Vous aimerez peut-être aussi
- Tarea 1Document5 pagesTarea 1Felipe Eduardo JimenezPas encore d'évaluation
- Certamen 1 - Análisis Numérico (1994-2)Document1 pageCertamen 1 - Análisis Numérico (1994-2)Felipe Eduardo JimenezPas encore d'évaluation
- MAT 031 FASE I. Reprogramación 2019-2Document2 pagesMAT 031 FASE I. Reprogramación 2019-2Felipe Eduardo JimenezPas encore d'évaluation
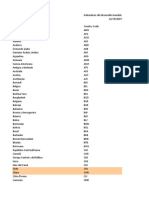
- Consumo Electrico China - Banco MundialDocument81 pagesConsumo Electrico China - Banco MundialFelipe Eduardo JimenezPas encore d'évaluation
- ItempDocument4 pagesItempFelipe Eduardo JimenezPas encore d'évaluation
- Mat031 Clase06 Algebra de EventosDocument3 pagesMat031 Clase06 Algebra de EventosFelipe Eduardo JimenezPas encore d'évaluation
- Acta ReunionesDocument1 pageActa ReunionesFelipe Eduardo JimenezPas encore d'évaluation
- SecurityDocument2 pagesSecurityFelipe Eduardo JimenezPas encore d'évaluation
- PST PDFDocument1 pagePST PDFFelipe Eduardo JimenezPas encore d'évaluation
- TalkDocument2 pagesTalkFelipe Eduardo JimenezPas encore d'évaluation
- Informe TIGDocument6 pagesInforme TIGFelipe Eduardo JimenezPas encore d'évaluation
- Mantenimiento Preventivo (2013)Document24 pagesMantenimiento Preventivo (2013)You LookPas encore d'évaluation
- Pistola M1911-A1 ExplosivoDocument1 pagePistola M1911-A1 ExplosivoFelipe Eduardo JimenezPas encore d'évaluation
- LB 1 FldsDocument4 pagesLB 1 FldsFelipe Eduardo JimenezPas encore d'évaluation
- InforectDocument10 pagesInforectFelipe Eduardo JimenezPas encore d'évaluation
- Planos Pistola M1911-A1Document31 pagesPlanos Pistola M1911-A1Felipe Eduardo Jimenez100% (2)
- Manual de Gases PDFDocument50 pagesManual de Gases PDFdanielalbertomcPas encore d'évaluation
- NCH 433 1996 Mod 2009Document56 pagesNCH 433 1996 Mod 2009Boris Leonidas Rivera Puentes50% (2)
- Desarroll - Progr.icofi 18 1Document117 pagesDesarroll - Progr.icofi 18 1Felipe Eduardo JimenezPas encore d'évaluation
- Certamen2 2007 s1Document2 pagesCertamen2 2007 s1Felipe Eduardo JimenezPas encore d'évaluation
- Problemas C1Document14 pagesProblemas C1Felipe Eduardo JimenezPas encore d'évaluation
- Desarroll - Progr.icofi 18 1Document117 pagesDesarroll - Progr.icofi 18 1Felipe Eduardo JimenezPas encore d'évaluation
- Calendario Evaluaciones MayoDocument12 pagesCalendario Evaluaciones MayoFelipe Eduardo JimenezPas encore d'évaluation
- Ayudantia 09Document1 pageAyudantia 09Felipe Eduardo JimenezPas encore d'évaluation
- Pauta Sin PuntosDocument5 pagesPauta Sin PuntosFelipe Eduardo JimenezPas encore d'évaluation
- Tesista MEC - F EcosanDocument1 pageTesista MEC - F EcosanFernanPas encore d'évaluation
- AAVariasVariablesJunio2011 PDFDocument81 pagesAAVariasVariablesJunio2011 PDFrob_scribd76Pas encore d'évaluation
- Transformada de Laplace PDFDocument22 pagesTransformada de Laplace PDFcristobalramirezdiazPas encore d'évaluation
- Informe de Medidas de Reduccion de Riesgos - ErosionDocument119 pagesInforme de Medidas de Reduccion de Riesgos - ErosionCiro Quispe HilarioPas encore d'évaluation
- Investigacion Del Cuidado de Los ÁrbolesDocument3 pagesInvestigacion Del Cuidado de Los ÁrbolesAlex VirgenPas encore d'évaluation
- Lineamientos NubeDocument43 pagesLineamientos NubeLa LeyPas encore d'évaluation
- Trabajo Practico Escrito Grupal Piaget Las Teorias Del AprendizajeDocument18 pagesTrabajo Practico Escrito Grupal Piaget Las Teorias Del AprendizajeRo QuePas encore d'évaluation
- Hostigamiento Sexual en El EmpleoDocument62 pagesHostigamiento Sexual en El EmpleoLJL,LLCPas encore d'évaluation
- Eleccion de Tuberias P.Document15 pagesEleccion de Tuberias P.Majos NoriegaPas encore d'évaluation
- Pub1 - La Hisotoria de La AIMMGM PDFDocument151 pagesPub1 - La Hisotoria de La AIMMGM PDFkevinsardini0% (1)
- Comandos Ms DosDocument11 pagesComandos Ms DosgalarragaPas encore d'évaluation
- Unidad 3. ApuntesDocument71 pagesUnidad 3. ApuntesMJ Fraser HerondalePas encore d'évaluation
- Formato de Entrevista General para Casos de Ninos en PsicologiaDocument16 pagesFormato de Entrevista General para Casos de Ninos en PsicologiaSaul Ortiz UlinPas encore d'évaluation
- 01 La Agresividad en La Conduccion Una Vision A Partir de Las Investigaciones InternacionalesDocument98 pages01 La Agresividad en La Conduccion Una Vision A Partir de Las Investigaciones InternacionalesAndres Fernando Cortes JaramilloPas encore d'évaluation
- Teorías Del EnvejecimientoDocument1 pageTeorías Del EnvejecimientoJared AlcocerPas encore d'évaluation
- Manual de Usuario Proveedor - GRUPO ROMERODocument17 pagesManual de Usuario Proveedor - GRUPO ROMEROJavier JMPas encore d'évaluation
- Informe de BiologiaDocument6 pagesInforme de BiologiaKevin PoncePas encore d'évaluation
- Indices Metalurgicos PDFDocument36 pagesIndices Metalurgicos PDFLuis MeloPas encore d'évaluation
- Cherish PDFDocument9 pagesCherish PDFMariela SilviaPas encore d'évaluation
- Mapa Mental - Historia de La CalidadDocument1 pageMapa Mental - Historia de La CalidadSARAI LEAL ZUNIGAPas encore d'évaluation
- La GlobalizaciónDocument2 pagesLa GlobalizaciónKalitoo MikuuPas encore d'évaluation
- NAID - NAID-436 - FORMATOALUMNOTRABAJOFINAL Administracion PDFDocument8 pagesNAID - NAID-436 - FORMATOALUMNOTRABAJOFINAL Administracion PDFAlex NavarroPas encore d'évaluation
- Fusibles KIA Picanto 2012-2015Document14 pagesFusibles KIA Picanto 2012-2015l98519171Pas encore d'évaluation
- Orientaciones Semana de La Seguridad Escolar y ParvulariaDocument14 pagesOrientaciones Semana de La Seguridad Escolar y ParvulariaNorman CarvajalPas encore d'évaluation
- Cuadro Ventajas Desventajas Tipos ContratosDocument4 pagesCuadro Ventajas Desventajas Tipos ContratosROBIN WILLIAMS NUÑEZ ALVAROPas encore d'évaluation
- PDM - Na-Camino Acceso Presa San AntonioDocument14 pagesPDM - Na-Camino Acceso Presa San AntonioRayner TapiaPas encore d'évaluation
- π DEFINICIONDocument2 pagesπ DEFINICIONAntonio Cafeel Martinez SevillaPas encore d'évaluation
- Nikola Tesla, de "Científico Loco" Hasta "El Mejor Científico y El Mejor Inventor de La Historia".Document17 pagesNikola Tesla, de "Científico Loco" Hasta "El Mejor Científico y El Mejor Inventor de La Historia".Marcus Storm100% (1)
- Polinomios2Document2 pagesPolinomios2sebastian rojasPas encore d'évaluation
- Estructuras Metalicas2Document20 pagesEstructuras Metalicas2elizabeth muñozPas encore d'évaluation
- Sesion MovimientoParabolicoDocument6 pagesSesion MovimientoParabolicoag10tiendamotoPas encore d'évaluation
- Tutorial Pickit2 v2.6Document19 pagesTutorial Pickit2 v2.6Daɳɳy ElSamPas encore d'évaluation
- Orientación A Cielo AbiertoDocument6 pagesOrientación A Cielo AbiertoSanty HerrePas encore d'évaluation