Vous aimerez peut-être aussi
- Armacell Armaflex Sheet Roll Data SheetDocument4 pagesArmacell Armaflex Sheet Roll Data SheetDoniPas encore d'évaluation
- X 006 Reference To DIN VDE StandardsDocument1 pageX 006 Reference To DIN VDE StandardsSoni GunnersPas encore d'évaluation
- Motors and Drives A Practical Technology Guide Dave PolkaDocument387 pagesMotors and Drives A Practical Technology Guide Dave Polkamurad6a9100% (9)
- ABB Protection Application HandbookDocument356 pagesABB Protection Application HandbookSyed Muhammad Munavvar HussainPas encore d'évaluation
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- CA-idms Ads Alive User Guide 15.0Document142 pagesCA-idms Ads Alive User Guide 15.0svdonthaPas encore d'évaluation
- Technical Specification: GID-PIP-TS-630 - (E)Document41 pagesTechnical Specification: GID-PIP-TS-630 - (E)santiagoPas encore d'évaluation
- What TitleDocument17 pagesWhat TitleBernathTurnipPas encore d'évaluation
- Ceramic Fiber BlanketDocument1 pageCeramic Fiber BlanketHanafi MansorPas encore d'évaluation
- Marine Painting CourseDocument57 pagesMarine Painting CourseMin SoePas encore d'évaluation
- Baking ProcedureDocument2 pagesBaking Proceduregopuvinu4uPas encore d'évaluation
- Shell Corena S3 R 68: Performance, Features & BenefitsDocument3 pagesShell Corena S3 R 68: Performance, Features & BenefitsjkamraPas encore d'évaluation
- Ingress Protection (IP)Document2 pagesIngress Protection (IP)nileshb1985Pas encore d'évaluation
- Cement - API Oilwell Cement, Class 'G', Moderate Sulphate Resistant - Lehigh Cement Limited 2014 PDFDocument6 pagesCement - API Oilwell Cement, Class 'G', Moderate Sulphate Resistant - Lehigh Cement Limited 2014 PDFAMSPas encore d'évaluation
- SRT-13 Stops Rust Cold Galvanizing Spray TDSDocument2 pagesSRT-13 Stops Rust Cold Galvanizing Spray TDSIngeniero CivilPas encore d'évaluation
- FAT For 132 KV Accesories MTSBDocument7 pagesFAT For 132 KV Accesories MTSBrenjithas2005Pas encore d'évaluation
- InsulationDocument2 pagesInsulationNavneet MukeshPas encore d'évaluation
- Technical Specifications For 33 KV Xlpe Insulated Underground Cables 1. ScopeDocument22 pagesTechnical Specifications For 33 KV Xlpe Insulated Underground Cables 1. Scopethumula.rameshPas encore d'évaluation
- Weld Restoration of Disk - Example of Elliott Repair TechnologyDocument49 pagesWeld Restoration of Disk - Example of Elliott Repair TechnologyMachineryengPas encore d'évaluation
- Datasheet Wear PadDocument3 pagesDatasheet Wear PadGILBERTO YOSHIDAPas encore d'évaluation
- Sulphate Resisting Cement ManufactureDocument3 pagesSulphate Resisting Cement ManufactureshaayashanmugaPas encore d'évaluation
- Cable Lug 3D Brochure20!01!10Document55 pagesCable Lug 3D Brochure20!01!10dip461100% (1)
- Refinery InspectionDocument44 pagesRefinery InspectiongamadiyaPas encore d'évaluation
- Painting System of TransformerDocument4 pagesPainting System of TransformerCharlesPas encore d'évaluation
- 8 UPVc Pressure Pipes and FittingsDocument8 pages8 UPVc Pressure Pipes and FittingsNikita KadamPas encore d'évaluation
- Armaflex Class 1: Engineered To Prevent CondensationDocument6 pagesArmaflex Class 1: Engineered To Prevent CondensationTeoxPas encore d'évaluation
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkPas encore d'évaluation
- Refractory Ceramic Fiber BlanketDocument2 pagesRefractory Ceramic Fiber BlankethailmarylugoPas encore d'évaluation
- Thread Types and UsesDocument1 pageThread Types and UsesJDPNetoPas encore d'évaluation
- Slewing Bearing Installation and Maintenance Manual: Yantai Haoyang Machinery Co.,LtdDocument22 pagesSlewing Bearing Installation and Maintenance Manual: Yantai Haoyang Machinery Co.,Ltddony ramdhaniPas encore d'évaluation
- Insulation Material: Table 6-3: Thermal Conductivity of Hot InsulationDocument1 pageInsulation Material: Table 6-3: Thermal Conductivity of Hot Insulationsj_scribdPas encore d'évaluation
- Ole Cable AustraliaDocument91 pagesOle Cable AustraliaquycoctuPas encore d'évaluation
- GlassRock Wire Mesh BlanketsDocument2 pagesGlassRock Wire Mesh BlanketsMohamedPas encore d'évaluation
- Spark Gaps: Dehn (Uk) LTDDocument8 pagesSpark Gaps: Dehn (Uk) LTDElectromacnetist ElectrodPas encore d'évaluation
- Catalog Swivel Joints PDFDocument24 pagesCatalog Swivel Joints PDFluiggi19970530Pas encore d'évaluation
- Advances in Thermal Spray TechnologyDocument3 pagesAdvances in Thermal Spray Technologyinterpon07Pas encore d'évaluation
- Datasheet Assembly Cable LugsDocument6 pagesDatasheet Assembly Cable LugsGunjanPas encore d'évaluation
- FR-4 Spec'sDocument2 pagesFR-4 Spec'splakkampelliPas encore d'évaluation
- Belzona - Cold Curing WrapsDocument4 pagesBelzona - Cold Curing WrapsNay ThihaPas encore d'évaluation
- Almona PP R Catalog Full PDFDocument29 pagesAlmona PP R Catalog Full PDFFirst LastPas encore d'évaluation
- OGN InsulationDocument7 pagesOGN InsulationAbhishek KumarPas encore d'évaluation
- CH - 7 - Insulating and Dielectric MaterialsDocument52 pagesCH - 7 - Insulating and Dielectric MaterialsKESHAV JHAPas encore d'évaluation
- Cladding (Metalworking) : Roll BondingDocument4 pagesCladding (Metalworking) : Roll Bondingcal2_uniPas encore d'évaluation
- Insulation MoMDocument13 pagesInsulation MoMMehthabPas encore d'évaluation
- Neolon Profile - Duct & PIPE Insulation (Updated)Document15 pagesNeolon Profile - Duct & PIPE Insulation (Updated)ntt_121987100% (1)
- Review of Last Class: Electrical Characteristics of CablesDocument15 pagesReview of Last Class: Electrical Characteristics of CablesnnvpratapPas encore d'évaluation
- InsulationDocument5 pagesInsulationHari SimhaPas encore d'évaluation
- Slewing Bearing Slewing Ring Slewing Gear Swing CircleDocument15 pagesSlewing Bearing Slewing Ring Slewing Gear Swing Circlezczc32z5Pas encore d'évaluation
- Sec-09 Electrical Works and InstallationDocument6 pagesSec-09 Electrical Works and InstallationOmer HayatPas encore d'évaluation
- Refractories en Web PDFDocument24 pagesRefractories en Web PDFMarsPas encore d'évaluation
- KCCCerak WoolDocument68 pagesKCCCerak WoolSamar Rashid0% (1)
- Rockwool 159Document37 pagesRockwool 159ashish2783Pas encore d'évaluation
- Silicon Steel CRGO Making ProcessDocument13 pagesSilicon Steel CRGO Making Processrahul srivastavaPas encore d'évaluation
- Polyethylene PresentationDocument23 pagesPolyethylene Presentationsaroj basnyat100% (1)
- QAP For Insulation Procedure1Document4 pagesQAP For Insulation Procedure1Mukesh DakPas encore d'évaluation
- LIL-Products-PUF-PIR Pipesection For Insulation Res17 PDFDocument2 pagesLIL-Products-PUF-PIR Pipesection For Insulation Res17 PDFJoshua FernandezPas encore d'évaluation
- Belzona Protective LiningsDocument32 pagesBelzona Protective Liningsjose corrosion100% (2)
- Trfricate Kit For 3C Cold Shrink TerminationDocument4 pagesTrfricate Kit For 3C Cold Shrink Terminationdes1982Pas encore d'évaluation
- Thermobreak AcoustiplusDocument4 pagesThermobreak Acoustiplusdody andiPas encore d'évaluation
- Technical Standards For Insulation-Mineral Wool-RockwoolDocument2 pagesTechnical Standards For Insulation-Mineral Wool-RockwooljaganPas encore d'évaluation
- Lab 1Document8 pagesLab 1Tariq JabbarPas encore d'évaluation
- By: Jainam Mehta 3 Semester Materials Science Roll No.10Document19 pagesBy: Jainam Mehta 3 Semester Materials Science Roll No.10Tvarit PatelPas encore d'évaluation
- Popular Insulation TypesDocument2 pagesPopular Insulation TypesArshad AminPas encore d'évaluation
- Chemically Resistant FibersDocument18 pagesChemically Resistant FibersWasi BangashPas encore d'évaluation
- AE-1-340 Pastoral Acero Simple LargoDocument1 pageAE-1-340 Pastoral Acero Simple LargoEasy Energy SACPas encore d'évaluation
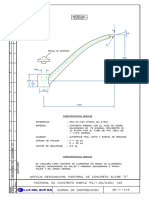
- AE-1-318 Pastoral Concreto ParabolicoDocument1 pageAE-1-318 Pastoral Concreto ParabolicoEasy Energy SACPas encore d'évaluation
- AE-1-335 Pastoral Sucre TripleDocument1 pageAE-1-335 Pastoral Sucre TripleEasy Energy SACPas encore d'évaluation
- AE-1-317 Pastoral Concreto ParabolicoDocument1 pageAE-1-317 Pastoral Concreto ParabolicoEasy Energy SAC100% (1)
- AE-1-336 Pastoral Sucre TripleDocument1 pageAE-1-336 Pastoral Sucre TripleEasy Energy SACPas encore d'évaluation
- AE-1-316 Pastoral Simple ConcretoDocument1 pageAE-1-316 Pastoral Simple ConcretoEasy Energy SACPas encore d'évaluation
- Licht Hand BuchDocument298 pagesLicht Hand BuchsumanthdixitPas encore d'évaluation
- AE 1 310 Pastorales MetalicosDocument4 pagesAE 1 310 Pastorales MetalicosEasy Energy SACPas encore d'évaluation
- AE-1-325 Pastoral Sucre DobleDocument1 pageAE-1-325 Pastoral Sucre DobleEasy Energy SACPas encore d'évaluation
- AE 1 315 Pastoral SucreDocument1 pageAE 1 315 Pastoral SucreEasy Energy SACPas encore d'évaluation
- AE-1-345 Pastoral Sucre CuadrupleDocument1 pageAE-1-345 Pastoral Sucre CuadrupleEasy Energy SACPas encore d'évaluation
- AE-1-347 Pastoral Acero Simple CortoDocument1 pageAE-1-347 Pastoral Acero Simple CortoEasy Energy SACPas encore d'évaluation
- Ad 1 007Document10 pagesAd 1 007leonardovegaPas encore d'évaluation
- Dunlop, Verification of Synchronous Machine Modeling in Stability Studies, 1979Document10 pagesDunlop, Verification of Synchronous Machine Modeling in Stability Studies, 1979Easy Energy SACPas encore d'évaluation
- Simulink - Applications PDFDocument17 pagesSimulink - Applications PDFEasy Energy SACPas encore d'évaluation
- Nema mg-1 2009Document671 pagesNema mg-1 2009Erick LeónPas encore d'évaluation
- MATLAB Training CourseDocument7 pagesMATLAB Training CourseEasy Energy SACPas encore d'évaluation
- Matlab Data IoDocument11 pagesMatlab Data IoEasy Energy SACPas encore d'évaluation
- A MATLAB Primer in Four Hours With Practical ExamplesDocument23 pagesA MATLAB Primer in Four Hours With Practical ExamplesMudasir QureshiPas encore d'évaluation
- Dommel SatoDocument8 pagesDommel SatoEasy Energy SACPas encore d'évaluation
- NAPS 2000 - Park PDFDocument15 pagesNAPS 2000 - Park PDFJacob CarterPas encore d'évaluation
- Matlab Data IoDocument11 pagesMatlab Data IoEasy Energy SACPas encore d'évaluation
- IEEE Task Force - Current Usage & Suggested Practices in Power System Stability Simulations For Synchronous Machines, 1986Document17 pagesIEEE Task Force - Current Usage & Suggested Practices in Power System Stability Simulations For Synchronous Machines, 1986Edinson Herrera VasquezPas encore d'évaluation
- Electrical Equipment Handbook-7-Speed Control of Induction MotorsDocument12 pagesElectrical Equipment Handbook-7-Speed Control of Induction MotorsEasy Energy SACPas encore d'évaluation
- Control System Documentation - SDocument242 pagesControl System Documentation - SEasy Energy SACPas encore d'évaluation
- Electrical TransmissionDocument851 pagesElectrical TransmissionAsif100% (6)
- Electric Power GenerationDocument257 pagesElectric Power GenerationJaber ElabbasPas encore d'évaluation
- 2005 Warehouse Benchmark in GR PTDocument59 pages2005 Warehouse Benchmark in GR PTMarco Antonio Oliveira NevesPas encore d'évaluation
- Corporate Profile of Multimode GroupDocument6 pagesCorporate Profile of Multimode GroupShaheen RahmanPas encore d'évaluation
- Presentation 1Document22 pagesPresentation 1AILYN PECASALESPas encore d'évaluation
- FCC O Cials Denounce Lawmakers' Attempts To Censor NewsroomsDocument52 pagesFCC O Cials Denounce Lawmakers' Attempts To Censor NewsroomsKeithStewartPas encore d'évaluation
- SOP For Operation & Calibration of PH Meter - QualityGuidancesDocument9 pagesSOP For Operation & Calibration of PH Meter - QualityGuidancesfawaz khalilPas encore d'évaluation
- Accounting For A Service CompanyDocument9 pagesAccounting For A Service CompanyAnnie RapanutPas encore d'évaluation
- Lesson Plan Wid Awt Method 2Document7 pagesLesson Plan Wid Awt Method 2Yan LianPas encore d'évaluation
- Rotc Reviewer FinalsDocument11 pagesRotc Reviewer FinalsAngel Atienza100% (1)
- Ultimate Prime Sieve - Sieve of ZakiyaDocument23 pagesUltimate Prime Sieve - Sieve of ZakiyaJabari ZakiyaPas encore d'évaluation
- Sample Engagement LetterDocument5 pagesSample Engagement Letterprincess_camarilloPas encore d'évaluation
- DTS Nozzles R3Document2 pagesDTS Nozzles R3meilia teknikPas encore d'évaluation
- PD750-01 Engine Data Sheet 12-29-20Document4 pagesPD750-01 Engine Data Sheet 12-29-20Service Brags & Hayes, Inc.Pas encore d'évaluation
- Srinivasa Ramanujan - Britannica Online EncyclopediaDocument2 pagesSrinivasa Ramanujan - Britannica Online EncyclopediaEvariste MigaboPas encore d'évaluation
- Astm D2265-00 PDFDocument5 pagesAstm D2265-00 PDFOGIPas encore d'évaluation
- AMX Prodigy Install ManualDocument13 pagesAMX Prodigy Install Manualsundevil2010usa4605Pas encore d'évaluation
- 88 Year Old Man Missing in SC - Please ShareDocument1 page88 Year Old Man Missing in SC - Please ShareAmy WoodPas encore d'évaluation
- Grade 7 First Quarter ExamDocument3 pagesGrade 7 First Quarter ExamBILLY JOE ARELLANOPas encore d'évaluation
- 3S Why SandhyavandanDocument49 pages3S Why SandhyavandanvivektonapiPas encore d'évaluation
- Summary of The Pilot ProjectDocument46 pagesSummary of The Pilot ProjectSrinivasan JeganPas encore d'évaluation
- Test Cases: Project Name: Virtual ClassroomDocument5 pagesTest Cases: Project Name: Virtual ClassroomTina HernandezPas encore d'évaluation
- Amplificadores Automotivos PyramidDocument13 pagesAmplificadores Automotivos Pyramidedusf1000Pas encore d'évaluation
- (IGC 2024) 2nd Circular - 0630Document43 pages(IGC 2024) 2nd Circular - 0630VictoriaPas encore d'évaluation
- Police Cranston School Committee Member Stole PTO FundsDocument1 pagePolice Cranston School Committee Member Stole PTO FundsashaydelinePas encore d'évaluation
- SalerioDocument28 pagesSalerioRizqaFebrilianyPas encore d'évaluation
- I - Pronunciation Choose The Word Whose Stress Pattern Is Different From The Other Three in The Following QuestionsDocument6 pagesI - Pronunciation Choose The Word Whose Stress Pattern Is Different From The Other Three in The Following QuestionsHaPas encore d'évaluation
- Thom22e ch03 FinalDocument44 pagesThom22e ch03 FinalDionisius AlvianPas encore d'évaluation
- C305 - QTO Workshop PDFDocument90 pagesC305 - QTO Workshop PDFJason SecretPas encore d'évaluation
- Episode Transcript: Episode 34 - Chinese Han Lacquer CupDocument2 pagesEpisode Transcript: Episode 34 - Chinese Han Lacquer CupParvathy SubramanianPas encore d'évaluation
- R35 Credit Analysis Models - AnswersDocument13 pagesR35 Credit Analysis Models - AnswersSakshiPas encore d'évaluation