Vous aimerez peut-être aussi
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaD'EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaÉvaluation : 4 sur 5 étoiles4/5 (3)
- Maximización de La Efectividad Global de La ProducciónDocument42 pagesMaximización de La Efectividad Global de La ProducciónDELIA100% (1)
- 5 - Nutrición Del Paciente CardíacoDocument6 pages5 - Nutrición Del Paciente CardíacoAxoncomunicacionPas encore d'évaluation
- Las Seis Grandes Pérdidas en El Proceso de ProducciónDocument5 pagesLas Seis Grandes Pérdidas en El Proceso de ProducciónBryan ShavershianPas encore d'évaluation
- Unidad III TTPMRCMDocument7 pagesUnidad III TTPMRCMHéctor M. GonzálezPas encore d'évaluation
- Introducción Teoria de MantenimientosDocument13 pagesIntroducción Teoria de MantenimientosYeferson SDPas encore d'évaluation
- 3.2 Las 6 Grandes PerdidasDocument17 pages3.2 Las 6 Grandes PerdidasNeo Hernandez Lopez100% (1)
- Modulo IiiDocument22 pagesModulo IiiJuan Ramirez JrPas encore d'évaluation
- Las Seis Grandes Pérdidas TPMDocument46 pagesLas Seis Grandes Pérdidas TPMDanielaPas encore d'évaluation
- Las Seis Grandes PérdidasDocument8 pagesLas Seis Grandes PérdidasCharlie Prado100% (1)
- ML Leandro TPMDocument3 pagesML Leandro TPMJuan OrregoPas encore d'évaluation
- Sistemas de Mantenimiento Productivo-Equipo 2Document79 pagesSistemas de Mantenimiento Productivo-Equipo 2Alejandra MtPas encore d'évaluation
- SEMANA 05 - Indicadores de La Gestión de La Función MANTENIMIENTODocument26 pagesSEMANA 05 - Indicadores de La Gestión de La Función MANTENIMIENTOJavier GerardoPas encore d'évaluation
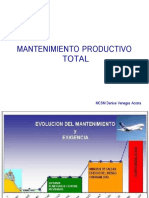
- Mantenimiento Productivo Total: MCSM Denise Venegas AcostaDocument45 pagesMantenimiento Productivo Total: MCSM Denise Venegas AcostaLUFFY 777Pas encore d'évaluation
- Analisis de Falla Unidad II TPMDocument27 pagesAnalisis de Falla Unidad II TPMguillermoPas encore d'évaluation
- LAS SEIS GRANDES PÉRDIDAS AlexisDocument8 pagesLAS SEIS GRANDES PÉRDIDAS Alexisalexis castroPas encore d'évaluation
- Recopilación de Datos de Operación, Mantenimiento y Fallas en EquiposDocument15 pagesRecopilación de Datos de Operación, Mantenimiento y Fallas en EquiposKaren Rivera100% (2)
- MTO.A-4.2-Reyes Vazquez Damaris Yamilet-Agrupación6GrandesPerdidasDocument3 pagesMTO.A-4.2-Reyes Vazquez Damaris Yamilet-Agrupación6GrandesPerdidasDV ReyesPas encore d'évaluation
- Caracteristicas de Las 6 Grandes PerdidasDocument4 pagesCaracteristicas de Las 6 Grandes PerdidasblancaPas encore d'évaluation
- LAS 6 GRANDES PÉRDIDAS EN LOS EQUIPOS - FinDocument16 pagesLAS 6 GRANDES PÉRDIDAS EN LOS EQUIPOS - FinMilagros GutierrezPas encore d'évaluation
- 2018-II IMySI-Semana 5 Unidad 5-TPMDocument65 pages2018-II IMySI-Semana 5 Unidad 5-TPMalonsito6031Pas encore d'évaluation
- S11.s1 - Aplicar Un Caso Práctico para Disminuir Pérdidas en Una Empresa y Elevar Su ProductividadDocument4 pagesS11.s1 - Aplicar Un Caso Práctico para Disminuir Pérdidas en Una Empresa y Elevar Su ProductividadCieloPas encore d'évaluation
- Las Seis Grandes PerdidasDocument9 pagesLas Seis Grandes PerdidasMelissaPas encore d'évaluation
- Detección y Análisis de Fallas. Análisis de Modos y Efectos de Fallas - MonografiasDocument9 pagesDetección y Análisis de Fallas. Análisis de Modos y Efectos de Fallas - MonografiasAnonymous H3I29yjPas encore d'évaluation
- Introducción MPTDocument4 pagesIntroducción MPTNatalie Ticona Peralta100% (1)
- Plan MantenimientoDocument10 pagesPlan MantenimientoJulian CañonPas encore d'évaluation
- Administracion Del Mantenimiento Unidad 2.Document8 pagesAdministracion Del Mantenimiento Unidad 2.Sebastián PeredaPas encore d'évaluation
- TMP Mantenimiento Productivo TotalDocument25 pagesTMP Mantenimiento Productivo TotalJuan AlvaradoPas encore d'évaluation
- TPM Unidad 3 Martinez OsorioDocument3 pagesTPM Unidad 3 Martinez Osoriomario de jesus mendoza mendiolaPas encore d'évaluation
- SintesisDocument14 pagesSintesisJarol elcrackPas encore d'évaluation
- Unidad 4Document5 pagesUnidad 4Cesar PalacioPas encore d'évaluation
- Las Seis Grandes Pérdidas de La Conservación - Castro MedinaDocument6 pagesLas Seis Grandes Pérdidas de La Conservación - Castro MedinaValeria Fernanda Castro MedinaPas encore d'évaluation
- Triptico TPMDocument3 pagesTriptico TPMManuel Martínez EscobarPas encore d'évaluation
- Eficiencia Global Del Equipo OeeDocument43 pagesEficiencia Global Del Equipo OeeTony Urbina33% (3)
- Resumen Mantenimiento Productivo TotalDocument46 pagesResumen Mantenimiento Productivo TotalVenancio VegaPas encore d'évaluation
- PORTAFOLIO EVIDENCIAS Tecnicas TPM Y RCM CompletoDocument59 pagesPORTAFOLIO EVIDENCIAS Tecnicas TPM Y RCM CompletoNavarrete PinedaPas encore d'évaluation
- 4.2 Las-6-Grandes-PerdidasDocument12 pages4.2 Las-6-Grandes-PerdidasAlejandro HernandezPas encore d'évaluation
- Flujo Continuo TPMDocument9 pagesFlujo Continuo TPMsebastián droguettPas encore d'évaluation
- Actividad 4 MtoDocument6 pagesActividad 4 MtoJairo ArgumedoPas encore d'évaluation
- 6 Grandes PerdidasDocument4 pages6 Grandes PerdidasBRIYIT GARCIAPas encore d'évaluation
- Tema 8 Mantto RCM 7 Etapas PDFDocument18 pagesTema 8 Mantto RCM 7 Etapas PDFManuel Darwin Fernandez CanoPas encore d'évaluation
- OEE ResumenDocument4 pagesOEE ResumenAlex Alvino GranadosPas encore d'évaluation
- Unidad 5 TPMDocument2 pagesUnidad 5 TPMLino MarquezPas encore d'évaluation
- MTP ResumenDocument2 pagesMTP Resumenhilda elisaPas encore d'évaluation
- Unidad 4 - 18500712Document20 pagesUnidad 4 - 18500712Fede CrusPas encore d'évaluation
- Mantenimiento Productivo TotalDocument23 pagesMantenimiento Productivo TotalSixto MurciaPas encore d'évaluation
- Mantenimiento Preventivo TotalDocument2 pagesMantenimiento Preventivo TotalAngel TorresPas encore d'évaluation
- T1U2SERNAFLORES546Document6 pagesT1U2SERNAFLORES546Estefany MartinezPas encore d'évaluation
- Principios TPMDocument10 pagesPrincipios TPMNestor AgrPas encore d'évaluation
- Ingenieria Industrial en Sistema: Mantenimiento Productivo Total (TPM)Document14 pagesIngenieria Industrial en Sistema: Mantenimiento Productivo Total (TPM)Marcos HernandezPas encore d'évaluation
- 6-Fallas y Averias 2020Document15 pages6-Fallas y Averias 2020carlos hernandezPas encore d'évaluation
- Gestion Del Mantenimiento 1.1Document20 pagesGestion Del Mantenimiento 1.1Félix Andres Cabanillas AlvaPas encore d'évaluation
- TPM FinalDocument15 pagesTPM FinalAldahir Bautista SenaPas encore d'évaluation
- Tarea 3 Formacion Practica Completo - EntregadoDocument9 pagesTarea 3 Formacion Practica Completo - EntregadoDante meneleo Salazar olayaPas encore d'évaluation
- Efectividad General de Equipos (OEE)Document18 pagesEfectividad General de Equipos (OEE)susanaPas encore d'évaluation
- Estrategias de Mantenimiento - PDFDocument19 pagesEstrategias de Mantenimiento - PDFEdgarPas encore d'évaluation
- 7 Preguntas Basicas Del Proceso RCMDocument25 pages7 Preguntas Basicas Del Proceso RCMJesus PardoPas encore d'évaluation
- Expo Tarea 3 - TPM - Silva - Acosta - ZambranoDocument17 pagesExpo Tarea 3 - TPM - Silva - Acosta - ZambranoAlex PazPas encore d'évaluation
- Cuestionario Gestión de MantenimientoDocument4 pagesCuestionario Gestión de MantenimientoGerente MantenimientoPas encore d'évaluation
- Sistemas de Mantenimiento Productivo Total (MPT)Document28 pagesSistemas de Mantenimiento Productivo Total (MPT)Luz Gabriela Romo ManzanoPas encore d'évaluation
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialD'EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialÉvaluation : 1 sur 5 étoiles1/5 (1)
- Paralisis Braquial ObstetricaDocument17 pagesParalisis Braquial Obstetricacarlos_alfaro88Pas encore d'évaluation
- Crianza de AjolotesDocument38 pagesCrianza de Ajolotesadrian chavPas encore d'évaluation
- 2015 - EJEMPLOS LEAN HOSPITALES - En.esDocument11 pages2015 - EJEMPLOS LEAN HOSPITALES - En.esJohnny SinmalezaPas encore d'évaluation
- ZYFIRE 1 5 250 Psi UL FM Certificacion UL Opt JWDocument3 pagesZYFIRE 1 5 250 Psi UL FM Certificacion UL Opt JWJean Pierre Cordero LoorPas encore d'évaluation
- Taller de Transporte A Través de La MembranaDocument3 pagesTaller de Transporte A Través de La MembranaNohora Juliana Rueda ForeroPas encore d'évaluation
- Clases 1-2 PROBLEMAS SELECCIONADOSDocument7 pagesClases 1-2 PROBLEMAS SELECCIONADOSJorgePas encore d'évaluation
- ANTEPROYECTO Vereda ValderramaDocument33 pagesANTEPROYECTO Vereda ValderramaLeider AlbarracinPas encore d'évaluation
- La Cascada de CoagulaciónDocument10 pagesLa Cascada de CoagulaciónCinthia Chalaco100% (1)
- Proyecto Sobre Biodigestor (Auditoria)Document32 pagesProyecto Sobre Biodigestor (Auditoria)Carla Ereipa PimentelPas encore d'évaluation
- Cuestionarios Álgebra Geometría y TrigonometriaDocument37 pagesCuestionarios Álgebra Geometría y TrigonometriaWilmarMendozaPas encore d'évaluation
- 09-10 Marca TrueDocument44 pages09-10 Marca TrueAnonymous xTxId5fqqWPas encore d'évaluation
- Informe de Elaboración de Papilla de Bebe FinalDocument7 pagesInforme de Elaboración de Papilla de Bebe FinalKatheryn Lezama GuerraPas encore d'évaluation
- Informe Laboratorio IntegradorDocument9 pagesInforme Laboratorio IntegradorAndres VasquezPas encore d'évaluation
- Repo 2 MayoDocument7 pagesRepo 2 MayoLauraPas encore d'évaluation
- Examen Segundo Parcial Ecología y Medio Ambiente 2Document4 pagesExamen Segundo Parcial Ecología y Medio Ambiente 2Laura SerenaPas encore d'évaluation
- Libro GLOSARIO DE TERMINOS AGRONOMICOSDocument129 pagesLibro GLOSARIO DE TERMINOS AGRONOMICOSKimberly JohnsonPas encore d'évaluation
- Contabilidad Hongos 2Document27 pagesContabilidad Hongos 2KalbornozQuintulPas encore d'évaluation
- Claudia Fernanda Parra Soler 1-3 EnsayoDocument5 pagesClaudia Fernanda Parra Soler 1-3 EnsayoFernanda ParraPas encore d'évaluation
- TDR Servicio de Caseta 1.Document8 pagesTDR Servicio de Caseta 1.eduardo quispePas encore d'évaluation
- Formulario de DerivadasDocument2 pagesFormulario de DerivadasGerall Garces AraosPas encore d'évaluation
- LecturaDocument10 pagesLecturaFreddyAngelOrtizPas encore d'évaluation
- Anteproyecto Manuel SernaDocument10 pagesAnteproyecto Manuel SernaUriiel Armstrong BunburyyPas encore d'évaluation
- Mapa Conceptual-Arte Imagen y Saber AncestralDocument3 pagesMapa Conceptual-Arte Imagen y Saber AncestralDaniela Blanco SerpaPas encore d'évaluation
- Resumen Tarea 4 Unidad3Document3 pagesResumen Tarea 4 Unidad3Saudy MezaPas encore d'évaluation
- Practica FrigorificoDocument4 pagesPractica FrigorificoGonzalo San Martin LeonPas encore d'évaluation
- La Rigidez Se Confunde Con ResistenciaDocument6 pagesLa Rigidez Se Confunde Con ResistenciaLiliana TriguerosPas encore d'évaluation
- Manual Configuracion ZXDSL 831 IIDocument7 pagesManual Configuracion ZXDSL 831 IIohrzamudio100% (1)
- P1. Sistema de OrdenDocument7 pagesP1. Sistema de OrdenBryan SalvadorPas encore d'évaluation
- SolerasDocument1 pageSolerasMatias FuenzalidaPas encore d'évaluation