Vous aimerez peut-être aussi
- Daf ElectricDocument74 pagesDaf ElectricHarlinton descalzi67% (6)
- F2cfe613 Fjbfe613Document518 pagesF2cfe613 Fjbfe613jvega_534120100% (3)
- Report 2005-9 OxycombustionDocument212 pagesReport 2005-9 OxycombustionFlavio ALVAREZPas encore d'évaluation
- TP 5607Document88 pagesTP 5607BrianHaze100% (2)
- Steam Generator PerformanceDocument7 pagesSteam Generator Performancervkumar61Pas encore d'évaluation
- 07 EnvironmentDocument14 pages07 EnvironmentMKPashaPashaPas encore d'évaluation
- Catalogo Motor KubotaDocument16 pagesCatalogo Motor KubotaLilly Novillo100% (1)
- Process CheckLists P&ID Rev 3Document3 pagesProcess CheckLists P&ID Rev 3Farhan AhmedPas encore d'évaluation
- Specify Better Low NOx Burners For FurnacesDocument4 pagesSpecify Better Low NOx Burners For Furnacesyogitadoda100% (1)
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995D'EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Évaluation : 5 sur 5 étoiles5/5 (1)
- NOx ControlDocument4 pagesNOx Controlmathur97Pas encore d'évaluation
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsD'EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsPas encore d'évaluation
- Volvo-FH-Series Specifications UK PDFDocument18 pagesVolvo-FH-Series Specifications UK PDFmatab33Pas encore d'évaluation
- 2011.12 PG International - Las Vegas - Advanced SNCR TechnologyDocument36 pages2011.12 PG International - Las Vegas - Advanced SNCR TechnologylightsonsPas encore d'évaluation
- Ecu ComapDocument7 pagesEcu ComapinforlexPas encore d'évaluation
- BurnersDocument4 pagesBurnersDhanny Miharja100% (1)
- Hydrogen Production by Steam Reforming of HC by TopsoeDocument2 pagesHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Next Generation Dry Low NOx For Gas TurbinesDocument12 pagesNext Generation Dry Low NOx For Gas TurbinesMijail David Felix Narvaez100% (1)
- Use of Nitrogen Purge in Flare and Vent SystemsDocument8 pagesUse of Nitrogen Purge in Flare and Vent SystemsssnisharPas encore d'évaluation
- Oxy Fuel CombustionDocument18 pagesOxy Fuel CombustionLmaoPas encore d'évaluation
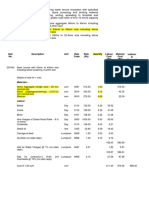
- Item No. Description Unit Rate Code Rate (RS) Quantity Labour Cost (RS) Material Cost (RS)Document1 pageItem No. Description Unit Rate Code Rate (RS) Quantity Labour Cost (RS) Material Cost (RS)RANADIP100% (2)
- Webasto Golf 7Document30 pagesWebasto Golf 7NPPas encore d'évaluation
- Burner TechnologyDocument9 pagesBurner TechnologyTint TigerPas encore d'évaluation
- Precalciner Systems Cement IndustryDocument22 pagesPrecalciner Systems Cement IndustryfaheemqcPas encore d'évaluation
- Ultralow NOx BurnersDocument3 pagesUltralow NOx Burnersdatalogger123456100% (2)
- Combustion Principles and ControlDocument32 pagesCombustion Principles and ControlThalia de la FuentePas encore d'évaluation
- Gas Turbine Nox Emissions Approaching Zero - Is It Worth The Price?Document12 pagesGas Turbine Nox Emissions Approaching Zero - Is It Worth The Price?hermans57Pas encore d'évaluation
- TP PC 11 02Document16 pagesTP PC 11 02Khoirul Walad100% (1)
- "Effect of Exhaust Gas Recirculation (Egr) On Nox Emission From C.I. Engine" - A Review StudyDocument5 pages"Effect of Exhaust Gas Recirculation (Egr) On Nox Emission From C.I. Engine" - A Review StudyShreyash BalpandePas encore d'évaluation
- STOC03 (Emissions)Document20 pagesSTOC03 (Emissions)tungluongPas encore d'évaluation
- "Effect of Exhaust Gas Recirculation (Egr) On Nox Emission From C.I. Engine" - A Review StudyDocument5 pages"Effect of Exhaust Gas Recirculation (Egr) On Nox Emission From C.I. Engine" - A Review Studyslv_prasaadPas encore d'évaluation
- NOx ComplianceDocument2 pagesNOx ComplianceUdhayakumar VenkataramanPas encore d'évaluation
- Handbook Nitrogen Oxides Pollution Prevention and ControlDocument5 pagesHandbook Nitrogen Oxides Pollution Prevention and ControlrupigapigaPas encore d'évaluation
- TopsoeDocument5 pagesTopsoelaiping_lumPas encore d'évaluation
- Exhaust Emissions and It' S Control in Marine EnginesDocument34 pagesExhaust Emissions and It' S Control in Marine EnginesVishnu MuraliPas encore d'évaluation
- NOx Control in Power Plants R1Document10 pagesNOx Control in Power Plants R1Vishal JaishankarPas encore d'évaluation
- NOx SOxDocument9 pagesNOx SOxYohannes DennisPas encore d'évaluation
- 6 Tips For Improving Efficiency and Reducing NOX - 2018-09-13 - Process HeatingDocument15 pages6 Tips For Improving Efficiency and Reducing NOX - 2018-09-13 - Process Heatingwest kestPas encore d'évaluation
- Com Bust orDocument9 pagesCom Bust orDanishAmanPas encore d'évaluation
- Recent Development in Marine EnginesDocument81 pagesRecent Development in Marine EnginesShashidhar ChandraiahPas encore d'évaluation
- What You Require To Know About NOx Reduction.20130104.123704Document2 pagesWhat You Require To Know About NOx Reduction.20130104.123704anon_931869105Pas encore d'évaluation
- Exhaust Gas Recirculation in Four Stroke EngineDocument29 pagesExhaust Gas Recirculation in Four Stroke Enginejatin guptaPas encore d'évaluation
- AZEP - Development of An Integrated Air Separation Membrane - Gas TurbineDocument6 pagesAZEP - Development of An Integrated Air Separation Membrane - Gas TurbineeddyPas encore d'évaluation
- Ultra Low Nox Conventional and Regenerative Burner Retrofits: September 2015Document11 pagesUltra Low Nox Conventional and Regenerative Burner Retrofits: September 2015Gabriel AlbornozPas encore d'évaluation
- Boiler Combustion & EmissionDocument15 pagesBoiler Combustion & EmissionMustafa HusainPas encore d'évaluation
- Topic 4-Control of Nitrogen OxidesDocument36 pagesTopic 4-Control of Nitrogen OxidesalyaPas encore d'évaluation
- Steam Reforming or Steam Methane Reforming Is A Method For ProducingDocument4 pagesSteam Reforming or Steam Methane Reforming Is A Method For Producingtriatmi lusitaPas encore d'évaluation
- How To Reduce NOX and SOXDocument3 pagesHow To Reduce NOX and SOXnoraiz fozanPas encore d'évaluation
- NOx Reductionhandout FINALDocument2 pagesNOx Reductionhandout FINALKunal ChandPas encore d'évaluation
- Trimming NOx From FurnacesDocument6 pagesTrimming NOx From FurnacesAbdul HayyePas encore d'évaluation
- Taking Gas Turbine Hydrogen Blending To The Next LevelDocument8 pagesTaking Gas Turbine Hydrogen Blending To The Next LevelJeeEianYannPas encore d'évaluation
- Nox Reduction TechsDocument4 pagesNox Reduction TechsMehulkumar PatelPas encore d'évaluation
- Review of Hydrogen Conversion TechnologiesDocument15 pagesReview of Hydrogen Conversion Technologiesfoad-7Pas encore d'évaluation
- NOx Control in Gas TurbineDocument10 pagesNOx Control in Gas TurbineDuyen Tran VanPas encore d'évaluation
- Natural Gas CombustionDocument10 pagesNatural Gas CombustionLakshmi Pathi BojjaPas encore d'évaluation
- 1.4 Natural Gas CombustionDocument11 pages1.4 Natural Gas Combustionnoorul786Pas encore d'évaluation
- Gas Natural PDFDocument10 pagesGas Natural PDFCristian Andres Muñoz AguilarPas encore d'évaluation
- 21Document10 pages21Ashwani KansaraPas encore d'évaluation
- 8-Clean Combustion TechnologiesDocument58 pages8-Clean Combustion TechnologiesNomaan AsimPas encore d'évaluation
- Effect of EgrDocument10 pagesEffect of EgrSumit JainPas encore d'évaluation
- IC Engine Emissions and Emission ControlDocument44 pagesIC Engine Emissions and Emission ControlGautam GunjanPas encore d'évaluation
- Burners For Glass Melting Furnaces FinalDocument9 pagesBurners For Glass Melting Furnaces FinalDavid WattsPas encore d'évaluation
- Report AJUDocument20 pagesReport AJUTHE DARK KNIGHTPas encore d'évaluation
- Waste Heat Boilers in Hazardous Waste Incineration ServiceDocument11 pagesWaste Heat Boilers in Hazardous Waste Incineration ServiceSuzanne UllrichPas encore d'évaluation
- Chapter 5 - Microturbine Fuels and EmissionsDocument4 pagesChapter 5 - Microturbine Fuels and EmissionsGarip GerçeklerPas encore d'évaluation
- AFRC 2011 NextGenLoNOx Boiler PaperDocument16 pagesAFRC 2011 NextGenLoNOx Boiler Paperjacquesstrappe06Pas encore d'évaluation
- Reduction of No Emission in Biodiesel Engines by Exhaust Gas Aftertreatment MethodDocument12 pagesReduction of No Emission in Biodiesel Engines by Exhaust Gas Aftertreatment MethodVijay Kumar DanapalPas encore d'évaluation
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementD'EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementPas encore d'évaluation
- Control Charts Are Used in Statistical Process Control (SPC)Document23 pagesControl Charts Are Used in Statistical Process Control (SPC)KARTHIKEYANPas encore d'évaluation
- BFPT Air Exhust Fan A-ADocument20 pagesBFPT Air Exhust Fan A-AKARTHIKEYANPas encore d'évaluation
- Ref.: Lv/Igspl/20-21/3082 Date: 26.11.2020Document2 pagesRef.: Lv/Igspl/20-21/3082 Date: 26.11.2020KARTHIKEYANPas encore d'évaluation
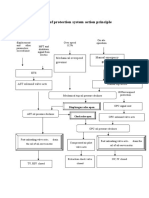
- Brief Summary of Protection System Action Principle: Mechanical Overspeed Governor Manual Emergency GovernorDocument1 pageBrief Summary of Protection System Action Principle: Mechanical Overspeed Governor Manual Emergency GovernorKARTHIKEYANPas encore d'évaluation
- Condensate Transportation PumpDocument22 pagesCondensate Transportation PumpKARTHIKEYANPas encore d'évaluation
- Design and Analysis of 150 Tons Sugar Storage Bin With Structural Staging by Finite Element Method (Nastran)Document1 pageDesign and Analysis of 150 Tons Sugar Storage Bin With Structural Staging by Finite Element Method (Nastran)KARTHIKEYANPas encore d'évaluation
- Equipment Details: Heat Exchanger 1Document17 pagesEquipment Details: Heat Exchanger 1KARTHIKEYANPas encore d'évaluation
- Forum LaDocument3 pagesForum LaKARTHIKEYANPas encore d'évaluation
- FloodsDocument15 pagesFloodsKARTHIKEYANPas encore d'évaluation
- Henry VIII (Play) : The Famous History of The Life of King Henry The Eight Is ADocument9 pagesHenry VIII (Play) : The Famous History of The Life of King Henry The Eight Is AKARTHIKEYANPas encore d'évaluation
- GeneralDocument1 pageGeneralKARTHIKEYANPas encore d'évaluation
- ReferencesDocument1 pageReferencesKARTHIKEYANPas encore d'évaluation
- CCR Operator: Job DescriptionDocument3 pagesCCR Operator: Job DescriptionKARTHIKEYANPas encore d'évaluation
- FuelDocument1 pageFuelKARTHIKEYANPas encore d'évaluation
- PSV Load Calculation For Gas Expantion Fire Case PDFDocument2 pagesPSV Load Calculation For Gas Expantion Fire Case PDFAnonymous V5UYBUMaPas encore d'évaluation
- 9701 May June 2011 All Question PapersDocument240 pages9701 May June 2011 All Question PapersRobert EdwardsPas encore d'évaluation
- Datasheet QSX15-G4Document3 pagesDatasheet QSX15-G4eiqzieqsPas encore d'évaluation
- Cam Less Engine.1Document15 pagesCam Less Engine.1Pradeep KumarPas encore d'évaluation
- Subject: Using Emergency Power With DSD Elevator DrivesDocument4 pagesSubject: Using Emergency Power With DSD Elevator DrivesmehariiPas encore d'évaluation
- Diesel P (Articulate FilterDocument16 pagesDiesel P (Articulate FilterAbhishek Kala57% (7)
- Chapter 2 (Part 1)Document21 pagesChapter 2 (Part 1)Abhishek SainiPas encore d'évaluation
- Ducati Multistrada 1200 S PP 2014Document1 703 pagesDucati Multistrada 1200 S PP 2014SOCIEDAD ANONIMAPas encore d'évaluation
- Group 5 Compression AssignmentDocument11 pagesGroup 5 Compression AssignmentAvenash BabooramPas encore d'évaluation
- CokemakingTechnologies ComparisonDocument9 pagesCokemakingTechnologies Comparisonkselvan_1100% (1)
- LINK TKR & TSM Terbaru BangetDocument46 pagesLINK TKR & TSM Terbaru BangetSudiana SudianaPas encore d'évaluation
- ABS RECORD FPSO NGOMA Complete April 2023Document27 pagesABS RECORD FPSO NGOMA Complete April 2023arkar.mwinPas encore d'évaluation
- Electrical Power Generation MCQ PDF FreeDocument37 pagesElectrical Power Generation MCQ PDF FreesabilashPas encore d'évaluation
- Vespa PX 125 150 Euro2 (EN)Document142 pagesVespa PX 125 150 Euro2 (EN)Manualles100% (3)
- 2015-4 Romallosa (Briquetting of Biomass and Urban Waste Using A Household Briquette Molder) PDFDocument17 pages2015-4 Romallosa (Briquetting of Biomass and Urban Waste Using A Household Briquette Molder) PDFJojo Aboyme CorcillesPas encore d'évaluation
- CV Pipe EngDocument10 pagesCV Pipe EngBrooke PorterPas encore d'évaluation
- 268 Vista ManualDocument167 pages268 Vista ManualfcfdbrianPas encore d'évaluation
- Craftsman 917.272065 MowerDocument64 pagesCraftsman 917.272065 MowertjtechsterPas encore d'évaluation
- Service Manual Yanmar-SMA-5464802-002-00Document288 pagesService Manual Yanmar-SMA-5464802-002-00AYUPas encore d'évaluation
- En 590Document1 pageEn 590anil divvePas encore d'évaluation
- Output Ratings: Diesel Generator Set Exclusively From Your Cat DealerDocument4 pagesOutput Ratings: Diesel Generator Set Exclusively From Your Cat Dealerjelo babantoPas encore d'évaluation