Vous aimerez peut-être aussi
- Vibration Monitoring: Envelope Signal ProcessingDocument14 pagesVibration Monitoring: Envelope Signal ProcessingDkdkkd100% (1)
- 3409 PDFDocument8 pages3409 PDFACPas encore d'évaluation
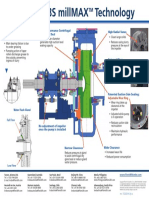
- 00 Mill MAXSlurry Pump July 2016 CutawayDocument1 page00 Mill MAXSlurry Pump July 2016 CutawayPatricio AcuñaPas encore d'évaluation
- SKF Special VE194Document6 pagesSKF Special VE194Imran Khan0% (1)
- James I. Taylor - The Vibration Analysis Handbook (2003, VCI) - Libgen - lc-1-5Document5 pagesJames I. Taylor - The Vibration Analysis Handbook (2003, VCI) - Libgen - lc-1-5Khemiri Houssem EddinePas encore d'évaluation
- Sample - Lubrication ScheduleDocument1 pageSample - Lubrication Schedulemangesh chidrawarPas encore d'évaluation
- Tyrone Gear Pump DiagnosisDocument20 pagesTyrone Gear Pump DiagnosisMohamad SaremyPas encore d'évaluation
- Rotex SpecDocument30 pagesRotex SpecspringkimPas encore d'évaluation
- Vibration in Pumps PDFDocument5 pagesVibration in Pumps PDFonspsnonsPas encore d'évaluation
- Lightnin Compact Series MixersDocument21 pagesLightnin Compact Series Mixersmiguel_vera6592Pas encore d'évaluation
- Manuel D'utilisation REDUREX Gear Unit - FLENDERDocument128 pagesManuel D'utilisation REDUREX Gear Unit - FLENDERAhmedPas encore d'évaluation
- Transport Cross-Beam For Roll Units: Machine Manual en-PM - RUN.101.ADocument45 pagesTransport Cross-Beam For Roll Units: Machine Manual en-PM - RUN.101.AYinder Vega OsorioPas encore d'évaluation
- Catalina Punta Pluma 7495 HRDocument1 pageCatalina Punta Pluma 7495 HRmilenko CortesPas encore d'évaluation
- Troubleshooting Guide For Fan BearingsDocument11 pagesTroubleshooting Guide For Fan BearingsSanjeevi Kumar SpPas encore d'évaluation
- How To Inspect A GearboxDocument12 pagesHow To Inspect A Gearboxivan wijayaPas encore d'évaluation
- CSI 2130 BrochureDocument12 pagesCSI 2130 BrochureAdrián Jofré ÁlvarezPas encore d'évaluation
- Developing an ISO Standard for Gearbox Vibration MonitoringDocument27 pagesDeveloping an ISO Standard for Gearbox Vibration MonitoringKaradiasPas encore d'évaluation
- 2 - 15B Ah-5vomDocument1 page2 - 15B Ah-5vomMamiherintsoa Issaia RanaivoarimananaPas encore d'évaluation
- 19-3995 Rev2 SPX - Mixer Quotation For Ramani Investment LTD TanzaniaDocument8 pages19-3995 Rev2 SPX - Mixer Quotation For Ramani Investment LTD TanzaniaPhillip PhiriPas encore d'évaluation
- Eei PM1 El02Document61 pagesEei PM1 El02Mohd A IshakPas encore d'évaluation
- Analysis of Fan Excessive Vibration Using Operating Deflection Shape AnalysisDocument11 pagesAnalysis of Fan Excessive Vibration Using Operating Deflection Shape Analysisbudi_kamilPas encore d'évaluation
- Timken Split Cylindrical Roller Bearing Housed Units 10803Document68 pagesTimken Split Cylindrical Roller Bearing Housed Units 10803Anonymous 4voU8tPas encore d'évaluation
- 237258Document14 pages237258Alberto Remolar100% (1)
- Flowrox Pinch Valves Optimize Process EfficiencyDocument8 pagesFlowrox Pinch Valves Optimize Process Efficiencydeepak kumarPas encore d'évaluation
- 3604 SMN-JWR PDFDocument7 pages3604 SMN-JWR PDFsaharaPas encore d'évaluation
- Power Station Engine Generator Vibration Analysis ReportDocument5 pagesPower Station Engine Generator Vibration Analysis ReportDerrick AramPas encore d'évaluation
- LCC M150 500 3 LCCPump Metal PDFDocument8 pagesLCC M150 500 3 LCCPump Metal PDFFrancisco Loyola CarrascoPas encore d'évaluation
- Mining Industry Gear Units for Conveyor BeltsDocument5 pagesMining Industry Gear Units for Conveyor BeltsZahir KhiraPas encore d'évaluation
- 704 09 Fenner Gearboxes SMSRDocument20 pages704 09 Fenner Gearboxes SMSRl_aguilar_mPas encore d'évaluation
- 11 - Transport Cross-Beam For Roll UnitsDocument43 pages11 - Transport Cross-Beam For Roll UnitsCHRISTIAN ROJAS VALENZUELAPas encore d'évaluation
- Model 601A02 Low-Cost Industrial ICP® Accelerometer Installation and Operating ManualDocument19 pagesModel 601A02 Low-Cost Industrial ICP® Accelerometer Installation and Operating ManualQ Llanos HenryPas encore d'évaluation
- Mi Ether CatalogDocument76 pagesMi Ether CatalogcirclelinePas encore d'évaluation
- SKF Bearing SelectDocument12 pagesSKF Bearing SelectMuhammed Aboul AzmPas encore d'évaluation
- Kadant OcilatorDocument2 pagesKadant OcilatorJuma'ati Juma'ati100% (2)
- Lubricant Properties CalculatorDocument10 pagesLubricant Properties CalculatorAlberico Muratori0% (1)
- VACUUM PUMP DIAGNOSIS (Overall V Spectrum) - Case - Study - 10Document1 pageVACUUM PUMP DIAGNOSIS (Overall V Spectrum) - Case - Study - 10ho-faPas encore d'évaluation
- Passive Damping Technique for 2-DOF Vibration SystemDocument12 pagesPassive Damping Technique for 2-DOF Vibration Systemفرح تامرPas encore d'évaluation
- Amortiguador Pala 7495Document2 pagesAmortiguador Pala 7495milenko Cortes100% (1)
- Vulcan GoodDocument48 pagesVulcan Goodtanha56313955Pas encore d'évaluation
- Fluid Analysis For Bearing Reliability 1684619066Document30 pagesFluid Analysis For Bearing Reliability 1684619066Alvaro Javier Reyes ParraPas encore d'évaluation
- Carter EpDocument1 pageCarter EpNguyễn Quang HưngPas encore d'évaluation
- BHJDynamics Damper InfoDocument10 pagesBHJDynamics Damper Infosuhas110Pas encore d'évaluation
- Installation, Operation and Maintenance of Airflex@ VC Grinding Mill ClutchesDocument28 pagesInstallation, Operation and Maintenance of Airflex@ VC Grinding Mill ClutchesCesar Casachagua DavilaPas encore d'évaluation
- 18 Hofmann Hofnuts Brochure A4Document2 pages18 Hofmann Hofnuts Brochure A4Jorge VillalobosPas encore d'évaluation
- Renold Giunti Cat Gen Eng PDFDocument96 pagesRenold Giunti Cat Gen Eng PDFInformational kya kaisePas encore d'évaluation
- Gear InspectionDocument2 pagesGear InspectiontaghdirimPas encore d'évaluation
- V20 120kW Product DescriptionDocument4 pagesV20 120kW Product DescriptiongarmeloPas encore d'évaluation
- Cat Helimax 2016 Esp 1Document74 pagesCat Helimax 2016 Esp 1HKM IngenierosPas encore d'évaluation
- Analysis of Torsional VibrationDocument25 pagesAnalysis of Torsional VibrationGilson Rolando Jimenez CallePas encore d'évaluation
- STI Field Application Note: Acceleration EnvelopingDocument2 pagesSTI Field Application Note: Acceleration Envelopingsalkan_rahmanovic810Pas encore d'évaluation
- X - Lubricación en Motores PequeñosDocument39 pagesX - Lubricación en Motores PequeñosRay Cepeda MenaPas encore d'évaluation
- Fallas de Rodamientos (Ingles)Document44 pagesFallas de Rodamientos (Ingles)Weimar G. SalazarPas encore d'évaluation
- Bearing Failure: Causes and CuresDocument13 pagesBearing Failure: Causes and CureslorindalPas encore d'évaluation
- Backstop p5c4 VulkanDocument32 pagesBackstop p5c4 VulkanrodrigoPas encore d'évaluation
- Gear Drive FeaturesDocument8 pagesGear Drive FeaturesDirceu ValadaresPas encore d'évaluation
- RME Data Sheet - RUSSELL Mill Relining MachineDocument1 pageRME Data Sheet - RUSSELL Mill Relining MachineСергейPas encore d'évaluation
- Manual IOM Molino VerticalDocument137 pagesManual IOM Molino Verticalrodrigo espinoza100% (1)
- Installation and Maintenance of Sumitomo HSM Speed Reducers SIZES 015 - 608Document2 pagesInstallation and Maintenance of Sumitomo HSM Speed Reducers SIZES 015 - 608Daniel Alarcon RodriguezPas encore d'évaluation
- 4-17.2 Variable Volume Clearance PocketsDocument6 pages4-17.2 Variable Volume Clearance PocketsBao-Phuc NguyenPas encore d'évaluation
- Drilling Fluids Processing HandbookD'EverandDrilling Fluids Processing HandbookÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- 37 18 G/L 363 Fast: IngredientsDocument2 pages37 18 G/L 363 Fast: IngredientsPhilip WalkerPas encore d'évaluation
- Warman SHW Brochure GlobalDocument8 pagesWarman SHW Brochure GlobalPhilip Walker100% (1)
- Rmarkdown Cheatsheet PDFDocument2 pagesRmarkdown Cheatsheet PDFbclarke113Pas encore d'évaluation
- Purlins Type ZDocument85 pagesPurlins Type ZPhilip WalkerPas encore d'évaluation
- Granulometria Malte - IngDocument4 pagesGranulometria Malte - IngPhilip WalkerPas encore d'évaluation
- BESTMALZ Malzbroschuere Malt Catalog ENDocument56 pagesBESTMALZ Malzbroschuere Malt Catalog ENPhilip Walker100% (1)
- CZM Tabla de Perfiles Agua EstiloDocument1 pageCZM Tabla de Perfiles Agua Estiloojvulluz100% (1)
- Kreiselbrecher enDocument7 pagesKreiselbrecher enDiegoAlvarezHuguezPas encore d'évaluation
- Purlins ManualDocument104 pagesPurlins ManualPhilip WalkerPas encore d'évaluation
- Improving Batch Dry Mixer Operation Bulk Powder MagazineDocument4 pagesImproving Batch Dry Mixer Operation Bulk Powder MagazinePhilip WalkerPas encore d'évaluation
- 76 Band Dryers PDFDocument1 page76 Band Dryers PDFPhilip WalkerPas encore d'évaluation
- M92 1315Document12 pagesM92 1315Philip WalkerPas encore d'évaluation
- Cell Design - Application of Fundamental PrinciplesDocument11 pagesCell Design - Application of Fundamental PrinciplesOmar MBnPas encore d'évaluation
- Finding and Eliminating Bottlenecks in Flotation Plants: Rob Coleman - Account Director April 8, 2016Document35 pagesFinding and Eliminating Bottlenecks in Flotation Plants: Rob Coleman - Account Director April 8, 2016Philip Walker100% (1)
- 9AKK107046A4031 AdditionalInformationAddedToInventoryReviewMSE171Document16 pages9AKK107046A4031 AdditionalInformationAddedToInventoryReviewMSE171Philip WalkerPas encore d'évaluation
- Back Stop Fajas TransportadorasDocument16 pagesBack Stop Fajas TransportadorasPhilip WalkerPas encore d'évaluation
- Exoesqueleto de BrazosDocument5 pagesExoesqueleto de BrazosPhilip WalkerPas encore d'évaluation
- Shandong Lingong Construction Machinery Co., Ltd. Null Product Parts CatalogDocument353 pagesShandong Lingong Construction Machinery Co., Ltd. Null Product Parts Catalogadelmomoura100% (1)
- IBPS CLERK 2012 Question Paper DownloadDocument4 pagesIBPS CLERK 2012 Question Paper DownloadedugeeksPas encore d'évaluation
- Inter Op Publisher User GuideDocument322 pagesInter Op Publisher User GuideQiuniu0% (1)
- Engineering Tilt UpDocument334 pagesEngineering Tilt UpMTCLSPas encore d'évaluation
- Hands On PythonDocument240 pagesHands On PythonAmol MunasePas encore d'évaluation
- Software Engineering Course OverviewDocument2 pagesSoftware Engineering Course OverviewRajatKumarPas encore d'évaluation
- Design of A Manned Vehicle Technical ReportDocument215 pagesDesign of A Manned Vehicle Technical ReportEstrella de SánchezPas encore d'évaluation
- Essbase Studio User's Guide 11.1.2.3Document406 pagesEssbase Studio User's Guide 11.1.2.3suchaiPas encore d'évaluation
- Comparison Skyre5 9 11Document5 pagesComparison Skyre5 9 11nehar shubheschaPas encore d'évaluation
- Estimation Quality Control of Residential G+3 BuildingDocument5 pagesEstimation Quality Control of Residential G+3 BuildingInternational Journal of Innovative Science and Research Technology100% (1)
- DENSO R - Cal ... Application Recommendation PR00194397Document1 pageDENSO R - Cal ... Application Recommendation PR00194397Tommy LiPas encore d'évaluation
- HIS 770B Series-User ManualDocument33 pagesHIS 770B Series-User ManualVishwas MaritronicsPas encore d'évaluation
- Final PPT BpoDocument21 pagesFinal PPT BpoPradeepPas encore d'évaluation
- Developing Teachers Through CoachingDocument1 pageDeveloping Teachers Through CoachingEdri Jan80% (5)
- GDFGDFDocument12 pagesGDFGDFAissa FaikPas encore d'évaluation
- Systems Alliance: VPP 4.3.3: VISA Implementation Specification For The G LanguageDocument53 pagesSystems Alliance: VPP 4.3.3: VISA Implementation Specification For The G LanguageNeneFIPas encore d'évaluation
- Dernord Dn40 220v380v 3kw 4.5kw 6kw 9kw Sus304 He... - VicedealDocument1 pageDernord Dn40 220v380v 3kw 4.5kw 6kw 9kw Sus304 He... - Vicedealadrianchelaru21Pas encore d'évaluation
- Panduit Electrical CatalogDocument1 040 pagesPanduit Electrical CatalognumnummoPas encore d'évaluation
- EM100 Training PDFDocument111 pagesEM100 Training PDFAris Bodhi R0% (1)
- LOW POWER SOLUTIONSDocument48 pagesLOW POWER SOLUTIONSDavidPas encore d'évaluation
- Java Important Questions SetDocument64 pagesJava Important Questions SetChairil Aditya NurfadlilahPas encore d'évaluation
- Theory Basics - 12 Chromatic Tones PDFDocument2 pagesTheory Basics - 12 Chromatic Tones PDFPramod Govind SalunkhePas encore d'évaluation
- Log FileDocument67 pagesLog Filenani2003Pas encore d'évaluation
- IEEE Práctica Recomendada Según La IEEE para Modelos de Sistemas de Excitación Parte 7Document4 pagesIEEE Práctica Recomendada Según La IEEE para Modelos de Sistemas de Excitación Parte 7Emmanuel ZamoranoPas encore d'évaluation
- Noxerior Brochure Special Plants 2014Document7 pagesNoxerior Brochure Special Plants 2014Arjav DesaiPas encore d'évaluation
- Experiment 3Document18 pagesExperiment 3Simyeen LeongPas encore d'évaluation
- Zero Escape Virtues Last Reward PDFDocument33 pagesZero Escape Virtues Last Reward PDFfcaicedo7239Pas encore d'évaluation
- Form KalibrasiDocument7 pagesForm KalibrasiDhika PradanaPas encore d'évaluation
- Summarized ResumeDocument2 pagesSummarized Resumeapi-310320755Pas encore d'évaluation
- Pipe Material Specs (MCP)Document106 pagesPipe Material Specs (MCP)BoulHich BoulHichPas encore d'évaluation