Vous aimerez peut-être aussi
- Product Design Guide For ForgingDocument31 pagesProduct Design Guide For ForgingVikram Borkhediya100% (1)
- STP1337 Eb.1415051 1 PDFDocument203 pagesSTP1337 Eb.1415051 1 PDFpaolaPas encore d'évaluation
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonD'EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPas encore d'évaluation
- Valve Material ApplicationDocument16 pagesValve Material Applicationme100% (1)
- Basics of Steel Types & CharacteristicsDocument66 pagesBasics of Steel Types & Characteristicsobvert100% (1)
- Heat Treatment of Aluminum AlloysDocument9 pagesHeat Treatment of Aluminum AlloysUmar Shaukat100% (1)
- References on Calcium Sulphoaluminate Cements and Hydration ProductsDocument8 pagesReferences on Calcium Sulphoaluminate Cements and Hydration ProductsHenok Moges KassahunPas encore d'évaluation
- Flexural Design of Singly Section (CIVE209) (CIVE304)Document6 pagesFlexural Design of Singly Section (CIVE209) (CIVE304)Mohammed FattalPas encore d'évaluation
- Report On Heat Treatment of Plain Carbon Steel Kuet MeDocument11 pagesReport On Heat Treatment of Plain Carbon Steel Kuet MeAhmed JishanPas encore d'évaluation
- Facility Layout: Objectives of A Good LayoutDocument31 pagesFacility Layout: Objectives of A Good LayoutpandalocalPas encore d'évaluation
- Job, Batch and Mass ProductionDocument37 pagesJob, Batch and Mass ProductionNeha Ashani100% (24)
- Steel Column DesignDocument4 pagesSteel Column Designvsnsfb100% (1)
- Inconel-Alloy 622 625Document1 pageInconel-Alloy 622 625mePas encore d'évaluation
- Production and Operations Management PDFDocument284 pagesProduction and Operations Management PDFPiyush SharmaPas encore d'évaluation
- Making Concrete Mock UpDocument92 pagesMaking Concrete Mock Upyudha satriaPas encore d'évaluation
- Investigatory Project by Erika Sheane Estera and Jomel MaromaDocument21 pagesInvestigatory Project by Erika Sheane Estera and Jomel MaromaI-Ruby707997% (59)
- Heat Treatment ProcessesDocument4 pagesHeat Treatment ProcessesMuhammad Zohaib Ali100% (1)
- Lecture 15: Application of Refractory MaterialsDocument7 pagesLecture 15: Application of Refractory MaterialsMiguel Kühnert FrichenbruderPas encore d'évaluation
- Metallurgical Analysis of Cracks in Induction Hardened CrankshaftsDocument10 pagesMetallurgical Analysis of Cracks in Induction Hardened Crankshaftsmans2014100% (1)
- En 10045-1Document9 pagesEn 10045-1Elton Sanchez100% (2)
- GN06 Post Weld Heat Treatment of Welded PDFDocument11 pagesGN06 Post Weld Heat Treatment of Welded PDFGregory FenwickPas encore d'évaluation
- Repair of HP Mod AlloyDocument8 pagesRepair of HP Mod AlloyKarna2504Pas encore d'évaluation
- Refractory Lining For Induction Furnace PDFDocument3 pagesRefractory Lining For Induction Furnace PDFmePas encore d'évaluation
- Weber 2016Document6 pagesWeber 2016charon lastPas encore d'évaluation
- Heat Treatment of Base Materials and Welded Joints WWW - Mechshop.irDocument56 pagesHeat Treatment of Base Materials and Welded Joints WWW - Mechshop.irRizaPas encore d'évaluation
- Finite Element Analysis and Simulation of Quenching and Other Heat Treatment ProcessesDocument20 pagesFinite Element Analysis and Simulation of Quenching and Other Heat Treatment Processesash1968Pas encore d'évaluation
- Aluminium and Aluminium Alloys For B4T.ppt RevDocument50 pagesAluminium and Aluminium Alloys For B4T.ppt RevMohammad Zaki UsmanPas encore d'évaluation
- Optimizing The Heat Treatment Process of Cast Aluminium AlloysDocument25 pagesOptimizing The Heat Treatment Process of Cast Aluminium AlloysAndrei SorinPas encore d'évaluation
- Heat Treatment Effects on Metal PropertiesDocument8 pagesHeat Treatment Effects on Metal PropertiesBaizura Mohd ZanPas encore d'évaluation
- WARM FORMINGDocument3 pagesWARM FORMINGLailatul IsnaeniPas encore d'évaluation
- Iron Iron Carbon DiagramDocument9 pagesIron Iron Carbon DiagramwaqarPas encore d'évaluation
- 391 1487 1 PB PDFDocument10 pages391 1487 1 PB PDFbesinuxafuPas encore d'évaluation
- Heat Treatment of Ti6Al4V Produced by SLM Microstructure and Mechanical PropertiesDocument9 pagesHeat Treatment of Ti6Al4V Produced by SLM Microstructure and Mechanical PropertiesÁlvaro Nieto CastroPas encore d'évaluation
- Research Article: Mechanical Behaviour and Springback Study of An Aluminium Alloy in Warm Forming ConditionsDocument10 pagesResearch Article: Mechanical Behaviour and Springback Study of An Aluminium Alloy in Warm Forming ConditionsJabbar AljanabyPas encore d'évaluation
- Sliding Wear Properties of A Composite of Aluminum 2024 Powder Reinforced With Heat Treatment and Silicon CarbideDocument12 pagesSliding Wear Properties of A Composite of Aluminum 2024 Powder Reinforced With Heat Treatment and Silicon Carbideabdullah 3mar abou reashaPas encore d'évaluation
- Minor Project REVIEW 1 EditedDocument17 pagesMinor Project REVIEW 1 EditedYuvraj Kumar (RA1811002010343)Pas encore d'évaluation
- Metal Casting ReportDocument20 pagesMetal Casting ReportRohit Ghadge100% (1)
- Jurnal SMA (1) RajeshDocument6 pagesJurnal SMA (1) RajeshMuhammad Falqi YusufPas encore d'évaluation
- Effect of Annealing Temperature On The Microstructure, Microhardness, Mechanical Behavior and Impact Toughness of Low Carbon Steel Grade 45Document4 pagesEffect of Annealing Temperature On The Microstructure, Microhardness, Mechanical Behavior and Impact Toughness of Low Carbon Steel Grade 45hpsingh0078Pas encore d'évaluation
- Effect of Process Parameters On Hot Machining of 17-7 PH Martensitic Stainless Using Oxy-Acetylene GasDocument25 pagesEffect of Process Parameters On Hot Machining of 17-7 PH Martensitic Stainless Using Oxy-Acetylene GasSurya TejaPas encore d'évaluation
- Ijirt155149 PaperDocument8 pagesIjirt155149 PaperMohamed HassanPas encore d'évaluation
- Heat Treatment Processes Explained for Boiler InspectionsDocument3 pagesHeat Treatment Processes Explained for Boiler InspectionsRobinPas encore d'évaluation
- Nitriding Problems On Rolled Rings Made of 42crmo4: MemorieDocument6 pagesNitriding Problems On Rolled Rings Made of 42crmo4: MemoriebcachPas encore d'évaluation
- Hot Press Forming Concept in Development of Automotive Body PartsDocument19 pagesHot Press Forming Concept in Development of Automotive Body PartsWybar MujahidPas encore d'évaluation
- Material IN939Document12 pagesMaterial IN939J SaadatPas encore d'évaluation
- Ding 2014Document4 pagesDing 2014pranav razdanPas encore d'évaluation
- DT PaperDocument5 pagesDT PaperR Krishnakumar MA. ME.Pas encore d'évaluation
- A Critical Review of Age Treatment HardeDocument20 pagesA Critical Review of Age Treatment HardeBerl MPas encore d'évaluation
- Annealing PDFDocument5 pagesAnnealing PDFKamran ShakeelPas encore d'évaluation
- Effect of Hot Stamping Parameters On The Mechanical Properties and Microstructure of Cold-Rolled 22 MnB5 Steel StripsDocument12 pagesEffect of Hot Stamping Parameters On The Mechanical Properties and Microstructure of Cold-Rolled 22 MnB5 Steel StripsCaio GrisottoPas encore d'évaluation
- Incipient Melting of Al5Mg8Si6Cu2 XDocument15 pagesIncipient Melting of Al5Mg8Si6Cu2 Xmiramirjafari2Pas encore d'évaluation
- Cryogenic Machining Increases Tool Life by 5X in Titanium Alloy MachiningDocument16 pagesCryogenic Machining Increases Tool Life by 5X in Titanium Alloy MachiningAlvin EliasPas encore d'évaluation
- Heat Treatment Techniques Alter Metal PropertiesDocument6 pagesHeat Treatment Techniques Alter Metal PropertiesAHMAD NAIM BIN AHMAD NAZRI / UPMPas encore d'évaluation
- Enhancement of Mechanical Properties On Aluminum Alloys - A ReviewDocument3 pagesEnhancement of Mechanical Properties On Aluminum Alloys - A ReviewhsemargPas encore d'évaluation
- Factors Affecting Silicomanganese Production Using Manganese Rich Slag in The ChargeDocument3 pagesFactors Affecting Silicomanganese Production Using Manganese Rich Slag in The ChargePushkar KhannaPas encore d'évaluation
- Comparison of Hardness For Mild Steel After Normalizing and Hardening ProcessesDocument17 pagesComparison of Hardness For Mild Steel After Normalizing and Hardening Processesyaswanth kumarPas encore d'évaluation
- Kulliyyah of Engineering: Heat TreatmentDocument15 pagesKulliyyah of Engineering: Heat TreatmentWafa ZullfakherPas encore d'évaluation
- The Effect of Heat Treatment On The Hardness and IDocument10 pagesThe Effect of Heat Treatment On The Hardness and IJitendra KumarPas encore d'évaluation
- Copper and Aluminum Alloys ExplainedDocument45 pagesCopper and Aluminum Alloys ExplainedRachmat HermawanPas encore d'évaluation
- Heat Treatment of Aluminium Alloys GuideDocument3 pagesHeat Treatment of Aluminium Alloys Guidedshine2010Pas encore d'évaluation
- Influence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718Document16 pagesInfluence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718agilan89Pas encore d'évaluation
- Research ArticleDocument7 pagesResearch ArticleEnriqe PuentesPas encore d'évaluation
- Practica TempleDocument13 pagesPractica TempleSebastian Camilo HidalgoPas encore d'évaluation
- Influence of Heat Treatment on Microstructure and Wear of Zn-Al AlloysDocument9 pagesInfluence of Heat Treatment on Microstructure and Wear of Zn-Al AlloysYersonAmayaPas encore d'évaluation
- Semi-Hot Stamping As An Improved Process of Hot StampingDocument8 pagesSemi-Hot Stamping As An Improved Process of Hot StampingAndress SsalomonnPas encore d'évaluation
- 19 Ijmperdapr201719Document10 pages19 Ijmperdapr201719TJPRC PublicationsPas encore d'évaluation
- Wang, D.J - Effect-of-Microstructure-on-the-Hot-Deformation-Behavior-of-TiAlBased-Alloys-Prepared-by-Powder-Metallurgy-Method - 2017Document6 pagesWang, D.J - Effect-of-Microstructure-on-the-Hot-Deformation-Behavior-of-TiAlBased-Alloys-Prepared-by-Powder-Metallurgy-Method - 2017meazamaliPas encore d'évaluation
- Determination of Optimum Percentage Addition of Magnesium in 319 Aluminum AlloyDocument10 pagesDetermination of Optimum Percentage Addition of Magnesium in 319 Aluminum Alloyvineesh VPas encore d'évaluation
- Material ProcessDocument25 pagesMaterial ProcessAhmad HanifPas encore d'évaluation
- Precipitation Hardening of High Entropy Alloy CoCrFeMnNi Containing TitaniumDocument15 pagesPrecipitation Hardening of High Entropy Alloy CoCrFeMnNi Containing TitaniummichaelPas encore d'évaluation
- Revista Temple Al 6061 PDFDocument13 pagesRevista Temple Al 6061 PDFneyzaPas encore d'évaluation
- Case Hardening Heat TreatmentsDocument15 pagesCase Hardening Heat Treatmentsmohit1990dodwalPas encore d'évaluation
- Ijmerr v3n2 30Document6 pagesIjmerr v3n2 30remo senPas encore d'évaluation
- Effects of Heat Treatment Process On Strength of Brass by Using Compression Test On UTMDocument10 pagesEffects of Heat Treatment Process On Strength of Brass by Using Compression Test On UTMMuhammad Huzaifa 1070-FET/BSME/F21Pas encore d'évaluation
- Curso TTPSDocument76 pagesCurso TTPSjulioPas encore d'évaluation
- Superalloys Processing SummaryDocument7 pagesSuperalloys Processing SummarymePas encore d'évaluation
- PropertiesofsomeMetalsandAlloys 297Document88 pagesPropertiesofsomeMetalsandAlloys 297xaaabbb_550464353Pas encore d'évaluation
- Metal FoilsDocument1 pageMetal FoilsmePas encore d'évaluation
- Heat Treatment Methods for Commercial Engineering SteelsDocument34 pagesHeat Treatment Methods for Commercial Engineering SteelsmePas encore d'évaluation
- HadfieldDocument21 pagesHadfieldmePas encore d'évaluation
- ChadHeinrich Thesis 34Document96 pagesChadHeinrich Thesis 34mePas encore d'évaluation
- DiaphragmsDocument30 pagesDiaphragmsmePas encore d'évaluation
- ASTM E 8 Yr 13Document12 pagesASTM E 8 Yr 13mePas encore d'évaluation
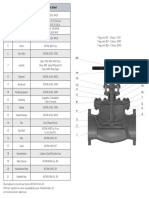
- PV CSV Globe MocDocument1 pagePV CSV Globe MocmePas encore d'évaluation
- Inconel Alloy 718Document28 pagesInconel Alloy 718hosseinidokht86Pas encore d'évaluation
- Nickel AlloysDocument2 pagesNickel AlloysmePas encore d'évaluation
- Inconel Alloy 718Document28 pagesInconel Alloy 718hosseinidokht86Pas encore d'évaluation
- Steel and Timber Design - Chapter 1Document10 pagesSteel and Timber Design - Chapter 1Wilfredo OchavezPas encore d'évaluation
- NovarpressDocument2 pagesNovarpressjuanchi1979scribdPas encore d'évaluation
- Structural Concrete ElementsDocument3 pagesStructural Concrete ElementsR N PANDEYPas encore d'évaluation
- A Macroscale Model For Low Density Snow Subjected To Rapid LoadingDocument19 pagesA Macroscale Model For Low Density Snow Subjected To Rapid LoadingAnonymous eCD5ZR100% (1)
- Compression Strength TestDocument2 pagesCompression Strength TestAkkash RaviPas encore d'évaluation
- Elastoplastic Analysis - James M. GereDocument12 pagesElastoplastic Analysis - James M. Gereharun_d98100% (1)
- A Review of Two-Step Sintering For CeramicsDocument18 pagesA Review of Two-Step Sintering For CeramicsJohn TorrezPas encore d'évaluation
- Operation ManagementDocument32 pagesOperation ManagementTABAHI YADAVPas encore d'évaluation
- Greco Taiwan AdhesivesDocument18 pagesGreco Taiwan AdhesivesNhok JinPas encore d'évaluation
- Assignment of PolymerDocument16 pagesAssignment of PolymerHarjoban Singh Sidhu100% (1)
- Disposal of Waste by The Construction IndustryDocument30 pagesDisposal of Waste by The Construction IndustrySubin Geevarghese KallumpurathuPas encore d'évaluation
- Material HANDLING PowerPoint PresentationDocument34 pagesMaterial HANDLING PowerPoint PresentationSamiul AlamPas encore d'évaluation
- High Strength Concrete SC G2Document36 pagesHigh Strength Concrete SC G2Simranjit Singh MarwahPas encore d'évaluation
- Generalized Maxwell ModelDocument10 pagesGeneralized Maxwell Modelsalkan_rahmanovic810Pas encore d'évaluation
- Timesnano Catalogue and Price ListDocument50 pagesTimesnano Catalogue and Price ListLi XuPas encore d'évaluation
- Ahu Phase 1Document360 pagesAhu Phase 1Yanuar Hari PrayogaPas encore d'évaluation
- QTM FinalDocument7 pagesQTM FinalJacob Sarfraz GillPas encore d'évaluation
- HOME PAGE CHAPTER 15CONCRETE VOLUME CHANGESDocument17 pagesHOME PAGE CHAPTER 15CONCRETE VOLUME CHANGESzfanPas encore d'évaluation
- Design and Fabrication of Electric ForkliftDocument7 pagesDesign and Fabrication of Electric ForkliftIJRASETPublicationsPas encore d'évaluation