Vous aimerez peut-être aussi
- Coloración de PlásticosDocument18 pagesColoración de PlásticosBlanca Ines CruzPas encore d'évaluation
- Coloración de PlásticosDocument21 pagesColoración de Plásticosespinosa_walter0% (1)
- Tarea8 - Clasificación y Composición de PinturasDocument3 pagesTarea8 - Clasificación y Composición de PinturasANTONIO RAMOS MENDEZPas encore d'évaluation
- CuestionarioDocument14 pagesCuestionarioana franciscoPas encore d'évaluation
- Cuestionario PigmentosDocument2 pagesCuestionario PigmentosMartín Sánchez GonzálezPas encore d'évaluation
- La Pintura en La ConstruccionDocument10 pagesLa Pintura en La ConstruccionNeil Renzo Mamani EugenioPas encore d'évaluation
- Tema 14Document9 pagesTema 14Marisa goiburuPas encore d'évaluation
- Proceso de PinturaDocument8 pagesProceso de PinturaDaycely Miriam Huanca QuispePas encore d'évaluation
- La Pintura en La Construccion ResumenDocument5 pagesLa Pintura en La Construccion ResumenDerli Reyg Ttito QuispePas encore d'évaluation
- PINTURASDocument27 pagesPINTURASdivaegoPas encore d'évaluation
- Informe N°1Document13 pagesInforme N°1Itan SanchezPas encore d'évaluation
- Pinturas Colorantes y PigmentosDocument4 pagesPinturas Colorantes y PigmentosgenaroPas encore d'évaluation
- Proceso de Pintura y Resinas SinteticasDocument20 pagesProceso de Pintura y Resinas SinteticasJesus C. BuenoPas encore d'évaluation
- 25-PINTURAS M de CDocument6 pages25-PINTURAS M de CAlexander Brandon Veramendi VargasPas encore d'évaluation
- Infografía PinturasDocument1 pageInfografía PinturasMayte SalazarPas encore d'évaluation
- 5RVPIGMENTOSDocument43 pages5RVPIGMENTOSGrace MartinezPas encore d'évaluation
- Preparación de La Salsa de Esmaltado y Su Aplicación - Wilson Millán - AcotepacDocument41 pagesPreparación de La Salsa de Esmaltado y Su Aplicación - Wilson Millán - AcotepacHarold Edmundo Calvache VallejoPas encore d'évaluation
- Proceso Industrial de Fabricación de PinturasDocument15 pagesProceso Industrial de Fabricación de PinturasHENRY VALENTIN GALLEGOS CONDORIPas encore d'évaluation
- Aditivos Humectantes y DispersantesDocument21 pagesAditivos Humectantes y DispersantesCarolina Colquichagua PalacinPas encore d'évaluation
- Formulacion de Pinturas y AplicacionesDocument58 pagesFormulacion de Pinturas y AplicacionesFran Baccellieri100% (4)
- Teoria 4ta PracticaDocument2 pagesTeoria 4ta PracticaAlfredo MarreroPas encore d'évaluation
- Tarea #1 Recubrimientos DLDocument11 pagesTarea #1 Recubrimientos DLAndres De LucioPas encore d'évaluation
- Pinturas - ConstruccionDocument27 pagesPinturas - Construccionjuan arce0% (1)
- Grupo 3-La Pintura 14Document35 pagesGrupo 3-La Pintura 14JhoelPauyaPas encore d'évaluation
- Informe FinalDocument42 pagesInforme FinalOscar Uchofen MenaPas encore d'évaluation
- AGLUTINANTESDocument22 pagesAGLUTINANTESJoshita Viteri33% (6)
- Practica Nº3Document3 pagesPractica Nº3Raysa Abigail DiazPas encore d'évaluation
- Informe Final de PinturaDocument43 pagesInforme Final de PinturaJoel UchofenPas encore d'évaluation
- Pinturas Barnices y Afines 2020Document235 pagesPinturas Barnices y Afines 2020javierPas encore d'évaluation
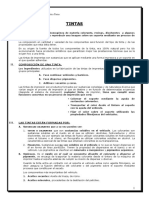
- TintasDocument5 pagesTintasRocio SalomónPas encore d'évaluation
- Vdocuments - MX - Manual Formulacion y Control de Calidad en Tintas PlanasDocument64 pagesVdocuments - MX - Manual Formulacion y Control de Calidad en Tintas PlanasEdgar CerecedoPas encore d'évaluation
- Pintura TPDocument34 pagesPintura TPLoly VelazquezPas encore d'évaluation
- PinturasDocument6 pagesPinturaslferxPas encore d'évaluation
- Trabajo de Tecnología. PinturasDocument34 pagesTrabajo de Tecnología. PinturasSamir CayetanoPas encore d'évaluation
- Procesos de Producción de Esmaltes SinteticosDocument7 pagesProcesos de Producción de Esmaltes SinteticosAleja_bermPas encore d'évaluation
- Pinturas PDFDocument53 pagesPinturas PDFAgus MondiniPas encore d'évaluation
- Presentación de Tintas OffsetDocument18 pagesPresentación de Tintas OffsetMariano GodoyPas encore d'évaluation
- Pintura Sellado CDocument21 pagesPintura Sellado CEnzo Sucasaire0% (1)
- Principios Básicos de La Pintura UNITECDocument43 pagesPrincipios Básicos de La Pintura UNITECvanessa banegasPas encore d'évaluation
- Equipo 5-Cortez-Todos Los Integrantes11Document7 pagesEquipo 5-Cortez-Todos Los Integrantes11KARINA PERESPas encore d'évaluation
- Pintura y BarnisDocument15 pagesPintura y BarnisDiego Olortegui SevillanoPas encore d'évaluation
- Recubrimientos OrganicosDocument6 pagesRecubrimientos OrganicosMonica PinedaPas encore d'évaluation
- Presentación Proyecto de Investigación Minimalista Verde y BeigeDocument13 pagesPresentación Proyecto de Investigación Minimalista Verde y BeigeLinda SánchezPas encore d'évaluation
- TintasDocument7 pagesTintasLeo CastilloPas encore d'évaluation
- UntitledDocument76 pagesUntitledYadanis GPas encore d'évaluation
- Tintas para Impresión en PlásticosDocument32 pagesTintas para Impresión en PlásticosRoyer Ocampo0% (1)
- LBenavides TENGITEX E01Document7 pagesLBenavides TENGITEX E01Orlando CardenasPas encore d'évaluation
- PigmentoDocument2 pagesPigmentoEmiliano RudolfPas encore d'évaluation
- Teñido de TelasDocument6 pagesTeñido de TelasyaniPas encore d'évaluation
- Aerografo ModelismoDocument65 pagesAerografo Modelismojeronymomonteiro100% (1)
- Tintas para ImpresiónDocument19 pagesTintas para ImpresiónCésar VisitiPas encore d'évaluation
- Aditivos Humectantes y DispersantesDocument21 pagesAditivos Humectantes y DispersantesRonny MorenoPas encore d'évaluation
- Colorantes en La IndustriaDocument3 pagesColorantes en La IndustriajosuePas encore d'évaluation
- Pinturas y Su ClasificaciónDocument19 pagesPinturas y Su ClasificaciónDither CallePas encore d'évaluation
- TintasDocument13 pagesTintasNere BattauzPas encore d'évaluation
- Pintado de vehículos. TMVL0509D'EverandPintado de vehículos. TMVL0509Évaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Durametal TwinfloDocument2 pagesDurametal TwinfloJeremias Apolinario ChicoPas encore d'évaluation
- CRN-CRNG: TejadillosDocument1 pageCRN-CRNG: TejadillosDonald SantanaPas encore d'évaluation
- EIFSDocument3 pagesEIFSGustavo Andres Perez SotoPas encore d'évaluation
- Laboratorio Fisica Coeficiente de RozamientoDocument3 pagesLaboratorio Fisica Coeficiente de RozamientoCarlos de los RiosPas encore d'évaluation
- ChancadorasDocument9 pagesChancadorasRenato Moises Rosales SaraviaPas encore d'évaluation
- El Microscopio y Sus PartesDocument5 pagesEl Microscopio y Sus PartesElvis Jarrin LoyPas encore d'évaluation
- Preparacion de SolucionesDocument6 pagesPreparacion de Solucionesefrain manuel quispe huaclesPas encore d'évaluation
- Similitud de Froude en Flujo Con Superficie LibreDocument7 pagesSimilitud de Froude en Flujo Con Superficie LibrePalencia CharlesPas encore d'évaluation
- Calculo de Un Colector Plano para La Ciudad de TacnaDocument4 pagesCalculo de Un Colector Plano para La Ciudad de TacnaManuel Jesus Perez MelgarPas encore d'évaluation
- Ensayos SPTDocument20 pagesEnsayos SPTSandra ArcayaPas encore d'évaluation
- Problemas Tema 2Document30 pagesProblemas Tema 2Ivan Ribery Fer57% (21)
- NTC 491Document11 pagesNTC 491Pedro PuchigayPas encore d'évaluation
- Cambio de MallaDocument5 pagesCambio de MallaJohnn BravoPas encore d'évaluation
- Parapeto - Losa de Aproximacion - Muro Impacto - La ChimbaDocument34 pagesParapeto - Losa de Aproximacion - Muro Impacto - La ChimbaJoel MontoyaPas encore d'évaluation
- Licitacion q2 Epp VaporDocument4 pagesLicitacion q2 Epp VaporLeticia Urra HernándezPas encore d'évaluation
- Cemento Pórtland Puzolánico Tipo IPDocument6 pagesCemento Pórtland Puzolánico Tipo IPEmerson Quispe RosselloPas encore d'évaluation
- Memoria Descriptiva Sistema de Extracción de HumosDocument4 pagesMemoria Descriptiva Sistema de Extracción de Humosgregorio escalona100% (1)
- Ficha Tecnica Ambientador BuquetDocument2 pagesFicha Tecnica Ambientador Buquetvilla andreaPas encore d'évaluation
- Examen Parcial de EstáticaDocument2 pagesExamen Parcial de Estáticaagclmvch18287100% (1)
- Acero 515 GR.60Document4 pagesAcero 515 GR.60WILLIAMS RICARDO SORIA CHAVEZPas encore d'évaluation
- Viga Continua Por El Metodo de CrossDocument33 pagesViga Continua Por El Metodo de CrossLuis Taipe MigmaPas encore d'évaluation
- Problem As Vi Brac I OnesDocument11 pagesProblem As Vi Brac I OnesFabricio UrdialesPas encore d'évaluation
- Diagrama TTTDocument4 pagesDiagrama TTTAnonymous s72kBvHyPas encore d'évaluation
- 591 Cinta 3MDocument4 pages591 Cinta 3MFabian Martinez100% (1)
- Manual para Cambio de AccesoriosDocument23 pagesManual para Cambio de Accesorioswalther alcocerPas encore d'évaluation
- Determinación de Peso Unitario-ScribdDocument7 pagesDeterminación de Peso Unitario-ScribdMauricio Dos Santos AyresPas encore d'évaluation
- Adsorción de NiquelDocument2 pagesAdsorción de NiquelThalia ScpPas encore d'évaluation
- Peg Azul EjoDocument2 pagesPeg Azul EjoVladimir MPPas encore d'évaluation
- Presentar EstaticaDocument15 pagesPresentar EstaticaHalver de lacruzPas encore d'évaluation
- Diseño de Muros de GravedadDocument2 pagesDiseño de Muros de GravedadDavidMamaniSoncco100% (1)