Vous aimerez peut-être aussi
- Corrosion Failures: Theory, Case Studies, and SolutionsD'EverandCorrosion Failures: Theory, Case Studies, and SolutionsPas encore d'évaluation
- Understanding process equipment optimizationDocument5 pagesUnderstanding process equipment optimizationrahulPas encore d'évaluation
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsD'EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahPas encore d'évaluation
- Schoepentoeter SEPARADORDocument4 pagesSchoepentoeter SEPARADOREsau EstebanPas encore d'évaluation
- Fluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984D'EverandFluid Mixing II: A Symposium Organised by the Yorkshire Branch and the Fluid Mixing Processes Subject Group of the Institution of Chemical Engineers and Held at Bradford University, 3-5 April 1984Pas encore d'évaluation
- Discharge Coefficients Through Perforated Plates at Low Reynolds NumbersDocument3 pagesDischarge Coefficients Through Perforated Plates at Low Reynolds NumbersAlastairPas encore d'évaluation
- Xu Distillation How To Push A Tower To Its Maximum Capacity PDFDocument9 pagesXu Distillation How To Push A Tower To Its Maximum Capacity PDFRajendraPas encore d'évaluation
- International Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectD'EverandInternational Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectPas encore d'évaluation
- AIChE The Most Beneficial Technical ChemE SkillsDocument49 pagesAIChE The Most Beneficial Technical ChemE SkillsSubhradip BhattacharjeePas encore d'évaluation
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationD'EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationPas encore d'évaluation
- Plate Hydraulic Design ExampleDocument53 pagesPlate Hydraulic Design ExampleChristopher RileyPas encore d'évaluation
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesD'EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesPas encore d'évaluation
- Screw Compressors ReviewDocument19 pagesScrew Compressors ReviewCarlos Maldonado AlmeidaPas encore d'évaluation
- Engineeringpractice-January2020 Compressed PDFDocument40 pagesEngineeringpractice-January2020 Compressed PDFPatricia.PPas encore d'évaluation
- ECI Symposium Proceedings Optimizes Fouling Mitigation DesignDocument6 pagesECI Symposium Proceedings Optimizes Fouling Mitigation DesignJoseAndresCarreñoPas encore d'évaluation
- Reactive Distillation ProcessesDocument9 pagesReactive Distillation ProcessesAndrew TanPas encore d'évaluation
- What's A Screw Pump? Understanding The Unique Characteristics and Operating Principles of 1, 2 and 3 Screw PumpsDocument4 pagesWhat's A Screw Pump? Understanding The Unique Characteristics and Operating Principles of 1, 2 and 3 Screw PumpsTapas ChaudhuriPas encore d'évaluation
- Introduction About Distillation ColumnDocument24 pagesIntroduction About Distillation ColumneliasPas encore d'évaluation
- Reading A Pump Curve: Pump Name and SpeedDocument4 pagesReading A Pump Curve: Pump Name and SpeedganeshanPas encore d'évaluation
- Two-Phase Flow Discharge in Nozzles and Pipes - A Unified ApproachDocument6 pagesTwo-Phase Flow Discharge in Nozzles and Pipes - A Unified ApproachAksheyPas encore d'évaluation
- Fractionation tray design handbook sectionsDocument1 pageFractionation tray design handbook sectionsForcus onPas encore d'évaluation
- Tower Line Size Criteria PDFDocument1 pageTower Line Size Criteria PDFBurhanPas encore d'évaluation
- Alfa Laval Gasketed Plate Heat ExchangersDocument14 pagesAlfa Laval Gasketed Plate Heat Exchangersrajpvik100% (1)
- Design and Calculation of The Pressure Relief Valves and Rupture Disks SystemDocument54 pagesDesign and Calculation of The Pressure Relief Valves and Rupture Disks Systemghada gattouchPas encore d'évaluation
- Scrubbing Tower DesignDocument10 pagesScrubbing Tower DesignPrathmesh GujaratiPas encore d'évaluation
- Packed TowersDocument44 pagesPacked Towersnawazkhan98482Pas encore d'évaluation
- Hydrocarbon Processing TOV Offer Advantages in Emergency Services PDFDocument4 pagesHydrocarbon Processing TOV Offer Advantages in Emergency Services PDFSu KaPas encore d'évaluation
- Rod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringDocument4 pagesRod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringdwightbordelonPas encore d'évaluation
- Interfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationDocument11 pagesInterfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationJesse Haney IIIPas encore d'évaluation
- Centrifugal Compressors Construction and TestingDocument10 pagesCentrifugal Compressors Construction and Testingmusaveer0% (1)
- Vacuum Preflash TowersDocument32 pagesVacuum Preflash TowersJayaprakash RattiPas encore d'évaluation
- Vinyl Chloride from Acetylene and Hydrogen ChlorideDocument6 pagesVinyl Chloride from Acetylene and Hydrogen ChlorideEvan Afrista Wiokartina PurbaPas encore d'évaluation
- 2016 - Dividing Wall Column Technology - Recent Developments and Challenges, Olujic - PPT MONTZDocument22 pages2016 - Dividing Wall Column Technology - Recent Developments and Challenges, Olujic - PPT MONTZudaybhatkandePas encore d'évaluation
- ACHE Windmill DraftguardDocument5 pagesACHE Windmill DraftguardTIKSHALAPas encore d'évaluation
- Continuous Fat Splitting Plants Using The Colgate-Emery ProcessDocument5 pagesContinuous Fat Splitting Plants Using The Colgate-Emery ProcessAri nahirPas encore d'évaluation
- Canned Motor Pumps in Refinery PDFDocument2 pagesCanned Motor Pumps in Refinery PDFthawdarPas encore d'évaluation
- Improve Flaring OperationsDocument4 pagesImprove Flaring Operationsaa dd qqPas encore d'évaluation
- Dynamic Reaction Inside Co-Rotating Twin Screw Extruder. II. Waste Ground Rubber Tire Powder - Polypropylene BlendsDocument11 pagesDynamic Reaction Inside Co-Rotating Twin Screw Extruder. II. Waste Ground Rubber Tire Powder - Polypropylene Blendspickpocket27Pas encore d'évaluation
- Spillback CompressorDocument3 pagesSpillback CompressorpsaradaPas encore d'évaluation
- Damping of Process TowersDocument4 pagesDamping of Process TowersJerry DsouzaPas encore d'évaluation
- MOGAS Refining Valve Application GuideDocument28 pagesMOGAS Refining Valve Application Guidecristi_molinsPas encore d'évaluation
- Atmospheric Relief Valve ManualDocument12 pagesAtmospheric Relief Valve ManualTarun ChandraPas encore d'évaluation
- Eliminating The Claus FurnaceDocument9 pagesEliminating The Claus Furnaceoujda1977Pas encore d'évaluation
- Role of Sparger Design in Mechanically Agitated Gas-Liquid ReacDocument8 pagesRole of Sparger Design in Mechanically Agitated Gas-Liquid ReacAriel AnnaPas encore d'évaluation
- Steam Jet Ejector: Can A Fit Your Vacuum Process?Document5 pagesSteam Jet Ejector: Can A Fit Your Vacuum Process?Tiến Mạnh NguyễnPas encore d'évaluation
- Types of Reboilers Used in Distillation ColumnsDocument5 pagesTypes of Reboilers Used in Distillation ColumnsIvan Ruben Capuñay IzquierdoPas encore d'évaluation
- Type PR Online Assurance Program: Success StoryDocument2 pagesType PR Online Assurance Program: Success Storyvarun sharmaPas encore d'évaluation
- Stripping Notes PDFDocument28 pagesStripping Notes PDFnimi khalidPas encore d'évaluation
- KeepingWaterOutofYourStorageSystem Updated 2Document13 pagesKeepingWaterOutofYourStorageSystem Updated 2haifuleddyPas encore d'évaluation
- Characterization and Prediction of Water Droplet Size in Oil Water Flow - J Yao - MSDocument183 pagesCharacterization and Prediction of Water Droplet Size in Oil Water Flow - J Yao - MSGianmarco Corticelli100% (1)
- Pleated Filter Pressure Drop PDFDocument12 pagesPleated Filter Pressure Drop PDFAmbrish SinghPas encore d'évaluation
- Select Best Model Two-Phase Relief Sizing: The ForDocument9 pagesSelect Best Model Two-Phase Relief Sizing: The ForjowarPas encore d'évaluation
- Piping Plans Pocket Guide HorizontalDocument49 pagesPiping Plans Pocket Guide Horizontalmuho1Pas encore d'évaluation
- 1998 Irving Refinery Hydrocracker Furnace Accident ReportDocument18 pages1998 Irving Refinery Hydrocracker Furnace Accident Reportbazil17Pas encore d'évaluation
- Room Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFDocument11 pagesRoom Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFAshpavi ArunPas encore d'évaluation
- High Capacity Tray Reverse FlowDocument11 pagesHigh Capacity Tray Reverse Flowrvkumar61Pas encore d'évaluation
- Understanding Preventing Corrosion (Thesis) PDFDocument32 pagesUnderstanding Preventing Corrosion (Thesis) PDFeid elsayedPas encore d'évaluation
- PID Standard PitfallsDocument9 pagesPID Standard PitfallskrazylionPas encore d'évaluation
- Flargent Products 2015 PDFDocument41 pagesFlargent Products 2015 PDFFabricioPas encore d'évaluation
- Produced Water - Unlocking A Valuable Natural Resource: Chevron Tech ChallengeDocument4 pagesProduced Water - Unlocking A Valuable Natural Resource: Chevron Tech ChallengeSHIPas encore d'évaluation
- Hydrate Formation Prevention StrategiesDocument2 pagesHydrate Formation Prevention StrategiesSHIPas encore d'évaluation
- (PDF) Improved Calculation of DiffuserDocument64 pages(PDF) Improved Calculation of DiffuserSHIPas encore d'évaluation
- New - Reinforcement of NozzleDocument31 pagesNew - Reinforcement of NozzleChagar HarshpalPas encore d'évaluation
- Rokanuzzaman Mohammad 200289227 MASC PSEN Spring2015Document127 pagesRokanuzzaman Mohammad 200289227 MASC PSEN Spring2015eduardoPas encore d'évaluation
- Finite Element Analysis and ASME Code Calculations for Pressure VesselsDocument2 pagesFinite Element Analysis and ASME Code Calculations for Pressure Vesselsnaveen_86Pas encore d'évaluation
- S/N Desiccant Shape Bulk Density Particle Size Bulk Density (KG/M) (Ibm/f)Document16 pagesS/N Desiccant Shape Bulk Density Particle Size Bulk Density (KG/M) (Ibm/f)SHIPas encore d'évaluation
- Zerpa Mines 0052E 10097 PDFDocument193 pagesZerpa Mines 0052E 10097 PDFSHIPas encore d'évaluation
- Parker Basics of Coalescing PDFDocument28 pagesParker Basics of Coalescing PDFJoao SilvaPas encore d'évaluation
- Adsorption Process For Natural GAS TreatmentDocument24 pagesAdsorption Process For Natural GAS TreatmentAhmed ElShora100% (3)
- (PDF) Improved Calculation of DiffuserDocument124 pages(PDF) Improved Calculation of DiffuserSHIPas encore d'évaluation
- Horizontal Separator Adequacy CheckDocument4 pagesHorizontal Separator Adequacy CheckTifano KhristiyantoPas encore d'évaluation
- Savvy Separator - The Effect of Inlet Geometries On Flow DistributionDocument13 pagesSavvy Separator - The Effect of Inlet Geometries On Flow DistributionSHIPas encore d'évaluation
- Eastern Instruments - Solids Mass Flow and Air Flow MeasureDocument8 pagesEastern Instruments - Solids Mass Flow and Air Flow MeasureSHIPas encore d'évaluation
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocument7 pagesMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHIPas encore d'évaluation
- A 038282Document24 pagesA 038282SHIPas encore d'évaluation
- Savvy Separator - The Effect of Inlet Geometries On Flow DistributionDocument13 pagesSavvy Separator - The Effect of Inlet Geometries On Flow DistributionSHIPas encore d'évaluation
- Sand Jetting SystemDocument3 pagesSand Jetting SystemSHIPas encore d'évaluation
- A 038282Document24 pagesA 038282SHIPas encore d'évaluation
- Mist Extractor SelectionDocument3 pagesMist Extractor SelectionSHIPas encore d'évaluation
- KIRK KVID Inlet DiffusersDocument2 pagesKIRK KVID Inlet DiffusersSHIPas encore d'évaluation
- Mesh & Vane Mist EliminatorsDocument16 pagesMesh & Vane Mist EliminatorsstressesPas encore d'évaluation
- KIRK KSEP Separator Internals 2012Document5 pagesKIRK KSEP Separator Internals 2012SHIPas encore d'évaluation
- Bakhshinejad 2Document16 pagesBakhshinejad 2SHIPas encore d'évaluation
- KIRK KVME Mist EliminatorsDocument2 pagesKIRK KVME Mist EliminatorsSHIPas encore d'évaluation
- Annex 11 - Calculation Example For The Design of A Sand TrapDocument6 pagesAnnex 11 - Calculation Example For The Design of A Sand TrapSHIPas encore d'évaluation
- Numerical Model for Mist SeparatorsDocument10 pagesNumerical Model for Mist SeparatorsSHIPas encore d'évaluation
- Baffle Thickness CalculationDocument22 pagesBaffle Thickness CalculationAdrian Stoicescu100% (1)
- Sand Jetting SystemDocument3 pagesSand Jetting SystemSHIPas encore d'évaluation
- Test Data Sheets For DPCN Pumps PDFDocument78 pagesTest Data Sheets For DPCN Pumps PDFUliAlejandroRodriguezCorianga100% (4)
- Teknik Reaksi Kimia IiDocument11 pagesTeknik Reaksi Kimia IiSarayati Khairunisah KpPas encore d'évaluation
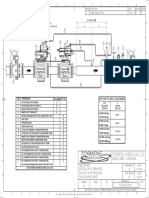
- SEJC235-102 Parts List: HSD Purification UnitDocument3 pagesSEJC235-102 Parts List: HSD Purification UnitidigitiPas encore d'évaluation
- Part I Fundamentals of Fluid DynamicsDocument42 pagesPart I Fundamentals of Fluid Dynamicsmike100% (1)
- Capacity Correction Factors: Back PressureDocument2 pagesCapacity Correction Factors: Back PressureSusheel WankhedePas encore d'évaluation
- Electric PumpDocument6 pagesElectric PumpSilviharyaniPas encore d'évaluation
- NAAM QuotationDocument2 pagesNAAM QuotationHesanRajaraniPas encore d'évaluation
- Centrifugal Vs Reciprocating Compressor - Turbomachinery Magazine PDFDocument2 pagesCentrifugal Vs Reciprocating Compressor - Turbomachinery Magazine PDFReyes SanchezPas encore d'évaluation
- EXT-TI-SBV2 Datasheet en PDFDocument3 pagesEXT-TI-SBV2 Datasheet en PDFjimmiilongPas encore d'évaluation
- Flow and Turbulence over Mobile Sand BedDocument5 pagesFlow and Turbulence over Mobile Sand BedprashanthreddyhPas encore d'évaluation
- C2647 05 HJ 01 PDFDocument1 pageC2647 05 HJ 01 PDFEnriqueta VelazquezPas encore d'évaluation
- Orifice Plate ReportDocument1 pageOrifice Plate ReportdsdePas encore d'évaluation
- Condensate & CoolingDocument111 pagesCondensate & CoolingSantosh KumarPas encore d'évaluation
- Pump SizingDocument2 pagesPump Sizingfzida8942100% (3)
- 2sc-Pco - Dual Solenoid Control ValveDocument3 pages2sc-Pco - Dual Solenoid Control Valveshan07011984Pas encore d'évaluation
- Consolidated Commerical Form 1Document71 pagesConsolidated Commerical Form 1Mathias OnosemuodePas encore d'évaluation
- Piping Design Engineer Interview Questions Part-13 - OilandgasclubDocument1 pagePiping Design Engineer Interview Questions Part-13 - OilandgasclubneerajPas encore d'évaluation
- Maintenance Schedule-Wk14 3Document1 pageMaintenance Schedule-Wk14 3Dhi AdhiPas encore d'évaluation
- Aplicaciones Valvulas de ControlDocument45 pagesAplicaciones Valvulas de ControlLOPEZCRG100% (1)
- Install and maintain 3-way solenoid valvesDocument2 pagesInstall and maintain 3-way solenoid valvesRICHAR MORENOPas encore d'évaluation
- TFP1306 12 2018Document34 pagesTFP1306 12 2018Vì Ngày MaiPas encore d'évaluation
- Thermo King Parts Manual CF-III M9, M9A, M9B, M9C (40261-4-PM Rev 3) PDFDocument121 pagesThermo King Parts Manual CF-III M9, M9A, M9B, M9C (40261-4-PM Rev 3) PDFSerhiiPas encore d'évaluation
- Air Compressor Inlet Valve (Or Intake Valve - Unloader Valve)Document6 pagesAir Compressor Inlet Valve (Or Intake Valve - Unloader Valve)anup_nairPas encore d'évaluation
- 19-0165P-DR-GA-100 Reva - Container #1Document1 page19-0165P-DR-GA-100 Reva - Container #1Jaime Arturo Trujillo RemolinaPas encore d'évaluation
- Punch ListDocument8 pagesPunch ListJamal BakhtPas encore d'évaluation
- Checking Piping Drawings ProcedureDocument9 pagesChecking Piping Drawings ProcedureAntoshal83% (6)
- Hydrogen DryerDocument2 pagesHydrogen Dryersanju_cgh5518Pas encore d'évaluation
- ValvesDocument82 pagesValvespuru55980Pas encore d'évaluation
- 37 10 Expansion Tanks Product Data Sheet PDFDocument2 pages37 10 Expansion Tanks Product Data Sheet PDFJohn FonsecaPas encore d'évaluation
- Tormene: L 5-10 X DNDocument1 pageTormene: L 5-10 X DNRoyer LeonPas encore d'évaluation