE-307.1 Recepción Pintura ExteriorEduardo Toro ValdiviaPas encore d'évaluation
- PRO TE 307 Pinturas 2Document4 pagesPRO TE 307 Pinturas 2Eduardo Toro ValdiviaPas encore d'évaluation
- PTL TE 308.3 Imperm - Asfaltica TerrazasDocument1 pagePTL TE 308.3 Imperm - Asfaltica TerrazasEduardo Toro ValdiviaPas encore d'évaluation
- PTL-TE-307 Recepción Pintura InteriorDocument1 pagePTL-TE-307 Recepción Pintura InteriorEduardo Toro ValdiviaPas encore d'évaluation
- PTL-TE-309 Impermeab. Polímeros ElásticosDocument1 pagePTL-TE-309 Impermeab. Polímeros ElásticosEduardo Toro ValdiviaPas encore d'évaluation
- PRO TE 308 Impermeabilizaciones Asfálticas 2Document4 pagesPRO TE 308 Impermeabilizaciones Asfálticas 2Eduardo Toro ValdiviaPas encore d'évaluation
- PTL-TE-308.2 Imperm. Asfáltica Sala CalderasDocument1 pagePTL-TE-308.2 Imperm. Asfáltica Sala CalderasEduardo Toro ValdiviaPas encore d'évaluation
- PRO TE 309 Impermeab. Polímeros Elásticos 2Document4 pagesPRO TE 309 Impermeab. Polímeros Elásticos 2Eduardo Toro ValdiviaPas encore d'évaluation
- PTL-TE-312 Recepción Tabique IsomurDocument1 pagePTL-TE-312 Recepción Tabique IsomurEduardo Toro ValdiviaPas encore d'évaluation
- PRO TE 312 Tabiquería Isomur 2Document9 pagesPRO TE 312 Tabiquería Isomur 2Eduardo Toro ValdiviaPas encore d'évaluation
- PRO TE 310 Impermeab. Cementicio Flexible 2Document4 pagesPRO TE 310 Impermeab. Cementicio Flexible 2Eduardo Toro ValdiviaPas encore d'évaluation
- PTL-TE-310 Impermeab. Cementicios FlexiblesDocument1 pagePTL-TE-310 Impermeab. Cementicios FlexiblesEduardo Toro ValdiviaPas encore d'évaluation
- PTL-TE-311 Recepción Juntura Inv - Tab. VolcometalDocument1 pagePTL-TE-311 Recepción Juntura Inv - Tab. VolcometalEduardo Toro ValdiviaPas encore d'évaluation
- PRO-TE-311 Juntura Invisible Tab. Volcometal-2Document4 pagesPRO-TE-311 Juntura Invisible Tab. Volcometal-2Eduardo Toro ValdiviaPas encore d'évaluation
- Miguel InduráinDocument23 pagesMiguel InduráinMiguel Ángel Rafael GonzálezPas encore d'évaluation
- Aurora BorealDocument9 pagesAurora BorealAlfonso Torres De la OPas encore d'évaluation
- 11 GluconeogénesissDocument13 pages11 GluconeogénesissEdmy Shasary Gutierrez Narvaez100% (2)
- Las Tics en La Educacion EspecialDocument10 pagesLas Tics en La Educacion EspecialSONIAPas encore d'évaluation
- Diffuse Arthralgias and MyalgiasDocument50 pagesDiffuse Arthralgias and MyalgiasAlberto BarriosPas encore d'évaluation
- Cuaderno Digital PayancaDocument8 pagesCuaderno Digital PayancaAnonymous ELpvb3Pas encore d'évaluation
- Uso de La Venda de SmarchDocument1 pageUso de La Venda de SmarchMemo50% (2)
- Analisis de La Estrategia para La Reduccion de La Pobreza en GuatemalaDocument20 pagesAnalisis de La Estrategia para La Reduccion de La Pobreza en GuatemalaRuben PintoPas encore d'évaluation
- Perfil Complejo Nueva AlboradaDocument91 pagesPerfil Complejo Nueva AlboradaJoseMiguelIzquierdoTapiaPas encore d'évaluation
- Hose U1 A2 BeddDocument6 pagesHose U1 A2 BeddBelén de Anda100% (1)
- DiclofenacoDocument4 pagesDiclofenacoJosé AguilarPas encore d'évaluation
- El Aborto Segun Iglesia CatolicaDocument2 pagesEl Aborto Segun Iglesia CatolicaDaniel Nuñez Cequea SarabiaPas encore d'évaluation
- PERFORACIONDocument17 pagesPERFORACIONMarcelo MartinezPas encore d'évaluation
- Anatomia Del Cuarto Ventriculo PDFDocument5 pagesAnatomia Del Cuarto Ventriculo PDFChristianPas encore d'évaluation
- Derecho A La FamiliaDocument7 pagesDerecho A La FamiliaCarolina CgzPas encore d'évaluation
- 404 Haydee Heinrich-The American Way-CDDocument6 pages404 Haydee Heinrich-The American Way-CDVerónica ImhoffPas encore d'évaluation
- Crocus SativusDocument7 pagesCrocus SativusA SolariegaPas encore d'évaluation
- Practica #6. Análisis Granulométricos Por Tamizado.Document8 pagesPractica #6. Análisis Granulométricos Por Tamizado.Glendys MontielPas encore d'évaluation
- TuberculosisDocument14 pagesTuberculosisWil MamaniPas encore d'évaluation
- Lavado de Bandejas y Aplicación de Duplalim para Semilleros Versión 01Document4 pagesLavado de Bandejas y Aplicación de Duplalim para Semilleros Versión 01Juan Pablo Moya AzocarPas encore d'évaluation
- Convenio Colectivo de Trabajo Utedyc 736Document20 pagesConvenio Colectivo de Trabajo Utedyc 736DanielaPas encore d'évaluation
- Causa "Guerendiain"Document13 pagesCausa "Guerendiain"Pilar Sánchez AtencioPas encore d'évaluation
- Mobil Super Moto 4T 20W-50Document2 pagesMobil Super Moto 4T 20W-50luis carlos Mendoza AriasPas encore d'évaluation
- TP Laboratorio - CalorimetríaDocument6 pagesTP Laboratorio - CalorimetríaMauricioPas encore d'évaluation
- Brocoli 1Document10 pagesBrocoli 1MarvinRomeroPas encore d'évaluation
- Regulación de La GlucólisisDocument4 pagesRegulación de La GlucólisisShercely Gonzalez RodriguezPas encore d'évaluation