Vous aimerez peut-être aussi
- Surface PreparationDocument4 pagesSurface PreparationjasmineammaPas encore d'évaluation
- 36 - Painting Procedure - Rev0Document21 pages36 - Painting Procedure - Rev0Duc ThinPas encore d'évaluation
- Job Specification Shop & Field PaintingDocument47 pagesJob Specification Shop & Field PaintingVikash TiwariPas encore d'évaluation
- Painting ReportDocument1 pagePainting Reportbaidu1980Pas encore d'évaluation
- Pt. Duta Utama Tehnik Abadi: Blasting & PaintingDocument3 pagesPt. Duta Utama Tehnik Abadi: Blasting & Paintingmarifa tullahPas encore d'évaluation
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Autoclave 2Document52 pagesAutoclave 2SILVANA ELIZABETH ROMO ALBUJAPas encore d'évaluation
- Blasting Coating Procedure For Fabricated Steel StructureDocument8 pagesBlasting Coating Procedure For Fabricated Steel StructureSalman Alfarisi100% (1)
- Procedure of Apcs-113cDocument8 pagesProcedure of Apcs-113cNoman AhmedPas encore d'évaluation
- ITP Steel Structure Rev.01Document2 pagesITP Steel Structure Rev.01Imam SyarifudinPas encore d'évaluation
- Leak Test Procedure of Atmospheric VesselDocument9 pagesLeak Test Procedure of Atmospheric VesselRicardo NapitupuluPas encore d'évaluation
- Painting Procedure Template PDFDocument14 pagesPainting Procedure Template PDFjohn100% (1)
- ITPDocument1 pageITPVenkatesh PethurajPas encore d'évaluation
- Pneumatic Test ProcedureDocument3 pagesPneumatic Test Procedurevijay padale50% (2)
- Inspection and Test Plan - Cold Insulation Application & MaterialsDocument1 pageInspection and Test Plan - Cold Insulation Application & MaterialsDineshPas encore d'évaluation
- Condensate Tank WELDING LOGDocument6 pagesCondensate Tank WELDING LOGhasan shahriarPas encore d'évaluation
- Shop Fabrication Procedure (Supply of Tank Option#3) PDFDocument7 pagesShop Fabrication Procedure (Supply of Tank Option#3) PDFGATOTPas encore d'évaluation
- Standard PracticeDocument14 pagesStandard PracticeRomi Abdul RahmanPas encore d'évaluation
- ITP Inspection and Test Plan 6MODocument2 pagesITP Inspection and Test Plan 6MOAS DevPas encore d'évaluation
- Daily Painting Inspection Report 01Document1 pageDaily Painting Inspection Report 01Oussama Ben AbbesPas encore d'évaluation
- Fabrication and InstallationDocument6 pagesFabrication and Installations33d_2010Pas encore d'évaluation
- Hashik CV NewDocument4 pagesHashik CV NewHashik MohammedPas encore d'évaluation
- MS For Fabrication of Above-Ground Storage TankDocument8 pagesMS For Fabrication of Above-Ground Storage Tankdadz mingiPas encore d'évaluation
- Approved Itp-Dss - 28 Sep 2016Document4 pagesApproved Itp-Dss - 28 Sep 2016Selvakumar SubramanianPas encore d'évaluation
- ID-PRC 21 - Anti-Corrosion Wrapping UG Steel PipingDocument10 pagesID-PRC 21 - Anti-Corrosion Wrapping UG Steel Pipingcloud23Pas encore d'évaluation
- Awais Inspector-PaintingDocument6 pagesAwais Inspector-PaintingMohammed GaniPas encore d'évaluation
- Storage Tank Foundation Settlement Quality Control and Inspection Report FormDocument1 pageStorage Tank Foundation Settlement Quality Control and Inspection Report FormKhepa BabaPas encore d'évaluation
- Sample WPS 1Document13 pagesSample WPS 1waqas pirachaPas encore d'évaluation
- Painting Procedures ADocument7 pagesPainting Procedures AMaged Lotfy Abdel-aal100% (1)
- Procedure For Tin - inDocument13 pagesProcedure For Tin - inAdil IjazPas encore d'évaluation
- Prorox WM 960 Sa PDFDocument1 pageProrox WM 960 Sa PDFr afriantoPas encore d'évaluation
- Fabrication Quality Dossier IndexDocument22 pagesFabrication Quality Dossier IndexAli KayaPas encore d'évaluation
- Method Statement For Tank Erection by Hydraulic JackDocument4 pagesMethod Statement For Tank Erection by Hydraulic Jackmanish pathrabePas encore d'évaluation
- Oil Pantriting ProcedureDocument5 pagesOil Pantriting ProcedureSERT-QA/QC- BUZPas encore d'évaluation
- Responsibilities of QC EngineerDocument3 pagesResponsibilities of QC EngineerHafis HSEPas encore d'évaluation
- Itp-Fbe Pipe CoatingDocument4 pagesItp-Fbe Pipe CoatingpertmasterPas encore d'évaluation
- Esab, OK Autrod 12.22 (1222252800)Document1 pageEsab, OK Autrod 12.22 (1222252800)RodrigoPas encore d'évaluation
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- Technical Proposal Descaling Removal Pulai - A (2013 ASD)Document22 pagesTechnical Proposal Descaling Removal Pulai - A (2013 ASD)hash117Pas encore d'évaluation
- Vessel Cleaning ProcedureDocument6 pagesVessel Cleaning ProcedureZool HilmiPas encore d'évaluation
- ITP 07-2 3LPP CS Rev.4 E0660-P10361121-H03-2001-05 (CODE 1) PDFDocument29 pagesITP 07-2 3LPP CS Rev.4 E0660-P10361121-H03-2001-05 (CODE 1) PDFBlade ChannelTvPas encore d'évaluation
- QC Dossier 1Document1 pageQC Dossier 1VishnuGKPas encore d'évaluation
- How To Calculate Hydrostatic Test Height in TanksDocument4 pagesHow To Calculate Hydrostatic Test Height in TanksEric MagnayePas encore d'évaluation
- JNK Heaters Co - LTD: Ferrite Test ReportDocument1 pageJNK Heaters Co - LTD: Ferrite Test ReportUzorPas encore d'évaluation
- Swiss International LLCDocument4 pagesSwiss International LLCBurning TrainPas encore d'évaluation
- SAIC-W-2XXX-11 Control of Welding ConsumablesDocument5 pagesSAIC-W-2XXX-11 Control of Welding ConsumablesAnsuman KalidasPas encore d'évaluation
- MUKSYN-Procedure For Radiographic TestingDocument24 pagesMUKSYN-Procedure For Radiographic Testingcloud23100% (1)
- MNT - QC - BP - 001 Blasting & Painting ReportDocument1 pageMNT - QC - BP - 001 Blasting & Painting Reportsivagnanam sPas encore d'évaluation
- Itp Internal CoatingDocument4 pagesItp Internal CoatingkamlPas encore d'évaluation
- Contractor IOT Infrastructure & Energy Services LTDDocument38 pagesContractor IOT Infrastructure & Energy Services LTDNaveen KurupPas encore d'évaluation
- CV - Faisal Coating Combained-QCIDocument13 pagesCV - Faisal Coating Combained-QCIMuthu SaravananPas encore d'évaluation
- Qa/Qc Engineer or Inspector-Piping/Tanks/Rtr: Go To Recruitment ProductsDocument8 pagesQa/Qc Engineer or Inspector-Piping/Tanks/Rtr: Go To Recruitment ProductsrafiuddinPas encore d'évaluation
- Reliance Industries Limited Line History Sheet For CS Piping Without PWHTDocument1 pageReliance Industries Limited Line History Sheet For CS Piping Without PWHTRavi ShankarPas encore d'évaluation
- SOW Fabrikasi C-335-01 - 19.116.1Document1 pageSOW Fabrikasi C-335-01 - 19.116.1AlfanPas encore d'évaluation
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateDocument3 pagesBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARPas encore d'évaluation
- Wps Model 2 PDFDocument17 pagesWps Model 2 PDFbeyPas encore d'évaluation
- AKP Storage TanksDocument51 pagesAKP Storage Tankscris_2010Pas encore d'évaluation
- Radiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0Document13 pagesRadiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0BCE DePas encore d'évaluation
- Painting Procedure GlobalDocument15 pagesPainting Procedure GlobalUbed KudachiPas encore d'évaluation
- Procedure For Vacuum Box TestingDocument3 pagesProcedure For Vacuum Box TestingZakirUllahPas encore d'évaluation
- Pttep Painitng of Offshore FacilitiesDocument66 pagesPttep Painitng of Offshore FacilitiesSufianPas encore d'évaluation
- Petronas Technical Standards: Shop and Field Fabrication of Steel PipingDocument30 pagesPetronas Technical Standards: Shop and Field Fabrication of Steel PipingAli YarahmadiPas encore d'évaluation
- Blasting and Coating ProcedureDocument8 pagesBlasting and Coating Procedureaamirsaddiq100% (1)
- Third Party Inspection Guidelines-Section 9.0Document30 pagesThird Party Inspection Guidelines-Section 9.0kostas.micha100% (1)
- Corrosion Op MondayDocument2 pagesCorrosion Op MondayjasmineammaPas encore d'évaluation
- BGas Painting Multiple Choice 2Document17 pagesBGas Painting Multiple Choice 2Abdul Gafoor86% (14)
- External Pipe CoatingsDocument15 pagesExternal Pipe Coatingsupesddn2010100% (3)
- BGas Painting Multiple Choice 2Document7 pagesBGas Painting Multiple Choice 2jasmineammaPas encore d'évaluation
- TLVD002 GF Material Expeditor Visit MOMDocument10 pagesTLVD002 GF Material Expeditor Visit MOMjasmineammaPas encore d'évaluation
- Tank - Design and AnalysisDocument4 pagesTank - Design and Analysissammar_10Pas encore d'évaluation
- Coating FormulaDocument4 pagesCoating Formulajasmineamma100% (1)
- Inspector Calc Part 1Document10 pagesInspector Calc Part 1Abbas RizviPas encore d'évaluation
- API 653 Study GuideDocument19 pagesAPI 653 Study GuideSubramaniam Ramasamy86% (7)
- Expediting Report MIL-18AugDocument3 pagesExpediting Report MIL-18AugjasmineammaPas encore d'évaluation
- API Test Taking TipsDocument6 pagesAPI Test Taking TipsSripathyPas encore d'évaluation
- Estimating Your API Test Score Eliminate 8 Weeks of Fretting While You Wait For Your API Exam Score! MSTSDocument3 pagesEstimating Your API Test Score Eliminate 8 Weeks of Fretting While You Wait For Your API Exam Score! MSTSqazi12Pas encore d'évaluation
- Level 2 Workbook-Print EditionDocument38 pagesLevel 2 Workbook-Print EditionjasmineammaPas encore d'évaluation
- 30 12 14 Expediting Report GoodrichGasketsDocument2 pages30 12 14 Expediting Report GoodrichGasketsjasmineamma100% (1)
- Iob 06-Feb-2017 10-17-19 PDFDocument1 pageIob 06-Feb-2017 10-17-19 PDFjasmineammaPas encore d'évaluation
- Ready List 1 20-May-2017 15-31-06Document3 pagesReady List 1 20-May-2017 15-31-06jasmineammaPas encore d'évaluation
- Ipg Exp Report 2-20 May17Document1 pageIpg Exp Report 2-20 May17jasmineammaPas encore d'évaluation
- 13 01 15 Expediting Report GoodrichGasketsDocument2 pages13 01 15 Expediting Report GoodrichGasketsjasmineamma100% (1)
- Expediting Report MIL-30Sept FINALDocument2 pagesExpediting Report MIL-30Sept FINALjasmineamma100% (1)
- Choose Your CityDocument9 pagesChoose Your CityjasmineammaPas encore d'évaluation
- RTJ Mail 20-May-2017 15-13-48Document1 pageRTJ Mail 20-May-2017 15-13-48jasmineammaPas encore d'évaluation
- 13 01 15 Expediting Report GoodrichGasketsDocument2 pages13 01 15 Expediting Report GoodrichGasketsjasmineamma100% (1)
- Expense SheetDocument1 pageExpense SheetjasmineammaPas encore d'évaluation
- V CgartDocument1 pageV CgartjasmineammaPas encore d'évaluation
- Book of Wisdom - Workbook and JournalDocument20 pagesBook of Wisdom - Workbook and JournalBlack ChiPas encore d'évaluation
- SECTION 2 - Commmunicating Checklist PDFDocument3 pagesSECTION 2 - Commmunicating Checklist PDFjasmineamma100% (1)
- 7MWTW1710YM0Document8 pages7MWTW1710YM0Izack-Dy JimZitPas encore d'évaluation
- Huzaima ResultDocument2 pagesHuzaima ResultSaif Ali KhanPas encore d'évaluation
- Curriculum Vitae H R VijayDocument8 pagesCurriculum Vitae H R VijayvijaygowdabdvtPas encore d'évaluation
- (Ambition) Malaysia 2023 Market Insights ReportDocument46 pages(Ambition) Malaysia 2023 Market Insights ReportMaz Izman BudimanPas encore d'évaluation
- Digest of Ganila Vs CADocument1 pageDigest of Ganila Vs CAJohn Lester LantinPas encore d'évaluation
- New York State - NclexDocument5 pagesNew York State - NclexBia KriaPas encore d'évaluation
- Q3 Week 1 Homeroom Guidance JGRDocument9 pagesQ3 Week 1 Homeroom Guidance JGRJasmin Goot Rayos50% (4)
- Reterta V MoresDocument13 pagesReterta V MoresRam Migue SaintPas encore d'évaluation
- Traffic Speed StudyDocument55 pagesTraffic Speed StudyAnika Tabassum SarkarPas encore d'évaluation
- Guide To Networking Essentials Fifth Edition: Making Networks WorkDocument33 pagesGuide To Networking Essentials Fifth Edition: Making Networks WorkKhamis SeifPas encore d'évaluation
- 1610-2311-Executive Summary-EnDocument15 pages1610-2311-Executive Summary-EnKayzha Shafira Ramadhani460 105Pas encore d'évaluation
- Competing Models of Entrepreneurial IntentionsDocument22 pagesCompeting Models of Entrepreneurial IntentionsAsri Aneuk HimabisPas encore d'évaluation
- Home Work (Satistics AIUB)Document5 pagesHome Work (Satistics AIUB)fukscribdPas encore d'évaluation
- (1895) Indianapolis Police ManualDocument122 pages(1895) Indianapolis Police ManualHerbert Hillary Booker 2ndPas encore d'évaluation
- Project Cost ContingencyDocument9 pagesProject Cost ContingencyniroshniroshPas encore d'évaluation
- International Business EnvironmentDocument5 pagesInternational Business EnvironmentrahulPas encore d'évaluation
- Mercantile Law Zaragoza Vs Tan GR. No. 225544Document3 pagesMercantile Law Zaragoza Vs Tan GR. No. 225544Ceasar Antonio100% (1)
- Factors Affecting The Rate of Chemical Reactions Notes Key 1Document3 pagesFactors Affecting The Rate of Chemical Reactions Notes Key 1api-292000448Pas encore d'évaluation
- Meco ReviewerDocument9 pagesMeco ReviewerKang ChulPas encore d'évaluation
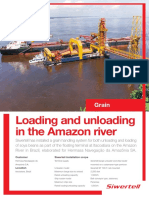
- Casesheet 086 Siwertell Hermasa Brazil Grain Unloader TerminalDocument2 pagesCasesheet 086 Siwertell Hermasa Brazil Grain Unloader TerminalersPas encore d'évaluation
- CRM Module 1Document58 pagesCRM Module 1Dhrupal TripathiPas encore d'évaluation
- Problem SetDocument61 pagesProblem SetEmily FungPas encore d'évaluation
- East St. Louis, Illinois - Wikipedia, The Free EncyclopediaDocument9 pagesEast St. Louis, Illinois - Wikipedia, The Free Encyclopediadavid rockPas encore d'évaluation
- Easy Pictionary Words: Angel Eyeball PizzaDocument3 pagesEasy Pictionary Words: Angel Eyeball Pizzakathy158Pas encore d'évaluation
- 13 - Conclusion and SuggestionsDocument4 pages13 - Conclusion and SuggestionsjothiPas encore d'évaluation
- Remote SensingDocument30 pagesRemote SensingVijay RajPas encore d'évaluation
- Analysis and Design of Foundation of ROB at LC-9 Between Naroda and Dabhoda Station On Ahmedabad-Himmatnagar RoadDocument10 pagesAnalysis and Design of Foundation of ROB at LC-9 Between Naroda and Dabhoda Station On Ahmedabad-Himmatnagar RoadmahakPas encore d'évaluation
- Helsingborg EngDocument8 pagesHelsingborg EngMassaCoPas encore d'évaluation
- GGSB MibDocument4 pagesGGSB MibShrey BudhirajaPas encore d'évaluation