Vous aimerez peut-être aussi
- Material TestingDocument29 pagesMaterial TestingNurfarahin Atiqah Binti MustafaPas encore d'évaluation
- Ndestructive TestingDocument6 pagesNdestructive TestingÅиU blÅckPas encore d'évaluation
- Radiographic Examination Procedure As Non Destructive Testing Method in Process PipingDocument9 pagesRadiographic Examination Procedure As Non Destructive Testing Method in Process Pipingdenira k3Pas encore d'évaluation
- A Project Report On Microstructure Analysis of Gray Cast Iron, Aluminium and Brass Using Optical MicrographsDocument26 pagesA Project Report On Microstructure Analysis of Gray Cast Iron, Aluminium and Brass Using Optical MicrographsManvendra Pratap Singh Bisht100% (8)
- Unit 1Document65 pagesUnit 1GopinathPas encore d'évaluation
- Sensors 21 06175Document32 pagesSensors 21 06175yashPas encore d'évaluation
- Non-Destructive Evaluation (NDE) Techniques, AreDocument54 pagesNon-Destructive Evaluation (NDE) Techniques, ArevempadareddyPas encore d'évaluation
- Non-Destructive Testing, Evaluation of Stainless Steel MaterialsDocument11 pagesNon-Destructive Testing, Evaluation of Stainless Steel MaterialschaeraniPas encore d'évaluation
- OML751Document30 pagesOML751SURENDAAR DPas encore d'évaluation
- Destructive and Non-Destructive TestingDocument17 pagesDestructive and Non-Destructive TestingBhargav ChaitanyaPas encore d'évaluation
- Tensile and Hardness Testing (1706025)Document16 pagesTensile and Hardness Testing (1706025)ShowvikPas encore d'évaluation
- Lecture 1Document17 pagesLecture 1rababahh28Pas encore d'évaluation
- NDT&E International: D. Burzic, J. Zamberger, E. KozeschnikDocument5 pagesNDT&E International: D. Burzic, J. Zamberger, E. KozeschnikFra RebsPas encore d'évaluation
- Industrial Materials: PREPARED BY: Engr. M. A. MansoorDocument13 pagesIndustrial Materials: PREPARED BY: Engr. M. A. MansoorarslanPas encore d'évaluation
- Distructive and Non Distructive Test Lab ReportDocument28 pagesDistructive and Non Distructive Test Lab Reportshehzade200Pas encore d'évaluation
- Jingsi Wang, Keita Shimada, Masayoshi Mizutani, Tsunemoto KuriyagawaDocument13 pagesJingsi Wang, Keita Shimada, Masayoshi Mizutani, Tsunemoto KuriyagawaVishnu Rao M.Pas encore d'évaluation
- Report For Nyamasaria Bridges 3Document32 pagesReport For Nyamasaria Bridges 3Simon Gikonyo100% (1)
- Use of Miniature Tensile Specimen For Measurement of Mechanical PropertiesDocument11 pagesUse of Miniature Tensile Specimen For Measurement of Mechanical Propertiesatkilt mechPas encore d'évaluation
- Nuclear Engineering and Design: Kundan Kumar, K. Madhusoodanan, R.N. SinghDocument14 pagesNuclear Engineering and Design: Kundan Kumar, K. Madhusoodanan, R.N. SinghFranciscoPas encore d'évaluation
- VT01Document39 pagesVT01Alireza ZiaeddiniPas encore d'évaluation
- Unit 21 Materials EngineeringDocument6 pagesUnit 21 Materials EngineeringADEBIMPE BABAJIDEPas encore d'évaluation
- Non-Destructive Test and Evaluation of Materials, 2nd Edition - 1. Introduction PDFDocument11 pagesNon-Destructive Test and Evaluation of Materials, 2nd Edition - 1. Introduction PDFAntonio GonzalezPas encore d'évaluation
- ME 8097-Non Destructive Testing And: EvaluationDocument22 pagesME 8097-Non Destructive Testing And: Evaluationjasonmani90Pas encore d'évaluation
- UT Book - Articles PDFDocument135 pagesUT Book - Articles PDFAnonymous uXdS9Y7100% (2)
- NDTDocument3 pagesNDTSUJITH G100% (2)
- Hardness DeterminationDocument5 pagesHardness DeterminationMichael JayPas encore d'évaluation
- IJERM0509009Document6 pagesIJERM0509009Abuturab SharikmaslatPas encore d'évaluation
- Applied Sciences: Recent Advancements in Non-Destructive Testing Techniques For Structural Health MonitoringDocument28 pagesApplied Sciences: Recent Advancements in Non-Destructive Testing Techniques For Structural Health Monitoringnana jangPas encore d'évaluation
- Material Testing-Notes-Lu1Document54 pagesMaterial Testing-Notes-Lu1ringuyenezagabriel1Pas encore d'évaluation
- Exploring Tensile Testing A Comprehensive GuideDocument8 pagesExploring Tensile Testing A Comprehensive Guideabdalla27bidoPas encore d'évaluation
- 1 s2.0 S0263822323009005 MainDocument21 pages1 s2.0 S0263822323009005 MainAbdelali YacoubiPas encore d'évaluation
- Reviewer Chapter 9-10Document2 pagesReviewer Chapter 9-10Kyle BullandayPas encore d'évaluation
- Non-Destructive Testing: NDT Summary - César Omar Aguirre Sánchez 13-5-2020Document1 pageNon-Destructive Testing: NDT Summary - César Omar Aguirre Sánchez 13-5-2020Cesar AguirrePas encore d'évaluation
- Structures Using Vibration Analysis & Artificial Intelligence TechniquesDocument1 pageStructures Using Vibration Analysis & Artificial Intelligence TechniquesPavan KishorePas encore d'évaluation
- A Review On Recent Trends in Non Destructive Testing ApplicationsDocument4 pagesA Review On Recent Trends in Non Destructive Testing ApplicationsVIVA-TECH IJRIPas encore d'évaluation
- Chapter-1: 1.1 Background of The ProblemDocument63 pagesChapter-1: 1.1 Background of The ProblemAman BansalPas encore d'évaluation
- Non Destructive Testing MethodsDocument11 pagesNon Destructive Testing MethodsHousamPas encore d'évaluation
- AREOLATOPIC5Document10 pagesAREOLATOPIC5simeon tayawaPas encore d'évaluation
- Overview of NDTDocument9 pagesOverview of NDTRAKSHITH GOWDA D S MECHPas encore d'évaluation
- SESSION TOPIC 3 - Material TestingDocument4 pagesSESSION TOPIC 3 - Material TestingEmmanuelle De MesaPas encore d'évaluation
- J. (Taba, M. Bur (ÁkDocument4 pagesJ. (Taba, M. Bur (ÁkapurvachoukseyPas encore d'évaluation
- NDT Overview M1 Part1Document75 pagesNDT Overview M1 Part1Leon Heart FCPas encore d'évaluation
- Tensile StrengthDocument15 pagesTensile Strengthkc olidanPas encore d'évaluation
- Jeppiaar SRR Engineering College: SyllabusDocument9 pagesJeppiaar SRR Engineering College: SyllabusKeerthika VenkatesanPas encore d'évaluation
- Review On Condition Assessment and NDT of BuildingDocument2 pagesReview On Condition Assessment and NDT of BuildingManish BhatkarPas encore d'évaluation
- Inspection and Quality ControlDocument33 pagesInspection and Quality ControlMuhammad HammadPas encore d'évaluation
- Damage and FailureDocument8 pagesDamage and Failureبلسم محمود شاكرPas encore d'évaluation
- Engineering MaterialsDocument5 pagesEngineering MaterialsHassan SaghirPas encore d'évaluation
- Non DestructiveTestingofConcreteAReviewofMethodsDocument10 pagesNon DestructiveTestingofConcreteAReviewofMethodsShreeya SPas encore d'évaluation
- Non Destructive Testing Seminar ReportDocument22 pagesNon Destructive Testing Seminar ReportMonu LodhaPas encore d'évaluation
- Lab Progress Report EMDocument19 pagesLab Progress Report EMdonatchangePas encore d'évaluation
- NDT ProcessDocument12 pagesNDT ProcessBRENT_09059669Pas encore d'évaluation
- PT01Document31 pagesPT01Pradeep Kumar BowmarajuPas encore d'évaluation
- Assignment#1: Construction Materials and Testing, LabDocument7 pagesAssignment#1: Construction Materials and Testing, LabMarvin Lloyd Gonzales TriaPas encore d'évaluation
- NDT Module 1Document23 pagesNDT Module 1Sajeesh Saji100% (1)
- An Overview of Durability Evaluations of Elastomer-Based Magnetorheological MaterialsDocument17 pagesAn Overview of Durability Evaluations of Elastomer-Based Magnetorheological MaterialsYz ChenPas encore d'évaluation
- Week 2Document8 pagesWeek 2Balsam MohamedPas encore d'évaluation
- Tecnologia de Los Materiales - GaelDocument2 pagesTecnologia de Los Materiales - GaelGael GutierrezPas encore d'évaluation
- MechDocument5 pagesMechklkl mnkPas encore d'évaluation
- The Illustrated Wavelet Transform Handbook: Introductory Theory and Applications in Science, Engineering, Medicine and Finance, 2nd Edition, by P. S. AddisonDocument2 pagesThe Illustrated Wavelet Transform Handbook: Introductory Theory and Applications in Science, Engineering, Medicine and Finance, 2nd Edition, by P. S. AddisonHendi AfriyanPas encore d'évaluation
- Forward Opa684Document31 pagesForward Opa684Hendi AfriyanPas encore d'évaluation
- GEIT 20117EN - Ultrasonic Transducer CatalogDocument47 pagesGEIT 20117EN - Ultrasonic Transducer CatalogMd Firoz Alam KhanPas encore d'évaluation
- Ea E-214hp-EnDocument3 pagesEa E-214hp-EnHendi AfriyanPas encore d'évaluation
- Non-Destructive Electrical Test Methods For Evaluating High-Voltage Stator InsulationDocument9 pagesNon-Destructive Electrical Test Methods For Evaluating High-Voltage Stator InsulationHendi AfriyanPas encore d'évaluation
- A Numerical Modelling OF: Ieee Transactions On Magnetics, Vol. Mag-20, SeptemberDocument3 pagesA Numerical Modelling OF: Ieee Transactions On Magnetics, Vol. Mag-20, SeptemberHendi AfriyanPas encore d'évaluation
- Design and Implementation of A Non-Destructive Test Circuit For Sic-MosfetsDocument6 pagesDesign and Implementation of A Non-Destructive Test Circuit For Sic-MosfetsHendi AfriyanPas encore d'évaluation
- Sesi 5Document17 pagesSesi 5Hendi AfriyanPas encore d'évaluation
- Non-Destructive Test Methods For Hollow-Core Composite InsulatorsDocument4 pagesNon-Destructive Test Methods For Hollow-Core Composite InsulatorsHendi AfriyanPas encore d'évaluation
- TM25 PDFDocument4 pagesTM25 PDFHendi AfriyanPas encore d'évaluation
- Emergency Communication Procedures Communication Equipment Wake TurbulenceDocument38 pagesEmergency Communication Procedures Communication Equipment Wake TurbulenceRaluca StoicaPas encore d'évaluation
- Aditya Birla Sun Life Insurance Secureplus Plan: Dear MR Kunjal Uin - 109N102V02Document7 pagesAditya Birla Sun Life Insurance Secureplus Plan: Dear MR Kunjal Uin - 109N102V02kunjal mistryPas encore d'évaluation
- Advanced Machining User Guide PDFDocument250 pagesAdvanced Machining User Guide PDFDaniel González JuárezPas encore d'évaluation
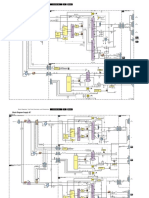
- Philips Chassis Lc4.31e Aa Power Dps 181 PDFDocument9 pagesPhilips Chassis Lc4.31e Aa Power Dps 181 PDFAouadi AbdellazizPas encore d'évaluation
- Good Practice On The Project "Improve The Food Security of Farming Families Affected by Volatile Food Prices" (Nutrition Component) in CambodiaDocument2 pagesGood Practice On The Project "Improve The Food Security of Farming Families Affected by Volatile Food Prices" (Nutrition Component) in CambodiaADBGADPas encore d'évaluation
- Es 590Document35 pagesEs 590Adnan BeganovicPas encore d'évaluation
- Sowk-625 Iq Tool 4Document22 pagesSowk-625 Iq Tool 4api-405320544Pas encore d'évaluation
- BMW Speakers Install BSW Stage 1 E60 Sedan Logic7Document13 pagesBMW Speakers Install BSW Stage 1 E60 Sedan Logic7StolnicuBogdanPas encore d'évaluation
- Tamil Nadu Industrial Establishments (Conferment of Permanent Status To Workman Act, 1981Document12 pagesTamil Nadu Industrial Establishments (Conferment of Permanent Status To Workman Act, 1981Latest Laws TeamPas encore d'évaluation
- BancassuranceDocument41 pagesBancassuranceanand_lamaniPas encore d'évaluation
- Medicinal Chemistry-Ii: 1.anti-Infective Agents: FDocument14 pagesMedicinal Chemistry-Ii: 1.anti-Infective Agents: FAnonymous ionOPaqlkPas encore d'évaluation
- PLLV Client Consent FormDocument4 pagesPLLV Client Consent Formapi-237715517Pas encore d'évaluation
- Central Bureau of Investigation ManualDocument2 pagesCentral Bureau of Investigation Manualcsudha38% (13)
- Gcse Economics 8136/1: Paper 1 - How Markets WorkDocument19 pagesGcse Economics 8136/1: Paper 1 - How Markets WorkkaruneshnPas encore d'évaluation
- What Is Bitcoin MiningDocument4 pagesWhat Is Bitcoin MiningCarmen M Leal CurielPas encore d'évaluation
- Indian Ordnance FactoryDocument2 pagesIndian Ordnance FactoryAniket ChakiPas encore d'évaluation
- Process Plant Layout and Piping DesignDocument4 pagesProcess Plant Layout and Piping Designktsnl100% (1)
- CPA Taxation by Ampongan - Principles of TaxationDocument43 pagesCPA Taxation by Ampongan - Principles of TaxationVictor Tuco100% (1)
- Bar Q Salaries Part 2Document5 pagesBar Q Salaries Part 2Brigette DomingoPas encore d'évaluation
- Literature Review 2500 WordsDocument6 pagesLiterature Review 2500 Wordsvvjrpsbnd100% (1)
- 2008 Reverse Logistics Strategies For End-Of-life ProductsDocument22 pages2008 Reverse Logistics Strategies For End-Of-life ProductsValen Ramirez HPas encore d'évaluation
- Important Questions Mba-Ii Sem Organisational BehaviourDocument24 pagesImportant Questions Mba-Ii Sem Organisational Behaviourvikas__ccPas encore d'évaluation
- Caselet - LC: The Journey of The LCDocument5 pagesCaselet - LC: The Journey of The LCAbhi JainPas encore d'évaluation
- Philippine Disaster Risk Reducation and ManagementDocument10 pagesPhilippine Disaster Risk Reducation and ManagementDarePas encore d'évaluation
- Review of Financial Statements and Its Analysis: Rheena B. Delos Santos BSBA-1A (FM2)Document12 pagesReview of Financial Statements and Its Analysis: Rheena B. Delos Santos BSBA-1A (FM2)RHIAN B.Pas encore d'évaluation
- Universal Marine: Welcome To Our One Stop Marine ServicesDocument8 pagesUniversal Marine: Welcome To Our One Stop Marine Serviceshoangtruongson1111Pas encore d'évaluation
- MC 10226555 0001Document7 pagesMC 10226555 0001Hema IbraPas encore d'évaluation
- OPERATING MANUAL Micro Powder MillDocument51 pagesOPERATING MANUAL Micro Powder MillSher AhmadPas encore d'évaluation
- Timken Bearing Damage PosterDocument1 pageTimken Bearing Damage Postera04205100% (5)