Vous aimerez peut-être aussi
- Weld DiscontinuityDocument61 pagesWeld DiscontinuityEKKACHAI PRABNAKORN0% (1)
- D-p5-Bv-pd-002 - MT, Issue 01, Rev 00 - Magnetic Particle ExaminationDocument54 pagesD-p5-Bv-pd-002 - MT, Issue 01, Rev 00 - Magnetic Particle ExaminationThinh Nguyen100% (1)
- D-p5-Bv-pd-004 - Utt, Issue 01, Rev 00 - Ultrasonic Thickness TestingDocument14 pagesD-p5-Bv-pd-004 - Utt, Issue 01, Rev 00 - Ultrasonic Thickness TestingThinh NguyenPas encore d'évaluation
- D-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Document57 pagesD-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Thinh NguyenPas encore d'évaluation
- Radiography Testing - NDT Inspection - TWIDocument5 pagesRadiography Testing - NDT Inspection - TWIKolusu SivakumarPas encore d'évaluation
- D-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionDocument33 pagesD-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionThinh NguyenPas encore d'évaluation
- NDTDocument38 pagesNDTNishant B MayekarPas encore d'évaluation
- NDT ServicesDocument4 pagesNDT ServicesAdnan RanaPas encore d'évaluation
- Daily Lrut Report: Lrut Instrument Lrut Probe TechniqueDocument1 pageDaily Lrut Report: Lrut Instrument Lrut Probe TechniqueSang Nguyen QuangPas encore d'évaluation
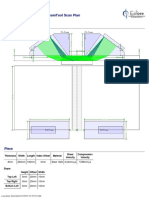
- Beamtool Scan Plan: Inspection LayoutDocument4 pagesBeamtool Scan Plan: Inspection LayoutMohan RajPas encore d'évaluation
- NDT Application FormDocument4 pagesNDT Application FormAhmed Shaban KotbPas encore d'évaluation
- Ultrasonic Report: Probe Details and Position (Fig 1)Document2 pagesUltrasonic Report: Probe Details and Position (Fig 1)BALA GANESH100% (1)
- ARTICLE - Remote Visual Inspection Basics (2010)Document3 pagesARTICLE - Remote Visual Inspection Basics (2010)Sangameswaran RamarajPas encore d'évaluation
- D-p5-Bv-pd-003 - PT, Issue 01, Rev 00 - Liquid Penetrant ExaminationDocument55 pagesD-p5-Bv-pd-003 - PT, Issue 01, Rev 00 - Liquid Penetrant ExaminationThinh NguyenPas encore d'évaluation
- Si EvertDocument4 pagesSi EvertLaxmikant TiwariPas encore d'évaluation
- Agpl QP RFT 03 PDFDocument8 pagesAgpl QP RFT 03 PDFMaged Ali RaghebPas encore d'évaluation
- Inspection, Expediting, Training, Aws Cwi, NDT, Isondt, API, Profile, DashinspectorateDocument22 pagesInspection, Expediting, Training, Aws Cwi, NDT, Isondt, API, Profile, DashinspectoratedashPas encore d'évaluation
- Purpose of Seminar: Phased Arrays: Codes and ApplicationsDocument6 pagesPurpose of Seminar: Phased Arrays: Codes and ApplicationsLương Hồ VũPas encore d'évaluation
- Report-1683-1 B1 25mm 14 10 2020Document7 pagesReport-1683-1 B1 25mm 14 10 2020sakthi velPas encore d'évaluation
- NDE TechniquesDocument25 pagesNDE TechniquesasePas encore d'évaluation
- Intro To NDTDocument61 pagesIntro To NDTzubairsarwar912Pas encore d'évaluation
- Phased Array Ulatrasonic IntroductionDocument31 pagesPhased Array Ulatrasonic Introductionerharsingh100% (1)
- Tube Inspection InsertDocument2 pagesTube Inspection InsertManish SharmaPas encore d'évaluation
- Ultrasonic Test Procedure1Document8 pagesUltrasonic Test Procedure1MHDPas encore d'évaluation
- Reviewed UT Procedure 10-12-2016Document18 pagesReviewed UT Procedure 10-12-2016Muhammad Maulana100% (1)
- Isq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2Document14 pagesIsq-O&G Manual Ultrasonic Thickness & Corrosion Examination: ASNT Document UT-PTP7 Revision 2muhammadazhanudinPas encore d'évaluation
- Senior Welding Inspector NDT Report ChecklistDocument4 pagesSenior Welding Inspector NDT Report ChecklistAdil HasanovPas encore d'évaluation
- Russindo Group Vacuum Box Test ProcedureDocument5 pagesRussindo Group Vacuum Box Test ProcedureIkhsan Dalimunthe100% (2)
- ATT MT-2.0 Rev. 1 ProcedureDocument13 pagesATT MT-2.0 Rev. 1 ProcedurewalitedisonPas encore d'évaluation
- NDT Steel CastingsDocument17 pagesNDT Steel CastingsWoodrow FoxPas encore d'évaluation
- MEENA Internation NDT TrainingDocument45 pagesMEENA Internation NDT Trainingahmzahid100% (1)
- Tofd & Pe ReportDocument1 pageTofd & Pe ReportLuong Ho VuPas encore d'évaluation
- Pt. Astar Testing & InspectionDocument2 pagesPt. Astar Testing & InspectionSASIPas encore d'évaluation
- Cp16 Issue Renewal and Recertification of PCN Levels 1 & 2 CertificatesDocument19 pagesCp16 Issue Renewal and Recertification of PCN Levels 1 & 2 Certificatesndt_inspectorPas encore d'évaluation
- NDT 2019Document32 pagesNDT 2019Muhammad OsamaPas encore d'évaluation
- Eddy Current Array TutorialDocument13 pagesEddy Current Array TutorialsameerPas encore d'évaluation
- Scan Plan (PAUT) For Taper Joints and K WeldsDocument4 pagesScan Plan (PAUT) For Taper Joints and K WeldsRamakrishnan AmbiSubbiahPas encore d'évaluation
- 15 - Nde Rev 011Document32 pages15 - Nde Rev 011Adnan RanaPas encore d'évaluation
- Mock Report PDFDocument22 pagesMock Report PDFArslan ZafarPas encore d'évaluation
- Magnetic Particle Testing ReporDocument2 pagesMagnetic Particle Testing ReporGabriela MotaPas encore d'évaluation
- Ultrasonic Testing BasicsDocument51 pagesUltrasonic Testing BasicsJohn OLiverPas encore d'évaluation
- Corrosion Mapping Solutions EddyfiDocument4 pagesCorrosion Mapping Solutions EddyfiTHIRU.SPas encore d'évaluation
- UT Procedure PDFDocument23 pagesUT Procedure PDFcentaury2013Pas encore d'évaluation
- High Temperature Ultrasonic ScanningDocument7 pagesHigh Temperature Ultrasonic ScanningscribdmustaphaPas encore d'évaluation
- General Procedure For Radiographic Examination: PAE - RT-001 Rev.0Document13 pagesGeneral Procedure For Radiographic Examination: PAE - RT-001 Rev.0NguyenThanhdung100% (1)
- Positive Material Identification (Pmi)Document2 pagesPositive Material Identification (Pmi)MurugadossRajendranPas encore d'évaluation
- Fir-001 - 10 03 18Document1 pageFir-001 - 10 03 18Kartik SolankiPas encore d'évaluation
- Epz NCS RT 02Document1 pageEpz NCS RT 02Mijanur RahmanPas encore d'évaluation
- Student Training Notes Floormap 3diDocument86 pagesStudent Training Notes Floormap 3diTechnical A-Star Testing & Inspection MalaysiaPas encore d'évaluation
- Mini-Wheel Encoder: Standard InclusionsDocument2 pagesMini-Wheel Encoder: Standard InclusionsGhaithPas encore d'évaluation
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- 02-781 Protection of SW SystemsDocument28 pages02-781 Protection of SW SystemsHattar MPas encore d'évaluation
- Def Stan 02-743 Pipe BendingDocument18 pagesDef Stan 02-743 Pipe BendingHattar MPas encore d'évaluation
- 1Document64 pages1Leonardo GallegoPas encore d'évaluation
- NES 729 Part 3 Requirements For Non-Destructive Examination MethodsDocument48 pagesNES 729 Part 3 Requirements For Non-Destructive Examination MethodsJEORJEPas encore d'évaluation
- Ministry of Defence Defence Standard 02-304 Part 3: Issue 2 Publication Date 9 September 2002Document60 pagesMinistry of Defence Defence Standard 02-304 Part 3: Issue 2 Publication Date 9 September 2002Camilo PachecoPas encore d'évaluation
- Ministry of Defence Defence Standard 02-830 Part 2: Issue 2 Publication Date 19 August 2002Document18 pagesMinistry of Defence Defence Standard 02-830 Part 2: Issue 2 Publication Date 19 August 2002jenishjsPas encore d'évaluation
- NES 117 Requirements For Anchoring Berthing Towing Securing To A Buoy and Mooring Category 2 PDFDocument50 pagesNES 117 Requirements For Anchoring Berthing Towing Securing To A Buoy and Mooring Category 2 PDFmkm123Pas encore d'évaluation
- D 2992 Pressure Design Basis of GFRT PipeDocument11 pagesD 2992 Pressure Design Basis of GFRT Pipezemog001Pas encore d'évaluation
- ASTM F 412 - 01a Standard Terminology Relating To Plastic Piping Systems1Document13 pagesASTM F 412 - 01a Standard Terminology Relating To Plastic Piping Systems1JORGE ARTURO TORIBIO HUERTAPas encore d'évaluation
- D 1598 Time-To-Failure Plastic PipeDocument4 pagesD 1598 Time-To-Failure Plastic Pipezemog001Pas encore d'évaluation
- Cathodic ProtectionDocument61 pagesCathodic Protectionnavinchopra1986100% (2)
- Welded Steel Pipe American Iron and Steel InstituteDocument80 pagesWelded Steel Pipe American Iron and Steel Institutemaminu1100% (1)
- Astm D1599 PDFDocument3 pagesAstm D1599 PDFChemical Engineer100% (3)
- D 1193 99 Agua ReactivoDocument3 pagesD 1193 99 Agua Reactivozemog001Pas encore d'évaluation
- D 1076 97 Hule Latex PreservadoDocument12 pagesD 1076 97 Hule Latex Preservadozemog001Pas encore d'évaluation
- D 1076 97 Hule Latex PreservadoDocument12 pagesD 1076 97 Hule Latex Preservadozemog001Pas encore d'évaluation
- D 1193 99 Agua ReactivoDocument3 pagesD 1193 99 Agua Reactivozemog001Pas encore d'évaluation
- Pipe Welding ProceduresDocument257 pagesPipe Welding ProceduresDiPas encore d'évaluation
- Welding Inspection PDFDocument243 pagesWelding Inspection PDFzemog001Pas encore d'évaluation
- 11 2002 BANG SDocument10 pages11 2002 BANG SsumoomusPas encore d'évaluation
- 11 2002 BANG SDocument10 pages11 2002 BANG SsumoomusPas encore d'évaluation
- Separacion Entre Ramales PDFDocument4 pagesSeparacion Entre Ramales PDFzemog001Pas encore d'évaluation
- SCC - National Energy BoardDocument178 pagesSCC - National Energy Boardzemog001Pas encore d'évaluation
- Ewh IDocument146 pagesEwh IEnrique EmmanuelPas encore d'évaluation
- SCI Pipe Nipples Carbon-Stainless-BrassDocument10 pagesSCI Pipe Nipples Carbon-Stainless-BrassArunprasad MurugesanPas encore d'évaluation
- Full Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFDocument9 pagesFull Scale Experimental Analysis of Stress States in Sleeve Repairs of Gas Pipelines PDFzemog001100% (1)
- 11 2002 BANG SDocument10 pages11 2002 BANG SsumoomusPas encore d'évaluation
- In Situ Epoxy CoatingDocument32 pagesIn Situ Epoxy Coatingzemog001Pas encore d'évaluation
- AWS Practical Reference Guide To Metallurgy PDFDocument34 pagesAWS Practical Reference Guide To Metallurgy PDFJimmy RodriguesPas encore d'évaluation
- PVP2012 78075Document11 pagesPVP2012 78075zemog001Pas encore d'évaluation
- Steel StructuresDocument133 pagesSteel Structuresabdikarim_omarPas encore d'évaluation
- Angle Beam Contact. Testing.Document3 pagesAngle Beam Contact. Testing.zemog001Pas encore d'évaluation
- Astm C 746Document4 pagesAstm C 746zemog001Pas encore d'évaluation
- Corrosion PDFDocument8 pagesCorrosion PDFEngr Arfan Ali DhamrahoPas encore d'évaluation
- Erosion in Elbows in Hydrocarbon ProductionDocument40 pagesErosion in Elbows in Hydrocarbon Productionmelvin_leongPas encore d'évaluation
- MIHU Saga (Redacted)Document83 pagesMIHU Saga (Redacted)Trevor PetersonPas encore d'évaluation
- Icao Annex 10 Aeronauticaltelecommunicationsvolumeiv-SurveillancDocument220 pagesIcao Annex 10 Aeronauticaltelecommunicationsvolumeiv-SurveillancrdpereirPas encore d'évaluation
- DENR confiscation caseDocument347 pagesDENR confiscation caseRyan BalladaresPas encore d'évaluation
- SantaclaracaDocument12 pagesSantaclaracaapi-345566077Pas encore d'évaluation
- Inventories - : Methods For Inventory WritedownDocument5 pagesInventories - : Methods For Inventory WritedownBryan NatadPas encore d'évaluation
- 07 Making Disciples 2020 (For Study Purposes)Document72 pages07 Making Disciples 2020 (For Study Purposes)Kathleen Marcial100% (6)
- 18th SCM New Points 1 JohxDocument55 pages18th SCM New Points 1 JohxAnujit Shweta KulshresthaPas encore d'évaluation
- Quezon City District IV - Project of Precinct - 2Document73 pagesQuezon City District IV - Project of Precinct - 2bobituchi100% (1)
- Order Dated - 18-08-2020Document5 pagesOrder Dated - 18-08-2020Gaurav LavaniaPas encore d'évaluation
- Clean Water Act and RA 9275 rolesDocument3 pagesClean Water Act and RA 9275 rolesKristela Alexis OsorioPas encore d'évaluation
- G.R. No. 83122Document7 pagesG.R. No. 83122Hanifa D. Al-ObinayPas encore d'évaluation
- PPSC Announces Candidates Cleared for Statistical Officer InterviewDocument3 pagesPPSC Announces Candidates Cleared for Statistical Officer InterviewYasir SultanPas encore d'évaluation
- MID - Media Monitoring Report - July-2019 - English Version - OnlineDocument36 pagesMID - Media Monitoring Report - July-2019 - English Version - OnlineThetaungPas encore d'évaluation
- PDF 05 EuroMedJeunesse Etude LEBANON 090325Document28 pagesPDF 05 EuroMedJeunesse Etude LEBANON 090325ermetemPas encore d'évaluation
- H.C.G. Paper 1 History & Civics examDocument5 pagesH.C.G. Paper 1 History & Civics examGreatAkbar1100% (1)
- Final TESFU Research AccountingDocument57 pagesFinal TESFU Research AccountingtesfayePas encore d'évaluation
- Spanish Colonial System in the PhilippinesDocument3 pagesSpanish Colonial System in the PhilippinesCathy RafolsPas encore d'évaluation
- C - Indemnity BondDocument1 pageC - Indemnity BondAmit KumarPas encore d'évaluation
- What Is Leave Travel Allowance or LTADocument3 pagesWhat Is Leave Travel Allowance or LTAMukesh UpadhyePas encore d'évaluation
- Major League Baseball v. CristDocument1 pageMajor League Baseball v. CristReid MurtaughPas encore d'évaluation
- Reaction PaperDocument3 pagesReaction PaperVPAA MMSUPas encore d'évaluation
- John Andrews Criminal ComplaintDocument7 pagesJohn Andrews Criminal ComplaintFOX 11 NewsPas encore d'évaluation
- Property LawDocument10 pagesProperty LawVaalu MuthuPas encore d'évaluation
- 1.1 Simple Interest: StarterDocument37 pages1.1 Simple Interest: Starterzhu qingPas encore d'évaluation
- BIZ ADMIN INDUSTRIAL TRAINING REPORTDocument14 pagesBIZ ADMIN INDUSTRIAL TRAINING REPORTghostbirdPas encore d'évaluation
- Labour Laws Individual Assignment - Code On Wages Subject Code: MHR4CCHR05Document5 pagesLabour Laws Individual Assignment - Code On Wages Subject Code: MHR4CCHR05Seher BhatiaPas encore d'évaluation
- Uscca Armed Citizen SolutionDocument34 pagesUscca Armed Citizen Solutionbambam42676030Pas encore d'évaluation
- Trellix Email Solution Brief FinalDocument5 pagesTrellix Email Solution Brief FinalCamrickPas encore d'évaluation
- Managerial Accounting CASE Solves Missing Data Income StatementDocument3 pagesManagerial Accounting CASE Solves Missing Data Income StatementAlphaPas encore d'évaluation
- Catalogueofsanfr00sanfrich PDFDocument310 pagesCatalogueofsanfr00sanfrich PDFMonserrat Benítez CastilloPas encore d'évaluation