Vous aimerez peut-être aussi
- Howard Gardner's Theory of Multiple Intelligences PDFDocument9 pagesHoward Gardner's Theory of Multiple Intelligences PDFStacey Camille100% (1)
- Ledger - Problems and SolutionsDocument1 pageLedger - Problems and SolutionsDjamal SalimPas encore d'évaluation
- She Walks in BeautyDocument6 pagesShe Walks in Beautyksdnc100% (1)
- Bacillus Vallismortis TD6 (HQ992818)Document9 pagesBacillus Vallismortis TD6 (HQ992818)Karthikeyan SivashanmugamPas encore d'évaluation
- Promoting Gusaling Museo Through ModernizationDocument15 pagesPromoting Gusaling Museo Through Modernizationdesiree choi100% (1)
- Statement of The ProblemDocument8 pagesStatement of The ProblemAmiel DionisioPas encore d'évaluation
- Green Vegetable Oil Processing: Revsied First EditionD'EverandGreen Vegetable Oil Processing: Revsied First EditionWalter E. FarrÉvaluation : 3 sur 5 étoiles3/5 (1)
- Starter Cultures in Food ProductionD'EverandStarter Cultures in Food ProductionBarbara SperanzaPas encore d'évaluation
- Agro-Industrial Wastes as Feedstock for Enzyme Production: Apply and Exploit the Emerging and Valuable Use Options of Waste BiomassD'EverandAgro-Industrial Wastes as Feedstock for Enzyme Production: Apply and Exploit the Emerging and Valuable Use Options of Waste BiomassGurpreet S. DhillonPas encore d'évaluation
- Isolation and Characterization of a Lipase-Producing BacteriumDocument10 pagesIsolation and Characterization of a Lipase-Producing BacteriumRamneet RanaPas encore d'évaluation
- Impo PDFDocument10 pagesImpo PDFRamneet RanaPas encore d'évaluation
- Impo PDFDocument10 pagesImpo PDFRamneet RanaPas encore d'évaluation
- Degradation of Castor Oil and Lipase Production by Pseudomonas AeruginosaDocument8 pagesDegradation of Castor Oil and Lipase Production by Pseudomonas AeruginosaLouella Concepta GoveasPas encore d'évaluation
- Production and application of amylases from Rhizopus for glucose syrupDocument9 pagesProduction and application of amylases from Rhizopus for glucose syrupbarbarahPas encore d'évaluation
- Artigo LipaseDocument11 pagesArtigo LipaseRikson SouzaPas encore d'évaluation
- Production of Lipase Using Cassava Peel and Sunflower Oil in Solid-State Fermentation - Preliminary StudyDocument7 pagesProduction of Lipase Using Cassava Peel and Sunflower Oil in Solid-State Fermentation - Preliminary StudyAgriculturaldavidPas encore d'évaluation
- Jurnal Lipase Abraham Mora PDFDocument6 pagesJurnal Lipase Abraham Mora PDFAbraham Mora TumanggorPas encore d'évaluation
- Actividad EnzimaticDocument11 pagesActividad EnzimaticherfuentesPas encore d'évaluation
- Brazilian Journal of MicrobiologyDocument7 pagesBrazilian Journal of MicrobiologyHimaniPas encore d'évaluation
- 2011 Godoy Et Al Penicillium Simplicissimum Lipase For BiodieselDocument9 pages2011 Godoy Et Al Penicillium Simplicissimum Lipase For BiodieseltigapeptindonesiaPas encore d'évaluation
- lipase bacterieDocument27 pageslipase bacteriejmeiiPas encore d'évaluation
- Mic Lipase Production PDFDocument15 pagesMic Lipase Production PDFdahiya76Pas encore d'évaluation
- Bala Krishnan 2021Document11 pagesBala Krishnan 2021Gameplays Of Games PcPas encore d'évaluation
- Literature Review On Alpha AmylaseDocument7 pagesLiterature Review On Alpha Amylasegjosukwgf100% (1)
- Katalis PDFDocument13 pagesKatalis PDFkhansarafidaPas encore d'évaluation
- A Novel Application of Solid State Culture Production of Lipases byDocument5 pagesA Novel Application of Solid State Culture Production of Lipases byasep muhamadPas encore d'évaluation
- Ajol File Journals - 413 - Articles - 203082 - Submission - Proof - 203082 4921 508128 1 10 20210126Document12 pagesAjol File Journals - 413 - Articles - 203082 - Submission - Proof - 203082 4921 508128 1 10 20210126iqra sadiqPas encore d'évaluation
- Optimization of Kojic Acid Production Conditions From Cane Molasses Using Plackett-Burman DesignDocument14 pagesOptimization of Kojic Acid Production Conditions From Cane Molasses Using Plackett-Burman DesignFaelFernandesPas encore d'évaluation
- AmylaseDocument8 pagesAmylaseSathya VrathanPas encore d'évaluation
- Tugas JurnalDocument11 pagesTugas Jurnalsherly handayaniPas encore d'évaluation
- Bioremediartion of HydrocarbonDocument7 pagesBioremediartion of HydrocarbonH CcaPas encore d'évaluation
- LWT - Food Science and TechnologyDocument6 pagesLWT - Food Science and TechnologyIpsita ChakravartyPas encore d'évaluation
- Production and Optimization of Lipase From Candida Rugosa Using Groundnut Oilcake Under Solid State FermentationDocument7 pagesProduction and Optimization of Lipase From Candida Rugosa Using Groundnut Oilcake Under Solid State FermentationInternational Journal of Research in Engineering and TechnologyPas encore d'évaluation
- 25 LSA Jakathi PDFDocument4 pages25 LSA Jakathi PDFLife Science ArchivesPas encore d'évaluation
- 116 Total Fatty Acid AnalysisDocument5 pages116 Total Fatty Acid AnalysisEvantono Balin ChristiantoPas encore d'évaluation
- Climate Change ArticleDocument7 pagesClimate Change ArticleRay SmithPas encore d'évaluation
- Determination of Volatile Compounds in Apple Pomace by SBSE-GC-MSDocument9 pagesDetermination of Volatile Compounds in Apple Pomace by SBSE-GC-MSAmir HayatPas encore d'évaluation
- Quality Assessment of Unbranded Palm Oil Distributed in Five Local Markets in Port Harcourt, Rivers State NigeriaDocument6 pagesQuality Assessment of Unbranded Palm Oil Distributed in Five Local Markets in Port Harcourt, Rivers State NigeriaIOSRjournalPas encore d'évaluation
- Apliation AntimicrobianaDocument4 pagesApliation AntimicrobianaiplabaPas encore d'évaluation
- Jurnal Protease Enzyme For Leather IndustryDocument4 pagesJurnal Protease Enzyme For Leather IndustryFajar SofyantoroPas encore d'évaluation
- ROL PurificationDocument12 pagesROL PurificationnraPas encore d'évaluation
- Alkai - Ine Proteases: A R E V I E W: Adil Anwar & Mohammed SaleemuddinDocument9 pagesAlkai - Ine Proteases: A R E V I E W: Adil Anwar & Mohammed SaleemuddinAndréia Dalla RosaPas encore d'évaluation
- Identification of Lipolytic Enzymes from Bacteria in Eucalyptus WoodDocument42 pagesIdentification of Lipolytic Enzymes from Bacteria in Eucalyptus WoodDivya DharshiniPas encore d'évaluation
- En Zima Conserva Ça oDocument7 pagesEn Zima Conserva Ça oJonas TeixeiraPas encore d'évaluation
- Flaxseed Cake Extracts - A Sustainable Source of Antioxidants and AntibacterialsDocument9 pagesFlaxseed Cake Extracts - A Sustainable Source of Antioxidants and Antibacterialsalexia24_andronachePas encore d'évaluation
- Lipase 3Document9 pagesLipase 3Angie Grados LopezPas encore d'évaluation
- Abu-Khudir Et Al, 2019Document16 pagesAbu-Khudir Et Al, 2019pavimathuPas encore d'évaluation
- Isolation and Characterization of Starter Culture From Spontaneous Fermentation of SourdoughDocument4 pagesIsolation and Characterization of Starter Culture From Spontaneous Fermentation of SourdoughHusna AdilaPas encore d'évaluation
- Analysis of Rhamnolipid Biosurfactants Produced-OrangeDocument12 pagesAnalysis of Rhamnolipid Biosurfactants Produced-OrangeAdrian Bermudez LoeraPas encore d'évaluation
- 4 - Choubane S., Khelil O. Et Cheba B. 2015, African Journal of BiotechnologyDocument6 pages4 - Choubane S., Khelil O. Et Cheba B. 2015, African Journal of BiotechnologyOmar KHELILPas encore d'évaluation
- Research Article Bacillus SubtilisDocument10 pagesResearch Article Bacillus SubtilisDương Nguyễn Thùy DungPas encore d'évaluation
- Articulo 1Document8 pagesArticulo 1Andre PaRdo DGPas encore d'évaluation
- Artigo 2017Document9 pagesArtigo 2017George LimaPas encore d'évaluation
- Production of α-amylase using new strain of Bacillus polymyxa isolated from sweet potatoDocument7 pagesProduction of α-amylase using new strain of Bacillus polymyxa isolated from sweet potatoInternational Organization of Scientific Research (IOSR)Pas encore d'évaluation
- Production and Partial Characterization of Extracellular Amylase Enzyme From Bacillus Amyloliquefaciens P-001Document12 pagesProduction and Partial Characterization of Extracellular Amylase Enzyme From Bacillus Amyloliquefaciens P-001Matache GabrielaPas encore d'évaluation
- Application of A Statistical DesignDocument8 pagesApplication of A Statistical DesignTheophile IZEREPas encore d'évaluation
- Aspergillus and Penicillum Genera, Yeast Were Yarrowia Lipolytica, Saccharomyces Cerevisiae and Candida SPP.Document9 pagesAspergillus and Penicillum Genera, Yeast Were Yarrowia Lipolytica, Saccharomyces Cerevisiae and Candida SPP.Yogi FrPas encore d'évaluation
- FPD679.pdf Version 1Document6 pagesFPD679.pdf Version 1Ali IrtazaPas encore d'évaluation
- 2005 JBBDocument5 pages2005 JBBvikashvermaiitkgpPas encore d'évaluation
- Kelompok 1 PDFDocument8 pagesKelompok 1 PDFAmeliaPas encore d'évaluation
- Microbial Removal of FOGDocument7 pagesMicrobial Removal of FOGIzzat RozaliPas encore d'évaluation
- 2011 Basheer Et Al Aspergillus Awamori Lipase ProductionDocument12 pages2011 Basheer Et Al Aspergillus Awamori Lipase ProductiontigapeptindonesiaPas encore d'évaluation
- Amylases: Characteristics and Industrial Applications: Ritu Saini, Harnek Singh Saini and Anjali DahiyaDocument7 pagesAmylases: Characteristics and Industrial Applications: Ritu Saini, Harnek Singh Saini and Anjali DahiyaJohn ConPas encore d'évaluation
- Enzymes Production and ApplicationsDocument5 pagesEnzymes Production and ApplicationsSuraj PatilPas encore d'évaluation
- Valorization of Palm Oil Industrial Waste As Feedstock For Lipase ProductionDocument14 pagesValorization of Palm Oil Industrial Waste As Feedstock For Lipase ProductionMangasa SiregarPas encore d'évaluation
- Long-Term Crop Residue Application Maintains Oil Palm Yield and Temporal Stability of ProductionDocument8 pagesLong-Term Crop Residue Application Maintains Oil Palm Yield and Temporal Stability of ProductionMangasa SiregarPas encore d'évaluation
- 10.1007/s10668 005 9018 ZDocument13 pages10.1007/s10668 005 9018 ZMangasa SiregarPas encore d'évaluation
- 10.1007/s10668 005 9018 ZDocument13 pages10.1007/s10668 005 9018 ZMangasa SiregarPas encore d'évaluation
- Life Cycle Greenhouse Gas Emissions of Palm Oil Production by Wet and Dry Extraction Processes in ThailandDocument13 pagesLife Cycle Greenhouse Gas Emissions of Palm Oil Production by Wet and Dry Extraction Processes in ThailandMangasa SiregarPas encore d'évaluation
- Valorization of Palm Oil Industrial Waste As Feedstock For Lipase ProductionDocument14 pagesValorization of Palm Oil Industrial Waste As Feedstock For Lipase ProductionMangasa SiregarPas encore d'évaluation
- Jurnal LingkDocument9 pagesJurnal LingkMangasa SiregarPas encore d'évaluation
- LingkunganDocument12 pagesLingkunganMangasa SiregarPas encore d'évaluation
- The Potential of Oil and Sago Palm Trunk Wastes As Carbohydrate ResourcesDocument7 pagesThe Potential of Oil and Sago Palm Trunk Wastes As Carbohydrate ResourcesMangasa SiregarPas encore d'évaluation
- Luwpubrd 00345631 A502 001Document17 pagesLuwpubrd 00345631 A502 001triskaPas encore d'évaluation
- KB3Document9 pagesKB3Mangasa SiregarPas encore d'évaluation
- Jurnal LingkDocument9 pagesJurnal LingkMangasa SiregarPas encore d'évaluation
- 10.1007/s11367 014 0738 XDocument11 pages10.1007/s11367 014 0738 XMangasa SiregarPas encore d'évaluation
- Jurnal LingkunganDocument8 pagesJurnal LingkunganMangasa SiregarPas encore d'évaluation
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- 10.1007/s12010 013 0530 6Document13 pages10.1007/s12010 013 0530 6Mangasa SiregarPas encore d'évaluation
- Land Application of Biomass Residue Generated From Palm Oil PDFDocument7 pagesLand Application of Biomass Residue Generated From Palm Oil PDFMangasa SiregarPas encore d'évaluation
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- The Potential of Oil and Sago Palm Trunk Wastes As Carbohydrate ResourcesDocument7 pagesThe Potential of Oil and Sago Palm Trunk Wastes As Carbohydrate ResourcesMangasa SiregarPas encore d'évaluation
- Anuj Singh ResumeDocument4 pagesAnuj Singh ResumeAnuj BaghelPas encore d'évaluation
- AA Practice Problems on Amino Acids and Peptides (less than 40 charsDocument20 pagesAA Practice Problems on Amino Acids and Peptides (less than 40 charsNurlaeli NaelulmunaMajdiyahPas encore d'évaluation
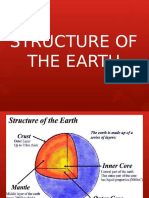
- Earth's StructureDocument10 pagesEarth's StructureMaitum Gemark BalazonPas encore d'évaluation
- Wag Acquisition v. Vubeology Et. Al.Document29 pagesWag Acquisition v. Vubeology Et. Al.Patent LitigationPas encore d'évaluation
- Essay #01 (First Draft)Document2 pagesEssay #01 (First Draft)thanhtam3819Pas encore d'évaluation
- Accenture Security RansomwareDocument8 pagesAccenture Security RansomwareAbubakar Saddiq MusaPas encore d'évaluation
- Inner Ear Balance ProblemsDocument6 pagesInner Ear Balance ProblemsaleiyoPas encore d'évaluation
- Mahabharata Book 9 Shalya ParvaDocument413 pagesMahabharata Book 9 Shalya Parvaavacdis1969Pas encore d'évaluation
- And Others - ScriptDocument32 pagesAnd Others - ScriptLisaPas encore d'évaluation
- Oracle Fusion Middleware: CloningDocument25 pagesOracle Fusion Middleware: CloningSwathiPatluriPas encore d'évaluation
- Big Bang TheoryDocument9 pagesBig Bang TheoryLoo DrBradPas encore d'évaluation
- 09-04-2023 - Plumbing BOQ Without RatesDocument20 pages09-04-2023 - Plumbing BOQ Without RatesK. S. Design GroupPas encore d'évaluation
- Sujet Dissertation Sciences PolitiquesDocument7 pagesSujet Dissertation Sciences PolitiquesDoMyPaperSingapore100% (1)
- EC604(A) Microcontrollers and Embedded Systems Unit 2 SummaryDocument38 pagesEC604(A) Microcontrollers and Embedded Systems Unit 2 SummaryAbhay AmbulePas encore d'évaluation
- Bill Porter Updated PDFDocument3 pagesBill Porter Updated PDFapi-362500677Pas encore d'évaluation
- 53 Midas-Xr Analysis enDocument33 pages53 Midas-Xr Analysis encristiPas encore d'évaluation
- MTH101 Practice Qs Solutions Lectures 1 To 22 PDFDocument50 pagesMTH101 Practice Qs Solutions Lectures 1 To 22 PDFRubab Babar75% (4)
- Batangas State University - Testing and Admission OfficeDocument2 pagesBatangas State University - Testing and Admission OfficeDolly Manalo100% (1)
- Material For Werable AntennaDocument4 pagesMaterial For Werable AntennaMujeeb AbdullahPas encore d'évaluation
- 1st Activity in ACCA104Document11 pages1st Activity in ACCA104John Rey BonitPas encore d'évaluation
- Troubleshoot WLAN IssuesDocument4 pagesTroubleshoot WLAN IssuesIvan Herrera CoronaPas encore d'évaluation
- The Photoconductive CellDocument4 pagesThe Photoconductive Cellfasdasd123Pas encore d'évaluation
- AI vs ML: A Brief ExplanationDocument3 pagesAI vs ML: A Brief Explanationkhaoula BelghitiPas encore d'évaluation
- 1 Session1 DRR ConceptsDocument43 pages1 Session1 DRR ConceptsHoneylet Ü FerolPas encore d'évaluation
- (Homebrew) ShamanDocument15 pages(Homebrew) ShamanVictor Wanderley CorrêaPas encore d'évaluation
- Jurnal Aceh MedikaDocument10 pagesJurnal Aceh MedikaJessica SiraitPas encore d'évaluation
- MARS Motor Cross Reference InformationDocument60 pagesMARS Motor Cross Reference InformationLee MausPas encore d'évaluation