Vous aimerez peut-être aussi
- Ejercicios TocDocument6 pagesEjercicios Tocdayanis julio esqueaPas encore d'évaluation
- Catalogo D ProcesosDocument1 pageCatalogo D Procesosandres carrascoPas encore d'évaluation
- Parcial 2-6Document2 pagesParcial 2-6Alex De La Rosa CastañedaPas encore d'évaluation
- Ejemplo SecuenciaciónDocument7 pagesEjemplo SecuenciaciónJuan BrePas encore d'évaluation
- Deber de Programacion LinealDocument11 pagesDeber de Programacion LinealPaty ChiluisaPas encore d'évaluation
- Sociedad Portuaria de Cartagena - ContecarDocument21 pagesSociedad Portuaria de Cartagena - ContecarJesika Patricia Muñoz QuirozPas encore d'évaluation
- PENTEX - Variables e Indicadores (2014)Document7 pagesPENTEX - Variables e Indicadores (2014)hava57Pas encore d'évaluation
- Caso Práctico 2 (Diplomado NIN)Document2 pagesCaso Práctico 2 (Diplomado NIN)Miguel OrozcoPas encore d'évaluation
- Examen Final Gestión de Procura JBBDocument17 pagesExamen Final Gestión de Procura JBBjosePas encore d'évaluation
- Taller CADENA DE ABASTECIMIENTODocument3 pagesTaller CADENA DE ABASTECIMIENTORuben Dario Lopez Gutierrez0% (1)
- CROSSDOCKINGDocument5 pagesCROSSDOCKINGEnrique Chavez LeonPas encore d'évaluation
- Examen Unidad 1 Administracion FinancieraDocument6 pagesExamen Unidad 1 Administracion FinancieraMARTHA MARTINEZ100% (1)
- 3 Preguntas Saber ProDocument2 pages3 Preguntas Saber ProLaureano Alberto Hoyos Pernett0% (1)
- Los 5 Secretos para Estar AlegresDocument4 pagesLos 5 Secretos para Estar AlegreschaconadaPas encore d'évaluation
- Acta Del Proyecto (Campos Vac+¡os)Document3 pagesActa Del Proyecto (Campos Vac+¡os)Juan Ricardo CordobaPas encore d'évaluation
- AmaraDocument3 pagesAmaraCecilia Carrillo JeronimoPas encore d'évaluation
- Objetivos del inventario y cálculo de disponibilidad, probabilidad de entrega y tasa ponderada de surtido (TPSPDocument2 pagesObjetivos del inventario y cálculo de disponibilidad, probabilidad de entrega y tasa ponderada de surtido (TPSPDaniela PullaPas encore d'évaluation
- Capitulo 7 CuestionarioDocument3 pagesCapitulo 7 CuestionarioGilberto Efren Rodriguez Lomeli0% (1)
- Semana 9Document21 pagesSemana 9Jesús Erich Aredo LoloyPas encore d'évaluation
- Practica Analisis ABCDocument2 pagesPractica Analisis ABCcristian pereiraPas encore d'évaluation
- TEMA 2 - EJERCICIOS+completos - EnunciadosDocument7 pagesTEMA 2 - EJERCICIOS+completos - EnunciadosDavid VictoresPas encore d'évaluation
- 1CUESTIONARIODocument4 pages1CUESTIONARIOMariePas encore d'évaluation
- Caso CaballosDocument2 pagesCaso CaballosGabrielaPas encore d'évaluation
- 02 Poltica y Objetivos Calidad CIESDocument1 page02 Poltica y Objetivos Calidad CIESJhorman SotoPas encore d'évaluation
- Ejercicios SCMDocument8 pagesEjercicios SCMAaric Llerena100% (1)
- INSTALACIONES FÍSICAS PARA CENTROS DE CÓMPUTODocument10 pagesINSTALACIONES FÍSICAS PARA CENTROS DE CÓMPUTOLuz Chepe CajusolPas encore d'évaluation
- Gerencia de ComprasDocument4 pagesGerencia de ComprasShanda Greace Flores MezaPas encore d'évaluation
- Tercer Parcial de Inventarios-3Document1 pageTercer Parcial de Inventarios-3Carlos Mario Fontalvo100% (1)
- Incoterms y transporte internacionalDocument4 pagesIncoterms y transporte internacionaljkñfeklrPas encore d'évaluation
- ACA Proyecto de Aula Entrega FinalDocument11 pagesACA Proyecto de Aula Entrega FinalHenry Villamil100% (1)
- Caso Envases Plásticos S.A.Document12 pagesCaso Envases Plásticos S.A.Alain Patiño CruzPas encore d'évaluation
- Gloria Ampliación en Sentido Ascendente, Ampliación en Dos Sentidos, Completar La Linea de Productos.Document4 pagesGloria Ampliación en Sentido Ascendente, Ampliación en Dos Sentidos, Completar La Linea de Productos.Josué Pérez MejíaPas encore d'évaluation
- Caso Timbuk2Document4 pagesCaso Timbuk2Juan Camilo YepesPas encore d'évaluation
- Gestion Logistica InversaDocument17 pagesGestion Logistica InversaMILAGROS SOLEDAD GARC�A CABRERAPas encore d'évaluation
- Ejercicio de Gestión de Inventarios en ExcelDocument18 pagesEjercicio de Gestión de Inventarios en ExcelJonathan LucasPas encore d'évaluation
- Taller Cadenas de Suministro Esbeltas y SustentablesDocument5 pagesTaller Cadenas de Suministro Esbeltas y SustentablesmaironPas encore d'évaluation
- Taller Del Krick - PDFDocument20 pagesTaller Del Krick - PDFMiguel AngelPas encore d'évaluation
- Caso 2 Capacidad de Operación de AlmacénDocument2 pagesCaso 2 Capacidad de Operación de AlmacényeisonPas encore d'évaluation
- Flujograma VISION Vs3Document1 pageFlujograma VISION Vs3Roxana Betzabe Iparraguirre De la CruzPas encore d'évaluation
- Mapa de procesos de Claro para mejorar la calidad y productividadDocument4 pagesMapa de procesos de Claro para mejorar la calidad y productividadAdriana AnyaipomaPas encore d'évaluation
- Embotelladoras Arca y Grupo ContinentalDocument2 pagesEmbotelladoras Arca y Grupo ContinentalJonathan Ramiro CalderonPas encore d'évaluation
- Plan Maestro de Proveedores 1192317Document3 pagesPlan Maestro de Proveedores 1192317Natalia Hurtado0% (1)
- Taller Grupal #1 - PDD Ptt1Document1 pageTaller Grupal #1 - PDD Ptt1Marissa GongoraPas encore d'évaluation
- Semana 09Document37 pagesSemana 09HAROLD STEVE RAMOS GARCIAPas encore d'évaluation
- Caso de Estudio VSM 2021Document1 pageCaso de Estudio VSM 2021Gabriel LeguaPas encore d'évaluation
- Estudio Técnico Movistar BucaramangaDocument9 pagesEstudio Técnico Movistar BucaramangaKate MariñoPas encore d'évaluation
- Caso Meta-Plast: análisis de proceso productivoDocument3 pagesCaso Meta-Plast: análisis de proceso productivoLuisEnriqueGarciaAlvizuaPas encore d'évaluation
- Taller 1Document3 pagesTaller 1Sebastian Velandia50% (2)
- Taller ProduccionDocument3 pagesTaller ProduccionVALENTINA HERRERA GOMEZPas encore d'évaluation
- Enunciado Del 2Document3 pagesEnunciado Del 2Maxi David Cavieres Zenteno67% (3)
- 09-16-2019 232546 PM Semana 4 Toma de DecisionesDocument3 pages09-16-2019 232546 PM Semana 4 Toma de DecisionesgianPas encore d'évaluation
- FIA1 Formulario Inspeccion Anual (En Blanco)Document5 pagesFIA1 Formulario Inspeccion Anual (En Blanco)Laurean Cub BlankPas encore d'évaluation
- Ejercicios Propuestos de LocalizaciónDocument5 pagesEjercicios Propuestos de LocalizaciónAlisa RiveraPas encore d'évaluation
- Vision Del Departamento (Compras)Document2 pagesVision Del Departamento (Compras)Jazmín AlvaradoPas encore d'évaluation
- KANBANDocument9 pagesKANBANtulioman2Pas encore d'évaluation
- Ejercicios Del Indice Del Nivel de CapacidadDocument2 pagesEjercicios Del Indice Del Nivel de CapacidadDiego Carranza RegisPas encore d'évaluation
- Admintracion de Produccion Evaluacion PracticaDocument12 pagesAdmintracion de Produccion Evaluacion PracticaAlexanderPas encore d'évaluation
- Caso 1 - Clips Cables de PlasticoDocument8 pagesCaso 1 - Clips Cables de PlasticoJose Javier Urbina100% (1)
- Lectira Critica 8Document19 pagesLectira Critica 8andrea gomezPas encore d'évaluation
- Diseño de Sistemas Productivos y LogísticosDocument20 pagesDiseño de Sistemas Productivos y LogísticosELENAPas encore d'évaluation
- Pensamiento Científico - Matemáticas y EstadísticaDocument8 pagesPensamiento Científico - Matemáticas y EstadísticaCampana Hernandez100% (1)
- ArticuloDocument11 pagesArticuloCampana HernandezPas encore d'évaluation
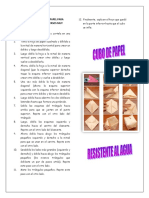
- Actividad Cubo de PapelDocument3 pagesActividad Cubo de PapelCampana HernandezPas encore d'évaluation
- Planeación de La ProducciónDocument11 pagesPlaneación de La ProducciónCampana HernandezPas encore d'évaluation
- TrabajoDocument2 pagesTrabajoCampana HernandezPas encore d'évaluation
- Qué Es Un ChecklistDocument3 pagesQué Es Un ChecklistbryanPas encore d'évaluation
- Comunicación EscritaDocument8 pagesComunicación EscritaCampana HernandezPas encore d'évaluation
- Tele Pro NterDocument2 pagesTele Pro NterCampana HernandezPas encore d'évaluation
- PDF Crack - JSF Jsessionid 96b6a151560724b82df7a1dd76acDocument10 pagesPDF Crack - JSF Jsessionid 96b6a151560724b82df7a1dd76acingcivil1Pas encore d'évaluation
- PDF Crack - JSF Jsessionid 96b6a151560724b82df7a1dd76acDocument10 pagesPDF Crack - JSF Jsessionid 96b6a151560724b82df7a1dd76acingcivil1Pas encore d'évaluation
- Habilidades GerencialesDocument12 pagesHabilidades GerencialesCampana HernandezPas encore d'évaluation
- Taller 1 SimulacionDocument1 pageTaller 1 SimulacionCampana HernandezPas encore d'évaluation
- Taller1 - 2017Document6 pagesTaller1 - 2017Campana HernandezPas encore d'évaluation
- Problemas de fuerzas propuestos y su solución gráficaDocument16 pagesProblemas de fuerzas propuestos y su solución gráficaAloonne Parker78% (49)
- ArticuloDocument11 pagesArticuloCampana HernandezPas encore d'évaluation
- TrabajoDocument2 pagesTrabajoCampana HernandezPas encore d'évaluation
- IntroducciDocument33 pagesIntroducciCampana HernandezPas encore d'évaluation
- Taller PL Entera y BinariaDocument3 pagesTaller PL Entera y BinariaCampana HernandezPas encore d'évaluation
- InfografDocument1 pageInfografCampana HernandezPas encore d'évaluation
- Estrategias de mercado y comercializaciónDocument12 pagesEstrategias de mercado y comercializaciónCampana HernandezPas encore d'évaluation
- Reingenieria ExposicionDocument20 pagesReingenieria ExposicionCampana HernandezPas encore d'évaluation
- Logística de Los NegociosDocument5 pagesLogística de Los NegociosCampana HernandezPas encore d'évaluation
- Industria CarnicaDocument14 pagesIndustria CarnicaCampana HernandezPas encore d'évaluation
- Etiqueta telefónica: consejos para mejorar la atención al clienteDocument2 pagesEtiqueta telefónica: consejos para mejorar la atención al clienteCampana HernandezPas encore d'évaluation
- Inteligencia de MercadosDocument4 pagesInteligencia de MercadosCampana HernandezPas encore d'évaluation
- Universidad de Tercera GeneraciónDocument1 pageUniversidad de Tercera GeneraciónCampana HernandezPas encore d'évaluation
- Organigrama ALUACEROSDocument1 pageOrganigrama ALUACEROSCampana HernandezPas encore d'évaluation
- Estanterías ligeras y de paletizaciónDocument7 pagesEstanterías ligeras y de paletizaciónCampana HernandezPas encore d'évaluation
- Logistica Industrial.Document6 pagesLogistica Industrial.Campana HernandezPas encore d'évaluation
- ActividadDocument6 pagesActividadYeison ReyesPas encore d'évaluation
- Implementación ROP y ABC en mineraDocument90 pagesImplementación ROP y ABC en mineraRuth Noemi Bohorquez FloresPas encore d'évaluation
- Software Vendor Managed InventoryDocument8 pagesSoftware Vendor Managed InventoryDUVIED ARMANDO RAMIREZ ENCISOPas encore d'évaluation
- Presentación Carlos TocoraDocument61 pagesPresentación Carlos TocoraFrancisco Cristobal CuriPas encore d'évaluation
- Proyecto Final Vigua G.op.y.calidadDocument27 pagesProyecto Final Vigua G.op.y.calidadJoel Iguardia50% (2)
- Guia Aprendizaje 1Document48 pagesGuia Aprendizaje 1spolonovoaPas encore d'évaluation
- Estrategia en La Cadena de Suministro PDFDocument23 pagesEstrategia en La Cadena de Suministro PDFNicvolasPas encore d'évaluation
- Introduccion A La Logistica y A La GestiDocument24 pagesIntroduccion A La Logistica y A La GestiAndrea FerreraPas encore d'évaluation
- Actividad 1 Fundamentos de Cadenas de SuministroDocument5 pagesActividad 1 Fundamentos de Cadenas de SuministroMarioAlbertoCasadosAdame100% (1)
- Neg-T030 - 45316008 - T de La Cruz Elias Cesar EduardoDocument91 pagesNeg-T030 - 45316008 - T de La Cruz Elias Cesar EduardoAntoni Salazar VasquezPas encore d'évaluation
- 01-Direccion ProducciónDocument39 pages01-Direccion ProducciónFede ValetodoPas encore d'évaluation
- Fecotiva Segundo ParcialDocument7 pagesFecotiva Segundo ParcialEduardo EluaniPas encore d'évaluation
- Cadena de suministro para la exportación de espárrago peruanoDocument22 pagesCadena de suministro para la exportación de espárrago peruanoJeremias Medina TelloPas encore d'évaluation
- Introducción a la logística y cadena de suministroDocument32 pagesIntroducción a la logística y cadena de suministroLeslie Jeanine Briones AlvarezPas encore d'évaluation
- Trabajo FinalDocument19 pagesTrabajo FinalZarethHeysenPas encore d'évaluation
- 301-Gestión de Cadena de Abastecimiento 2019 A-1 PDFDocument6 pages301-Gestión de Cadena de Abastecimiento 2019 A-1 PDFSonia Milagros Tello QuispePas encore d'évaluation
- Tarea 1 AdministracionDocument13 pagesTarea 1 Administracion7 SPORTSPas encore d'évaluation
- GL2019Document496 pagesGL2019Manuel Antonio Zuniga PlazaPas encore d'évaluation
- Perfil y FODA autoevaluaciónDocument4 pagesPerfil y FODA autoevaluaciónLuzMarina Uracahua MartinezPas encore d'évaluation
- 6 Factores Que Afectan A Tu Cadena de Suministro, Cómo AfrontarlosDocument11 pages6 Factores Que Afectan A Tu Cadena de Suministro, Cómo AfrontarlosNeil RamosPas encore d'évaluation
- Actividad 1 - Ensayo de La GlobalizaciónDocument5 pagesActividad 1 - Ensayo de La GlobalizaciónFabian Amortegui0% (1)
- Combinados 3Document77 pagesCombinados 3カトエリネパラシオスPas encore d'évaluation
- Tfg-Diaz y FigueraDocument56 pagesTfg-Diaz y FigueraEneida PérezPas encore d'évaluation
- Distribución y canales comercialesDocument22 pagesDistribución y canales comercialesJulio RuttiPas encore d'évaluation
- Prioridades CompetitivasDocument3 pagesPrioridades CompetitivasSantiago RodríguezPas encore d'évaluation
- Examen - Fernando OblitasDocument4 pagesExamen - Fernando Oblitasfernando oblitas zuloetaPas encore d'évaluation
- LA PANELA 1 y 8.5Document13 pagesLA PANELA 1 y 8.5CARLOS EDUARDO AROCA GALLEGOPas encore d'évaluation
- Diagnóstico ClientesDocument16 pagesDiagnóstico ClientesALBERTO ENRIQUE MARTINEZ VERGARAPas encore d'évaluation
- SISTEMA DE DISTRIBUCIÓN ComercialDocument7 pagesSISTEMA DE DISTRIBUCIÓN ComercialEdgar Jansen Quiceno RojasPas encore d'évaluation
- Logistica EmpresarialDocument27 pagesLogistica Empresarialextremoperu7870100% (11)