Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Sheet Metal Tools PDFDocument13 pagesSheet Metal Tools PDFANDERSON LIMA DA SILVAPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Website Development Tutorial PDFDocument30 pagesWebsite Development Tutorial PDFDaliborka Simic100% (1)
- Verbal Reasoning Test SolutionDocument6 pagesVerbal Reasoning Test SolutionEbby OnyekwePas encore d'évaluation
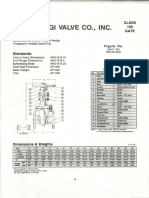
- Wagi ValvesDocument2 pagesWagi ValvesAlex VarHer100% (1)
- Dokumen - Tips Latest Saudi Aramco 9com Ik Manufacturers List in Excel FormatDocument36 pagesDokumen - Tips Latest Saudi Aramco 9com Ik Manufacturers List in Excel FormatWASSIM SUNNAPas encore d'évaluation
- Plumbing Works Man-HourDocument2 pagesPlumbing Works Man-HourHenry TuganoPas encore d'évaluation
- Standards and Specifications For GRCDocument2 pagesStandards and Specifications For GRCHani NemrawiPas encore d'évaluation
- BoQ - FSHDocument273 pagesBoQ - FSHsrs_ce05Pas encore d'évaluation
- WPQR Sample FormDocument1 pageWPQR Sample FormshwayePas encore d'évaluation
- Salt Spray TestDocument13 pagesSalt Spray TestSreedhar Patnaik.M100% (1)
- Deutschland Stipendium Datenbank en 11 Scholarship DatabaseDocument2 pagesDeutschland Stipendium Datenbank en 11 Scholarship DatabaserbgskrPas encore d'évaluation
- Countries Adlerbert Study ScholarshipsDocument1 pageCountries Adlerbert Study ScholarshipsalpPas encore d'évaluation
- Application For Nigeria Government Treasury Bills: To: Zenith Bank PLCDocument1 pageApplication For Nigeria Government Treasury Bills: To: Zenith Bank PLCChidiOkoloPas encore d'évaluation
- Position: Reports To: Location of Work: Start Date: Salary Bracket: Other BenefitsDocument1 pagePosition: Reports To: Location of Work: Start Date: Salary Bracket: Other BenefitsChidiOkoloPas encore d'évaluation
- Dreamweaver 8 - Basics & BeyondDocument17 pagesDreamweaver 8 - Basics & BeyondDwi Eko RaharjoPas encore d'évaluation
- CV Example 1 en GBDocument2 pagesCV Example 1 en GBTamara LévaiPas encore d'évaluation
- 2019 TaiwanICDF Scholarship Brochure PDFDocument89 pages2019 TaiwanICDF Scholarship Brochure PDFEcho PurnomoPas encore d'évaluation
- Dreamweaver 8.0Document7 pagesDreamweaver 8.0Nijar SetiadyPas encore d'évaluation
- Rtceur Sitesandlandscapes 04122015Document32 pagesRtceur Sitesandlandscapes 04122015newton_damasioPas encore d'évaluation
- Quality Control in Precast ProductionDocument12 pagesQuality Control in Precast ProductionChidiOkoloPas encore d'évaluation
- A Comparison of Horizontal HydraulicDocument12 pagesA Comparison of Horizontal HydraulicChidiOkoloPas encore d'évaluation
- Entrepre NeDocument21 pagesEntrepre NePeterPas encore d'évaluation
- Ground Investigation: (The Engineer'S Perspective)Document12 pagesGround Investigation: (The Engineer'S Perspective)ChidiOkoloPas encore d'évaluation
- FFS Recruitment RequirementDocument3 pagesFFS Recruitment RequirementEluu ThomasPas encore d'évaluation
- Definition of International MobilityDocument1 pageDefinition of International MobilityChidiOkoloPas encore d'évaluation
- ScienceDocument1 pageScienceChidiOkoloPas encore d'évaluation
- Basic Geotechnical Engineering PDFDocument74 pagesBasic Geotechnical Engineering PDFChidiOkolo100% (1)
- GWProgressRpt Appendix I - Table I-1Document10 pagesGWProgressRpt Appendix I - Table I-1ChidiOkoloPas encore d'évaluation
- GW Cont SourcesDocument19 pagesGW Cont SourcesChidiOkoloPas encore d'évaluation
- Convert An AutoCAD File To A Shapefile and Georeferencing PDFDocument9 pagesConvert An AutoCAD File To A Shapefile and Georeferencing PDFChidiOkoloPas encore d'évaluation
- Pump PaperDocument8 pagesPump PaperChidiOkoloPas encore d'évaluation
- Remediation of Crude-Oil Contaminated Groundwater by Fenton-Oxidative PDFDocument10 pagesRemediation of Crude-Oil Contaminated Groundwater by Fenton-Oxidative PDFChidiOkoloPas encore d'évaluation
- IR0901C12Document8 pagesIR0901C12ChidiOkoloPas encore d'évaluation
- Scale Dependency of Hydraulic Conductivity MeasurementDocument12 pagesScale Dependency of Hydraulic Conductivity MeasurementChidiOkoloPas encore d'évaluation
- Remediation of Crude-Oil Contaminated Groundwater by Fenton-Oxidative PDFDocument10 pagesRemediation of Crude-Oil Contaminated Groundwater by Fenton-Oxidative PDFChidiOkoloPas encore d'évaluation
- rmz52 0669-0684Document16 pagesrmz52 0669-0684ChidiOkoloPas encore d'évaluation
- Slug Tests PaperDocument8 pagesSlug Tests PaperChidiOkoloPas encore d'évaluation
- Comparison Between Road Note 31 & 29Document11 pagesComparison Between Road Note 31 & 29Hassan Muhammad TundePas encore d'évaluation
- 1.7.4 Thermal Expansion Joint-HelsDocument3 pages1.7.4 Thermal Expansion Joint-HelsDat B. HuynhPas encore d'évaluation
- Shera Board Cladding FacadeDocument1 pageShera Board Cladding Facadevabegu9Pas encore d'évaluation
- AE Exam 2012 (Mechanical Engineering (Paper-I) )Document54 pagesAE Exam 2012 (Mechanical Engineering (Paper-I) )Neshant TyagiPas encore d'évaluation
- Is 6051 1970Document15 pagesIs 6051 1970harshal161987100% (1)
- WEICON CatalogueDocument284 pagesWEICON CataloguefranekzapaPas encore d'évaluation
- Rupture DiscDocument2 pagesRupture Discbigs1303Pas encore d'évaluation
- CutterDocument1 pageCutterpesmobile TamilPas encore d'évaluation
- SMC BMC Product Feat Matrix PDFDocument1 pageSMC BMC Product Feat Matrix PDFveerendraPas encore d'évaluation
- British Catalogue NewDocument16 pagesBritish Catalogue NewS M DineshPas encore d'évaluation
- Material ConsumptionDocument3 pagesMaterial ConsumptionDarshit VejaniPas encore d'évaluation
- Celesta BrochureDocument13 pagesCelesta BrochurePranavPas encore d'évaluation
- Certificado Calidad-Codo SCH40Document1 pageCertificado Calidad-Codo SCH40ALEPas encore d'évaluation
- Answer:: 2.3 What Are The Major Types of Sand Molds? What Are Their Charactaristics ?Document7 pagesAnswer:: 2.3 What Are The Major Types of Sand Molds? What Are Their Charactaristics ?Ishaan IslamPas encore d'évaluation
- Welding Processes Part 2Document64 pagesWelding Processes Part 2Asad Bin Ala QatariPas encore d'évaluation
- Version 3 Dog Legged Stair ES EN 1992-1-1 2015Document35 pagesVersion 3 Dog Legged Stair ES EN 1992-1-1 2015ephremPas encore d'évaluation
- A Brief Background About Polyester Fibers and PET BottlesDocument7 pagesA Brief Background About Polyester Fibers and PET BottlesRonik JPas encore d'évaluation
- Provision of Special Confining Reinforcement in FootingDocument1 pageProvision of Special Confining Reinforcement in FootingSS INFRAZONEPas encore d'évaluation
- Iacs of Metals N SolderDocument1 pageIacs of Metals N Soldersmallik3Pas encore d'évaluation
- R FactorsDocument5 pagesR FactorsAneesh KPas encore d'évaluation
- 8 SemDocument22 pages8 SemHarsh ShahPas encore d'évaluation
- Grain Growth Behavior, Tensile Impact Weldability of Cerium - Doped Iridium AlloysDocument62 pagesGrain Growth Behavior, Tensile Impact Weldability of Cerium - Doped Iridium AlloysKamal ThummarPas encore d'évaluation