Vous aimerez peut-être aussi
- Residential Asphalt Roofing Manual Design and Application Methods 2014 EditionD'EverandResidential Asphalt Roofing Manual Design and Application Methods 2014 EditionPas encore d'évaluation
- Corrosion and Fouling Control in Desalination IndustryD'EverandCorrosion and Fouling Control in Desalination IndustryPas encore d'évaluation
- Technical Data Sheet Application GuideDocument8 pagesTechnical Data Sheet Application GuideAyman JadPas encore d'évaluation
- AG 462 Jota Armour Euk GBDocument10 pagesAG 462 Jota Armour Euk GBEirikJohansenPas encore d'évaluation
- Tankguard DW: Technical Data Sheet Application GuideDocument10 pagesTankguard DW: Technical Data Sheet Application GuideMina RemonPas encore d'évaluation
- Barrier 77 PDFDocument8 pagesBarrier 77 PDFRizki AhmadPas encore d'évaluation
- Technical Data Sheet Application Guide for Tankguard DWDocument10 pagesTechnical Data Sheet Application Guide for Tankguard DWNico NgPas encore d'évaluation
- Barrier 65: Technical Data Sheet Application GuideDocument8 pagesBarrier 65: Technical Data Sheet Application Guidesabari ramasamyPas encore d'évaluation
- Penguard Special Application GuideDocument10 pagesPenguard Special Application GuideRaju KCPas encore d'évaluation
- AG 2521 Barrier Euk GBDocument9 pagesAG 2521 Barrier Euk GBDoni RandanuPas encore d'évaluation
- Jotamastic 70Document9 pagesJotamastic 70Muhammad HanafiPas encore d'évaluation
- Technical Data Sheet Application GuideDocument17 pagesTechnical Data Sheet Application GuideMuhammad Husein MahfudzPas encore d'évaluation
- Jota MasticDocument13 pagesJota MasticSing Yew LamPas encore d'évaluation
- Jota CharDocument18 pagesJota CharJignesh ShahPas encore d'évaluation
- Jotachar JF750Document17 pagesJotachar JF750samet çelikPas encore d'évaluation
- Penguard Xpress - Application GuideDocument10 pagesPenguard Xpress - Application GuideMarcos MacaiaPas encore d'évaluation
- Jotacote Universal N10: Technical Data Sheet Application GuideDocument13 pagesJotacote Universal N10: Technical Data Sheet Application GuideMina RemonPas encore d'évaluation
- AG 7740 Tankguard SF Euk GBDocument11 pagesAG 7740 Tankguard SF Euk GBChandran NairPas encore d'évaluation
- AG Penguard Universal GB English ProtectiveDocument14 pagesAG Penguard Universal GB English ProtectiveajuhaseenPas encore d'évaluation
- Application Jotamastic 90 AlDocument13 pagesApplication Jotamastic 90 Aladitya kristantoPas encore d'évaluation
- Barrier Smart Pack: Technical Data Sheet Application GuideDocument9 pagesBarrier Smart Pack: Technical Data Sheet Application GuideLia Susanti MciPas encore d'évaluation
- AG 43363 Alkydprimer QD Euk GBDocument8 pagesAG 43363 Alkydprimer QD Euk GBNagendra BurabattulaPas encore d'évaluation
- Jotacote Universal N10: Technical Data Sheet Application GuideDocument15 pagesJotacote Universal N10: Technical Data Sheet Application Guidemhd abuPas encore d'évaluation
- Penguard HSP: Technical Data Sheet Application GuideDocument10 pagesPenguard HSP: Technical Data Sheet Application GuideZaid Raslan AyoubPas encore d'évaluation
- AG 22740 Jotachar JF750 Euk GBDocument18 pagesAG 22740 Jotachar JF750 Euk GBWeldiPas encore d'évaluation
- Penguard HB: Technical Data Sheet Application GuideDocument10 pagesPenguard HB: Technical Data Sheet Application GuideAbrar HussainPas encore d'évaluation
- Tankguard HB: Technical Data Sheet Application GuideDocument13 pagesTankguard HB: Technical Data Sheet Application Guidewafda hakimulPas encore d'évaluation
- Penguard Express ZP Application GuideDocument8 pagesPenguard Express ZP Application GuidenizamuddinPas encore d'évaluation
- Jotun Jotamastic Plus - Aluminium Application GuideDocument9 pagesJotun Jotamastic Plus - Aluminium Application Guidehendro.saranghaePas encore d'évaluation
- Technical Data Sheet Application GuideDocument10 pagesTechnical Data Sheet Application GuideMina RemonPas encore d'évaluation
- Penguard Express Application GuideDocument10 pagesPenguard Express Application GuidenizamuddinPas encore d'évaluation
- Jotamastic 80 AG NewDocument10 pagesJotamastic 80 AG NewMuthu Sivarama Krishnan NallaiahPas encore d'évaluation
- AG 18420 Penguard Pro GF Euk GBDocument12 pagesAG 18420 Penguard Pro GF Euk GBaandueza_1Pas encore d'évaluation
- AG 30382 Tankguard HB Classic Euk GBDocument13 pagesAG 30382 Tankguard HB Classic Euk GBwiwid mailanaPas encore d'évaluation
- Barrier: Technical Data Sheet Application GuideDocument8 pagesBarrier: Technical Data Sheet Application GuideANIBALLOPEZVEGAPas encore d'évaluation
- 1-Technical Data Sheet- Marathon IQ GF (500μm)Document8 pages1-Technical Data Sheet- Marathon IQ GF (500μm)Akram AlhaddadPas encore d'évaluation
- 2-Technical Data Sheet- Marathon IQ GF (500μm)Document8 pages2-Technical Data Sheet- Marathon IQ GF (500μm)Akram AlhaddadPas encore d'évaluation
- Jotamastic 87 Application Guide SummaryDocument10 pagesJotamastic 87 Application Guide SummaryMuhammad Fitransyah Syamsuar PutraPas encore d'évaluation
- Epoxy HR: Technical Data Sheet Application GuideDocument10 pagesEpoxy HR: Technical Data Sheet Application GuidesufizamaniPas encore d'évaluation
- Barrier 77: Technical Data Sheet Application GuideDocument8 pagesBarrier 77: Technical Data Sheet Application GuideNurmalinda SihombingPas encore d'évaluation
- Marathon XHB: Technical Data Sheet Application GuideDocument9 pagesMarathon XHB: Technical Data Sheet Application GuideDamar WardhanaPas encore d'évaluation
- Alkydprimer AGDocument8 pagesAlkydprimer AGangelito bernalPas encore d'évaluation
- LS Nylon 12 GF Material SpecificationsDocument10 pagesLS Nylon 12 GF Material SpecificationsAlexandreau del FierroPas encore d'évaluation
- Screenshot 2023-05-20 at 14.51.58Document8 pagesScreenshot 2023-05-20 at 14.51.58morisPas encore d'évaluation
- Jotaprime Mastic 80 AGDocument8 pagesJotaprime Mastic 80 AGMuthu Sivarama Krishnan Nallaiah100% (2)
- Penguard Express ZP: Technical Data Sheet Application GuideDocument8 pagesPenguard Express ZP: Technical Data Sheet Application GuideAzar SKPas encore d'évaluation
- Tankguard Storage: Technical Data Sheet Application GuideDocument14 pagesTankguard Storage: Technical Data Sheet Application GuideEngTamerPas encore d'évaluation
- Jotamastic 90 GF: Technical Data Sheet Application GuideDocument11 pagesJotamastic 90 GF: Technical Data Sheet Application GuidemanthoexPas encore d'évaluation
- Barrier - 80 - Product - Description - Technicad HL PDFDocument8 pagesBarrier - 80 - Product - Description - Technicad HL PDFDimas BatamPas encore d'évaluation
- Jotamastic 80 Aluminium: Technical Data Sheet Application GuideDocument10 pagesJotamastic 80 Aluminium: Technical Data Sheet Application GuideRohit KamblePas encore d'évaluation
- Penguard HB AGDocument10 pagesPenguard HB AGSindh ScrapPas encore d'évaluation
- Tankguard 412: Technical Data Sheet Application GuideDocument9 pagesTankguard 412: Technical Data Sheet Application GuideEngTamerPas encore d'évaluation
- Data Ketebalan Cat JotunDocument13 pagesData Ketebalan Cat JotunDeniPas encore d'évaluation
- Application Guide Jotamastic Smart PackDocument10 pagesApplication Guide Jotamastic Smart Packdin100% (1)
- Barrier ZEP: Technical Data Sheet Application GuideDocument7 pagesBarrier ZEP: Technical Data Sheet Application GuideNurmalinda SihombingPas encore d'évaluation
- PDFDocument12 pagesPDFThamaraikani ManiPas encore d'évaluation
- Penguard Mio Application GuideDocument9 pagesPenguard Mio Application Guidenachi100Pas encore d'évaluation
- Barrier: Technical Data Sheet Application GuideDocument8 pagesBarrier: Technical Data Sheet Application GuideNurmalinda SihombingPas encore d'évaluation
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingD'EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingPas encore d'évaluation
- Pullout TestDocument3 pagesPullout TestAvinash Lal100% (1)
- Site Instruction StoresDocument1 pageSite Instruction StoresAvinash LalPas encore d'évaluation
- Crane Stability and Ground PressureDocument5 pagesCrane Stability and Ground PressureAvinash LalPas encore d'évaluation
- Galvanite - Percent Zinc in Dry FilmDocument1 pageGalvanite - Percent Zinc in Dry FilmAvinash LalPas encore d'évaluation
- 9078 - 13!01!02 - Survey Method Statement Lot 1Document11 pages9078 - 13!01!02 - Survey Method Statement Lot 1Avinash LalPas encore d'évaluation
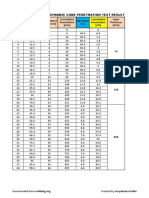
- Analysis of DCPT ResultDocument4 pagesAnalysis of DCPT ResultAvinash LalPas encore d'évaluation
- MS NGSA SS E-11-Battery InstallationDocument7 pagesMS NGSA SS E-11-Battery InstallationAvinash LalPas encore d'évaluation
- 9078 - 13!02!02 - Earthing Method Statement Lot 2 Rev 01Document11 pages9078 - 13!02!02 - Earthing Method Statement Lot 2 Rev 01Avinash LalPas encore d'évaluation
- MS NGSA SS E-03 - Conduit InstallationDocument7 pagesMS NGSA SS E-03 - Conduit InstallationAvinash LalPas encore d'évaluation
- Crane Base StabilityDocument23 pagesCrane Base Stabilityparamarthasom1974100% (2)
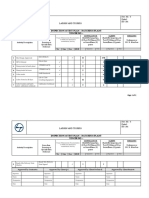
- Inspection and Test Plan - Earthwire RegulationDocument2 pagesInspection and Test Plan - Earthwire RegulationAvinash LalPas encore d'évaluation
- DCP Field Data SheetDocument1 pageDCP Field Data SheetAvinash LalPas encore d'évaluation
- L&T Batching Plant ITPDocument2 pagesL&T Batching Plant ITPAvinash Lal0% (1)
- Inspection and Test Plan Guy Wire - Service RopeDocument2 pagesInspection and Test Plan Guy Wire - Service RopeAvinash Lal100% (1)
- Inspection and Test Plan - FoundationsDocument2 pagesInspection and Test Plan - FoundationsAvinash Lal100% (3)
- L&T inspection plan for transmission hardwareDocument2 pagesL&T inspection plan for transmission hardwareAvinash Lal0% (1)
- Inspection and Test Plan - ErectionDocument2 pagesInspection and Test Plan - ErectionAvinash LalPas encore d'évaluation
- Inspection and Test Plan - FoundationsDocument2 pagesInspection and Test Plan - FoundationsAvinash Lal100% (3)
- Inspection and Test Plan - Steel AssemblyDocument1 pageInspection and Test Plan - Steel AssemblyAvinash LalPas encore d'évaluation
- Crane Stability and Ground PressureDocument17 pagesCrane Stability and Ground PressureAvinash Lal100% (3)
- LT Aerial Bunched Cable SpecsDocument9 pagesLT Aerial Bunched Cable Specsdeepthik27Pas encore d'évaluation
- Tests For Workability of Concrete at Construction Site and Its ValuesDocument3 pagesTests For Workability of Concrete at Construction Site and Its ValuesAvinash LalPas encore d'évaluation
- IP ClassDocument8 pagesIP ClassAvinash LalPas encore d'évaluation
- Distribution Transformer Engineering GuideDocument12 pagesDistribution Transformer Engineering GuideAvinash LalPas encore d'évaluation
- DocumentDocument2 pagesDocumentRogue KnightPas encore d'évaluation
- Life of Amorous Woman - GengobeiDocument23 pagesLife of Amorous Woman - GengobeiAna EnPas encore d'évaluation
- Barograph: Aneroid Barometer Barometric PressureDocument6 pagesBarograph: Aneroid Barometer Barometric PressureKyun Hae SeokPas encore d'évaluation
- Talent Level 2 Listening Skills TestsDocument10 pagesTalent Level 2 Listening Skills TestsLUISA CASTRO CUNEOPas encore d'évaluation
- Khasi Community of MeghalayaDocument3 pagesKhasi Community of MeghalayaMidhat FatimaPas encore d'évaluation
- Ode to the West Wind by Percy ShelleyDocument3 pagesOde to the West Wind by Percy ShelleyHarSukh GillPas encore d'évaluation
- Paper 4-Analogies, Synonyms, Antonyms & Sentence CompletionDocument16 pagesPaper 4-Analogies, Synonyms, Antonyms & Sentence Completionhira ghaffarPas encore d'évaluation
- Ternary Phase DiagramDocument9 pagesTernary Phase DiagramFabiha SheikhPas encore d'évaluation
- Solar SystemDocument4 pagesSolar Systemvalentine100% (1)
- 009 Disaster Management June July 2019Document5 pages009 Disaster Management June July 2019MrAijaz KhanPas encore d'évaluation
- Environmental Impact AssessmentDocument37 pagesEnvironmental Impact AssessmentAbdul KarimPas encore d'évaluation
- Adolescence Canadian 1st Edition McMahan Solutions Manual 1Document36 pagesAdolescence Canadian 1st Edition McMahan Solutions Manual 1darrenvaughnreioqjkpzb100% (22)
- Brushbond PDFDocument4 pagesBrushbond PDFpravi3434Pas encore d'évaluation
- Edible Iowa River Valley #17, Harvest 2010Document36 pagesEdible Iowa River Valley #17, Harvest 2010k_friesePas encore d'évaluation
- Assignment 12Document20 pagesAssignment 12sruthis_8Pas encore d'évaluation
- A1 Session 2Document9 pagesA1 Session 2Fran ElgartPas encore d'évaluation
- Ionospheric Scintillation Characteristics in IRNSS L5 and S-Band SignalsDocument6 pagesIonospheric Scintillation Characteristics in IRNSS L5 and S-Band SignalsDaniel OspinaPas encore d'évaluation
- Cast Resin Transformer User ManualDocument13 pagesCast Resin Transformer User ManualIulian NedeaPas encore d'évaluation
- 5daa9 44186 PDFDocument421 pages5daa9 44186 PDFcuongdvoPas encore d'évaluation
- Introduction to Green Marketing ConceptsDocument63 pagesIntroduction to Green Marketing ConceptsBHARATRKTPas encore d'évaluation
- Word FormDocument2 pagesWord FormHoàng MinhPas encore d'évaluation
- AE460F16 AirfoilPressDist LabDocument19 pagesAE460F16 AirfoilPressDist LabsaumjPas encore d'évaluation
- EU Regulation Scop-Seer PDFDocument26 pagesEU Regulation Scop-Seer PDFDejan KolarecPas encore d'évaluation
- Malankara Plantations' 25kW Off-Grid Solar Power PlantDocument6 pagesMalankara Plantations' 25kW Off-Grid Solar Power Plantguru jiPas encore d'évaluation
- Inland EssayDocument5 pagesInland EssayJatin AroraPas encore d'évaluation
- Cowflop Quarterly - Vol 1 No 4Document4 pagesCowflop Quarterly - Vol 1 No 4Josep FígolsPas encore d'évaluation
- The Machine Stops by E.M. ForsterDocument26 pagesThe Machine Stops by E.M. ForsterkillarwhalePas encore d'évaluation
- DEGER Product Guide en 05 2016Document8 pagesDEGER Product Guide en 05 2016Maria MitaraPas encore d'évaluation
- Trip Report Colombia Birding Trip Report 2011Document47 pagesTrip Report Colombia Birding Trip Report 2011Ceyedin Ramirez OspinaPas encore d'évaluation