Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Method Statement For Backfilling WorksDocument3 pagesMethod Statement For Backfilling WorksCrazyBookWorm86% (7)
- A Study of A Skirtless Hovercraft DesignDocument71 pagesA Study of A Skirtless Hovercraft DesignSunil Kumar P GPas encore d'évaluation
- Standard C4C End User GuideDocument259 pagesStandard C4C End User GuideKanali PaariPas encore d'évaluation
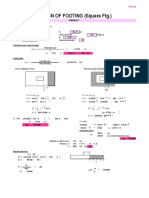
- Design of Footing (Square FTG.) : M Say, L 3.75Document2 pagesDesign of Footing (Square FTG.) : M Say, L 3.75victoriaPas encore d'évaluation
- Microfluidic and Paper-Based Devices: Recent Advances Noninvasive Tool For Disease Detection and DiagnosisDocument45 pagesMicrofluidic and Paper-Based Devices: Recent Advances Noninvasive Tool For Disease Detection and DiagnosisPatelki SoloPas encore d'évaluation
- Title IX - Crimes Against Personal Liberty and SecurityDocument49 pagesTitle IX - Crimes Against Personal Liberty and SecuritymauiwawiePas encore d'évaluation
- Natures CandyDocument19 pagesNatures CandyFanejegPas encore d'évaluation
- Nitotile LM : Constructive SolutionsDocument2 pagesNitotile LM : Constructive SolutionsmilanbrasinaPas encore d'évaluation
- 1 Conflict in NG - Report - 28FEB2018Document46 pages1 Conflict in NG - Report - 28FEB2018KrishnaPas encore d'évaluation
- DefinitionDocument6 pagesDefinitionRatul HasanPas encore d'évaluation
- Addendum No.1: Indianapolis Metropolitan Airport T-Hangar Taxilane Rehabilitation IAA Project No. M-12-032Document22 pagesAddendum No.1: Indianapolis Metropolitan Airport T-Hangar Taxilane Rehabilitation IAA Project No. M-12-032stretch317Pas encore d'évaluation
- Challenges Faced by DMRCDocument2 pagesChallenges Faced by DMRCSourabh Kr67% (3)
- Msds 77211 enDocument13 pagesMsds 77211 enJulius MwakaPas encore d'évaluation
- HAART PresentationDocument27 pagesHAART PresentationNali peterPas encore d'évaluation
- Caso 1 - Tunel Sismico BoluDocument4 pagesCaso 1 - Tunel Sismico BoluCarlos Catalán CórdovaPas encore d'évaluation
- Determination of The Amount of Hardness in Water Using Soap SolutionDocument3 pagesDetermination of The Amount of Hardness in Water Using Soap SolutionlokeshjoshimjPas encore d'évaluation
- DuraBlend 4T Newpi 20W50Document2 pagesDuraBlend 4T Newpi 20W50Ashish VashisthaPas encore d'évaluation
- 73-87 Chevy Truck 09 WebDocument132 pages73-87 Chevy Truck 09 WebBlaster Web Services100% (2)
- Argus Technologies: Innovative Antenna SolutionsDocument21 pagesArgus Technologies: Innovative Antenna SolutionsРуслан МарчевPas encore d'évaluation
- Object Based and Unified StorageDocument12 pagesObject Based and Unified Storageashu narayanPas encore d'évaluation
- APCJ Directory 2019Document34 pagesAPCJ Directory 2019Anonymous Pu3OF7100% (3)
- Arba Minch University Institute of Technology Faculty of Computing & Software EngineeringDocument65 pagesArba Minch University Institute of Technology Faculty of Computing & Software Engineeringjemu mamedPas encore d'évaluation
- FIP & CouponsDocument5 pagesFIP & CouponsKosme DamianPas encore d'évaluation
- MGT 3399: AI and Business Transformati ON: Dr. Islam AliDocument26 pagesMGT 3399: AI and Business Transformati ON: Dr. Islam AliaymanmabdelsalamPas encore d'évaluation
- Social Media Engagement and Feedback CycleDocument10 pagesSocial Media Engagement and Feedback Cyclerichard martinPas encore d'évaluation
- 1.2 Server Operating SystemDocument20 pages1.2 Server Operating SystemAzhar AhmadPas encore d'évaluation
- AMAZONS StategiesDocument2 pagesAMAZONS StategiesPrachi VermaPas encore d'évaluation
- Resume 202309040934Document5 pagesResume 202309040934dubai eyePas encore d'évaluation
- Jay Ekbote FINAL PROJECT - HDFC ERGO Health InsuranceDocument71 pagesJay Ekbote FINAL PROJECT - HDFC ERGO Health InsuranceAditi SawantPas encore d'évaluation
- Brief On Safety Oct 10Document28 pagesBrief On Safety Oct 10Srinivas EnamandramPas encore d'évaluation