Vous aimerez peut-être aussi
- Compresor de Botellas PET-1Document20 pagesCompresor de Botellas PET-1MANUEL100% (1)
- RG-911 Check List Inspeccion de Yugo de Izaje y SeparadoraDocument2 pagesRG-911 Check List Inspeccion de Yugo de Izaje y SeparadoraRodolfo Martinez Pinto100% (1)
- Recambio Proteíco PDFDocument14 pagesRecambio Proteíco PDFJose Luis Pérez López100% (1)
- Modelo de ContratoDocument3 pagesModelo de Contratorodolfo vargas quispePas encore d'évaluation
- CP-0000-C-102 - 0 Criterios de Diseño Obras CivilesDocument19 pagesCP-0000-C-102 - 0 Criterios de Diseño Obras CivilesDavidQPas encore d'évaluation
- Laboratorio 2-Propiedades de Un BuqueDocument24 pagesLaboratorio 2-Propiedades de Un BuqueJeffersonAlbertoGranadosParedesPas encore d'évaluation
- HT - Bon Epoxi 720Mp ZNDocument2 pagesHT - Bon Epoxi 720Mp ZNjosePas encore d'évaluation
- Cómo Aplicar Mejor Los Electrodos EspecialesDocument60 pagesCómo Aplicar Mejor Los Electrodos EspecialesMichael Mayo100% (1)
- TRC 300 SolandinasDocument1 pageTRC 300 SolandinasItm LimaPas encore d'évaluation
- Material Desmontaje Montaje Cubo Una Rueda Delantera Camion Mercedes Benz Actros Componentes Procedimiento PDFDocument4 pagesMaterial Desmontaje Montaje Cubo Una Rueda Delantera Camion Mercedes Benz Actros Componentes Procedimiento PDFFreybenz Lorean BarrantesPas encore d'évaluation
- LibroDocument97 pagesLibroFaby MoraPas encore d'évaluation
- Tipos de ElectrodosDocument4 pagesTipos de ElectrodosWilver VasquezPas encore d'évaluation
- Catalogo ChristensenDocument40 pagesCatalogo ChristensenRodrigo Alejandro Pedreros PedrerosPas encore d'évaluation
- HS30BS Amasadora de 28LDocument1 pageHS30BS Amasadora de 28LJhoao MendozaPas encore d'évaluation
- Inspeccion Taller Mtto Vehiculos AVISDocument2 pagesInspeccion Taller Mtto Vehiculos AVISLicelis GutierrezPas encore d'évaluation
- Electrodos OerlikonDocument7 pagesElectrodos OerlikonGelberPas encore d'évaluation
- Manual Medidas Rendimiento Mantenimiento Maquinaria Equipos Ingenieria Tecsup PDFDocument40 pagesManual Medidas Rendimiento Mantenimiento Maquinaria Equipos Ingenieria Tecsup PDFYeison MCPas encore d'évaluation
- Expediente de Maquinas de TarmaDocument172 pagesExpediente de Maquinas de TarmaJuan Gonzales VigilPas encore d'évaluation
- Informe - TorneadoDocument8 pagesInforme - TorneadoAlex AndrangoPas encore d'évaluation
- Descargas ParcialesDocument49 pagesDescargas ParcialesJorge Usca100% (1)
- Planilla de Excel para Control de GastosDocument564 pagesPlanilla de Excel para Control de GastosatayaamaPas encore d'évaluation
- Tipo de Roscas S.naDocument33 pagesTipo de Roscas S.naEdward JPas encore d'évaluation
- WEG WMO Reductor WCR SFCDocument16 pagesWEG WMO Reductor WCR SFCHenry DelgadoPas encore d'évaluation
- Sistema para El Galvanizado de Aceros Comunes Por Inmersión en CalienteDocument77 pagesSistema para El Galvanizado de Aceros Comunes Por Inmersión en CalienteYanina AliagaPas encore d'évaluation
- Cotizacion Herramienta Almacen TecnicoDocument2 pagesCotizacion Herramienta Almacen Tecnicoscrrrr100% (1)
- Soporte para PlanosDocument2 pagesSoporte para PlanosAntony SánchezPas encore d'évaluation
- PE AM16 Especificaciones Tecnicas SeñalizacionDocument12 pagesPE AM16 Especificaciones Tecnicas SeñalizacionJose Alberto Jorge JiménezPas encore d'évaluation
- Plano de Mesas y SillasDocument1 pagePlano de Mesas y SillasGonzalo MedinaPas encore d'évaluation
- Ficha Tecnica M120 R160 PDFDocument2 pagesFicha Tecnica M120 R160 PDFXavier JbPas encore d'évaluation
- PELIGRO Guia EXTRACCIÓN DE RODAMIENTOS DE UN EJE DE LA CAJA DE VELOCIDADESDocument13 pagesPELIGRO Guia EXTRACCIÓN DE RODAMIENTOS DE UN EJE DE LA CAJA DE VELOCIDADESJuanfrancisco Rojas OlivaresPas encore d'évaluation
- Ficha Tecnica PANELegoDocument22 pagesFicha Tecnica PANELegoJucer BarahonaPas encore d'évaluation
- ASTM A123 02 EspanolDocument16 pagesASTM A123 02 Espanoljo borjaPas encore d'évaluation
- Observaciones y Conclusiones, BombasDocument2 pagesObservaciones y Conclusiones, BombasChristian MartinezPas encore d'évaluation
- Memoria Descriptiva ElectricasDocument35 pagesMemoria Descriptiva ElectricasMiguel SanchezPas encore d'évaluation
- Tabla de Intensidad de Corriente PDFDocument1 pageTabla de Intensidad de Corriente PDFGerson Jamal Pizan NegrerosPas encore d'évaluation
- CV Operario en TermofusiónDocument9 pagesCV Operario en TermofusiónNolan Diaz NureñaPas encore d'évaluation
- Perno HelicoidalDocument1 pagePerno Helicoidalwalter ivan100% (1)
- Freno Yoke 616Document1 pageFreno Yoke 616Bryan CorreaPas encore d'évaluation
- F-SIG-81 Organigrama .Document1 pageF-SIG-81 Organigrama .Roggers Cayllahua GutierrezPas encore d'évaluation
- Culata ValvulasDocument27 pagesCulata ValvulasLibardo Antonio Ramos RangelPas encore d'évaluation
- Ejemplo de Presupuesto de ObraDocument2 pagesEjemplo de Presupuesto de ObraAnonymous 88IruY4Pas encore d'évaluation
- Componentes 2020 PDFDocument66 pagesComponentes 2020 PDFCamilo Andres Bayona AguileraPas encore d'évaluation
- Accionamientos A Motor Tipos MT 50, MT 100 y MT 50-3f MT 100-3fDocument16 pagesAccionamientos A Motor Tipos MT 50, MT 100 y MT 50-3f MT 100-3fRichard BecerraPas encore d'évaluation
- Perfiles de AluminioDocument23 pagesPerfiles de AluminiomichaelPas encore d'évaluation
- Piezas Cilindricas Recoverbienhecho-ModeloDocument1 pagePiezas Cilindricas Recoverbienhecho-ModeloCristhian Edward Torres LoayzaPas encore d'évaluation
- I-Man-13 - Cambio Cruceta CardanDocument5 pagesI-Man-13 - Cambio Cruceta CardanLuis Alberto Rojas AguilarPas encore d'évaluation
- Protocolo Ubicacion de BmsDocument3 pagesProtocolo Ubicacion de BmsjosePas encore d'évaluation
- Soporte Mensula Simple F2513-2516Document2 pagesSoporte Mensula Simple F2513-2516Javier GalvezPas encore d'évaluation
- Ponencia Dr. H. ChuquipulDocument77 pagesPonencia Dr. H. ChuquipulPrevenciondelperuPas encore d'évaluation
- Subestacion Chilca 500 KVDocument15 pagesSubestacion Chilca 500 KVYordy García GonzalesPas encore d'évaluation
- Seman 14 Calculo de Calibre de Condutores y Tableros DistribucionDocument51 pagesSeman 14 Calculo de Calibre de Condutores y Tableros DistribucionAlfre Alarcón GalindoPas encore d'évaluation
- ATV630 650 Installation Manual SP EAV64307 07Document163 pagesATV630 650 Installation Manual SP EAV64307 07Refrigeracion ElectrecistaPas encore d'évaluation
- Brochure de Mega EstructurasDocument22 pagesBrochure de Mega EstructurasLuigui MolinaPas encore d'évaluation
- Cuadro de Carga Tecno OkDocument38 pagesCuadro de Carga Tecno OkAlbert YacPas encore d'évaluation
- Verbos de Las Herramienta de MecanicaDocument3 pagesVerbos de Las Herramienta de MecanicaCarlos DazaPas encore d'évaluation
- Bohler E7018-1 (Aws A5.1 E718-1h4r)Document1 pageBohler E7018-1 (Aws A5.1 E718-1h4r)Victor Jacinto Lopez100% (1)
- Sistema de Control de BombasDocument4 pagesSistema de Control de BombasMauricio RiscoPas encore d'évaluation
- Utp 84 FN Rev. 01Document1 pageUtp 84 FN Rev. 01EduardoCastilloPas encore d'évaluation
- Utp 888Document1 pageUtp 888Alexander Saavedra MambuscayPas encore d'évaluation
- 19 Utp 6824 LC Rev. 01Document1 page19 Utp 6824 LC Rev. 01Ivan RsPas encore d'évaluation
- Utp 81Document1 pageUtp 81eli cieza becerraPas encore d'évaluation
- 18 UTP 6820 MoLC REV. 01Document1 page18 UTP 6820 MoLC REV. 01Ivan RsPas encore d'évaluation
- Terrestre 3Document7 pagesTerrestre 3Jroy Sanchez BonillaPas encore d'évaluation
- Como Hacer Una Tesis de Carlos SabinoDocument159 pagesComo Hacer Una Tesis de Carlos Sabinovlacktemoc100% (4)
- Proyecto - Consumidor Bebidas No Alcoholicas QuitoDocument40 pagesProyecto - Consumidor Bebidas No Alcoholicas QuitoRickJoaquinMurrietaPas encore d'évaluation
- 06 Estructura MateriaDocument10 pages06 Estructura MateriaVirginia MartínezPas encore d'évaluation
- Reglamento y Normas de TorneoDocument2 pagesReglamento y Normas de TorneoJanette RosaPas encore d'évaluation
- 51 Utp Dur 718S Rev. 01Document1 page51 Utp Dur 718S Rev. 01Patarroyo PedroPas encore d'évaluation
- Epidota Turmalina PiroxenosDocument5 pagesEpidota Turmalina PiroxenosLauraPas encore d'évaluation
- Experimentos Con Polimeros PDFDocument12 pagesExperimentos Con Polimeros PDFVannee Pat CetinaPas encore d'évaluation
- Yacimientos - CarbonatizacionDocument9 pagesYacimientos - CarbonatizacionMiguelMondragonYutoPas encore d'évaluation
- Tabla Periodica:)Document1 pageTabla Periodica:)Alejandra Keila Quispe RamosPas encore d'évaluation
- Diagrama de FlujoDocument30 pagesDiagrama de FlujoNico RubiniPas encore d'évaluation
- Introducción A Las Fermentaciones AlimentariasDocument99 pagesIntroducción A Las Fermentaciones AlimentariasManu San Clemente86% (7)
- U5TA2 Equipo 6 PDFDocument22 pagesU5TA2 Equipo 6 PDFMaav.325Pas encore d'évaluation
- FT - Rodanol MOLYDocument3 pagesFT - Rodanol MOLYCarlos RodriguezPas encore d'évaluation
- Biofísica DiapositivasDocument58 pagesBiofísica DiapositivasDavid PeñarandaPas encore d'évaluation
- Qué Es El PlasmaDocument8 pagesQué Es El Plasmamiriam rafaelPas encore d'évaluation
- Cidet Modever VariosDocument9 pagesCidet Modever Variostramites fomequePas encore d'évaluation
- Identificación de Carbohidratos, Lípidos y Proteínas (Trabajo Experimental #1)Document9 pagesIdentificación de Carbohidratos, Lípidos y Proteínas (Trabajo Experimental #1)Olga ArreazaPas encore d'évaluation
- Proyecto de TurbomaquinasDocument10 pagesProyecto de TurbomaquinasJhoel CcmPas encore d'évaluation
- Tecnicas de Muestreo para El Control MicrobiologicoDocument34 pagesTecnicas de Muestreo para El Control MicrobiologicoAlexandry Ocas JaraPas encore d'évaluation
- PERMEABILIDAD Preguntas de Suelos PDFDocument7 pagesPERMEABILIDAD Preguntas de Suelos PDFCarlos Daniel Lupaca ChipanaPas encore d'évaluation
- IMPRIMACIONDocument32 pagesIMPRIMACIONDelwin Darwin Q HPas encore d'évaluation
- Minimización de Residuos en El Municipio de VentaquemadaDocument17 pagesMinimización de Residuos en El Municipio de VentaquemadaKamila LópezPas encore d'évaluation
- Empresas PetrolerasDocument3 pagesEmpresas PetrolerasDanilo Riofrío PadillaPas encore d'évaluation
- Peso Molecular y Métodos de DeterminaciónDocument26 pagesPeso Molecular y Métodos de DeterminaciónJuan David Giraldo Pedraza100% (12)
- Composición y Estructura de Los HuesosDocument1 pageComposición y Estructura de Los Huesosyony muñozPas encore d'évaluation
- Hidrostatica TFDocument5 pagesHidrostatica TFGuillermo AguirrePas encore d'évaluation
- GlucosaDocument2 pagesGlucosaLeandro Narváez100% (1)
- Antecedent EsDocument2 pagesAntecedent EsBrian Montaño FernandezPas encore d'évaluation
- 5 Antitrombticos 1216286328501938 9Document41 pages5 Antitrombticos 1216286328501938 9Jose Antonio Marrasquin LujanoPas encore d'évaluation
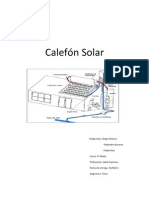
- Calefon SolarDocument12 pagesCalefon SolarFelipe DiazPas encore d'évaluation
- DocPRL-11 Mantenimiento de VehiculosDocument8 pagesDocPRL-11 Mantenimiento de VehiculosAntonio LeonPas encore d'évaluation
- Folleto Vita FoamDocument2 pagesFolleto Vita FoamProquimiaPas encore d'évaluation
- Características GeneralesDocument5 pagesCaracterísticas GeneralesMarcelo GonzalezPas encore d'évaluation