Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Perkins 1500Document2 pagesPerkins 1500Andry HikariPas encore d'évaluation
- Module 3: Human Resources and Job Design: Multiple ChoiceDocument4 pagesModule 3: Human Resources and Job Design: Multiple ChoiceKamarul NizamPas encore d'évaluation
- HR Job Design True FalseDocument2 pagesHR Job Design True FalseKamarul NizamPas encore d'évaluation
- MODULE 2 Multiple ChoiceDocument5 pagesMODULE 2 Multiple ChoiceKamarul NizamPas encore d'évaluation
- MODULE 3 Short AnswerDocument2 pagesMODULE 3 Short AnswerKamarul NizamPas encore d'évaluation
- Resit Test Nov 2002-2Document8 pagesResit Test Nov 2002-2Kamarul NizamPas encore d'évaluation
- Porosity and Inclusions in WeldsDocument4 pagesPorosity and Inclusions in WeldsKamarul NizamPas encore d'évaluation
- Asus Zenfone 5 English ManualDocument155 pagesAsus Zenfone 5 English Manuallabeeb80Pas encore d'évaluation
- Weekly Partner StatementDocument5 pagesWeekly Partner StatementKamarul NizamPas encore d'évaluation
- Chapter 14 WeldingDocument22 pagesChapter 14 WeldingRiian ApriansyahPas encore d'évaluation
- Organization of Production: Test IiiDocument9 pagesOrganization of Production: Test IiiKamarul NizamPas encore d'évaluation
- Add new discussion topicDocument2 pagesAdd new discussion topicKamarul NizamPas encore d'évaluation
- Asus Zenfone 5 English ManualDocument155 pagesAsus Zenfone 5 English Manuallabeeb80Pas encore d'évaluation
- Application For GRADUATE Membership of Engineers AustraliaDocument4 pagesApplication For GRADUATE Membership of Engineers AustraliaKamarul NizamPas encore d'évaluation
- Assignment No 4: University of Kuala Lumpur - Malaysia France InstituteDocument3 pagesAssignment No 4: University of Kuala Lumpur - Malaysia France InstituteKamarul NizamPas encore d'évaluation
- Assignment 5 Intersec Equal Unequal DiaDocument1 pageAssignment 5 Intersec Equal Unequal DiaKamarul NizamPas encore d'évaluation
- Assignment 6 Intersec Equal Unequal Dia AngleDocument2 pagesAssignment 6 Intersec Equal Unequal Dia AngleKamarul NizamPas encore d'évaluation
- Solutions For Questions/Problems of Chapter 5Document11 pagesSolutions For Questions/Problems of Chapter 5Kamarul NizamPas encore d'évaluation
- Assignment 3 TransitionDocument4 pagesAssignment 3 TransitionKamarul NizamPas encore d'évaluation
- ExampleDocument13 pagesExampleKamarul NizamPas encore d'évaluation
- Assignment 1 CylinderDocument2 pagesAssignment 1 CylinderKamarul NizamPas encore d'évaluation
- Pyramid Geometric Design Development and CalculationsDocument1 pagePyramid Geometric Design Development and CalculationsKamarul NizamPas encore d'évaluation
- Assembly ModellingDocument32 pagesAssembly ModellingKamarul NizamPas encore d'évaluation
- Components Cad Cam CaeDocument15 pagesComponents Cad Cam CaeKamarul Nizam100% (1)
- Assignment 1 CylinderDocument2 pagesAssignment 1 CylinderKamarul NizamPas encore d'évaluation
- Plate and Sheet Geometrical Design GuideDocument21 pagesPlate and Sheet Geometrical Design GuideKamarul NizamPas encore d'évaluation
- Assignment 7 Marking Scheme For FFD 24502 - Plate and Sheet DVLP DWGDocument2 pagesAssignment 7 Marking Scheme For FFD 24502 - Plate and Sheet DVLP DWGKamarul NizamPas encore d'évaluation
- Assignments Checklist and Marks January 2014Document2 pagesAssignments Checklist and Marks January 2014Kamarul NizamPas encore d'évaluation
- Intro2cad Cam CaeDocument29 pagesIntro2cad Cam CaeKamarul NizamPas encore d'évaluation
- R & CIM Exam-I3 - Q$ADocument7 pagesR & CIM Exam-I3 - Q$AKamarul NizamPas encore d'évaluation
- Rev Ques AnswerDocument23 pagesRev Ques AnswerKamarul NizamPas encore d'évaluation
- As 60068.2.68-2003 Environmental Testing Tests - Test L - Dust and SandDocument8 pagesAs 60068.2.68-2003 Environmental Testing Tests - Test L - Dust and SandSAI Global - APAC50% (2)
- Chapter 7 Additional Problems SolutionsDocument9 pagesChapter 7 Additional Problems SolutionsypobuleshPas encore d'évaluation
- Why HP Color Laserjet All-In-Ones?: - Save Time, Save CostDocument10 pagesWhy HP Color Laserjet All-In-Ones?: - Save Time, Save Costvietdark0603Pas encore d'évaluation
- Finisher K1, Finisher K2 Parts and Service ManualDocument381 pagesFinisher K1, Finisher K2 Parts and Service ManualOmar100% (1)
- Batching Plant PDFDocument8 pagesBatching Plant PDFfakhli bisaPas encore d'évaluation
- Series FS-CFC-S FloodSafe Specification SheetDocument2 pagesSeries FS-CFC-S FloodSafe Specification SheetWattsPas encore d'évaluation
- 0-IBM - Brocade Product Quick Ref Guide (Matrix Mapping) - 23290543Document3 pages0-IBM - Brocade Product Quick Ref Guide (Matrix Mapping) - 23290543Nguyen Van HaiPas encore d'évaluation
- Theben 7-Button Time Clock (TR 610 S)Document1 pageTheben 7-Button Time Clock (TR 610 S)Mohamed ElfekyPas encore d'évaluation
- Convert solar power to AC with a grid-connected inverterDocument12 pagesConvert solar power to AC with a grid-connected invertersalem BEN MOUSSAPas encore d'évaluation
- Marine Radar: JMR-5400 SeriesDocument6 pagesMarine Radar: JMR-5400 SeriesDilip MandoraPas encore d'évaluation
- Sl400 and Sl500 DatasheetDocument4 pagesSl400 and Sl500 DatasheetPlanner MjhPas encore d'évaluation
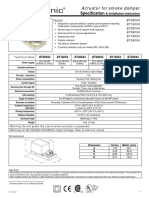
- Specification: Actuator For Smoke DamperDocument2 pagesSpecification: Actuator For Smoke Dampermartin saadPas encore d'évaluation
- Intrinity Plus Information FlyerDocument2 pagesIntrinity Plus Information FlyerMichaelPas encore d'évaluation
- WS-100 To WS-235: Arun SeriesDocument3 pagesWS-100 To WS-235: Arun Seriesajitp123Pas encore d'évaluation
- 1 Icol Trading Product ListDocument8 pages1 Icol Trading Product ListRichard RegidorPas encore d'évaluation
- Reece 32Document190 pagesReece 32Danh NguyenPas encore d'évaluation
- Head TripDocument15 pagesHead TripAnonymous gQHmr3tUmPas encore d'évaluation
- Report 1Document11 pagesReport 1abhitesPas encore d'évaluation
- Solutions and interpretations of harmonic oscillator equationsDocument156 pagesSolutions and interpretations of harmonic oscillator equationsmcloughtPas encore d'évaluation
- Roland TR-505 ROM Expansion Installation Instructions: November 2016Document3 pagesRoland TR-505 ROM Expansion Installation Instructions: November 2016listentomerijnPas encore d'évaluation
- GPS Simulator - Furuno GP-90Document8 pagesGPS Simulator - Furuno GP-90Jairo UparellaPas encore d'évaluation
- Lattice PLLDocument21 pagesLattice PLLHoracio DorantesPas encore d'évaluation
- 9702 m16 QP 42 PDFDocument24 pages9702 m16 QP 42 PDFSeong Hun LeePas encore d'évaluation
- 2600: The Hacker Quarterly (Volume 7, Number 1, Spring 1990)Document48 pages2600: The Hacker Quarterly (Volume 7, Number 1, Spring 1990)Ranko KohimePas encore d'évaluation
- Component Description For Single Signal Acquisition and Actuation Module (SSAM) Control UnitDocument1 pageComponent Description For Single Signal Acquisition and Actuation Module (SSAM) Control UnitrudiPas encore d'évaluation
- Results of HFSS SimulatorDocument16 pagesResults of HFSS SimulatorQuang-Trung LuuPas encore d'évaluation
- Thermography Reveals Hot Connection in HV SubstationDocument12 pagesThermography Reveals Hot Connection in HV Substationyessicanavarrete02Pas encore d'évaluation
- Rel-11 Description 20110624Document216 pagesRel-11 Description 20110624123mcrowleyPas encore d'évaluation
- Kim Couthinho - Theon Couthinho - Neil Crasto - Frigen Dabre - Zelem DabreDocument19 pagesKim Couthinho - Theon Couthinho - Neil Crasto - Frigen Dabre - Zelem DabreSergiu MureșanPas encore d'évaluation