Vous aimerez peut-être aussi
- Administración de Operaciones 1 EJ2018Document11 pagesAdministración de Operaciones 1 EJ2018Gerardo De La RosaPas encore d'évaluation
- Mercado GlobalDocument18 pagesMercado GlobalNancy Sanchez Balderas100% (1)
- Tecnologías de Producción OptimizadaDocument61 pagesTecnologías de Producción OptimizadaPaul Calderon BerrioPas encore d'évaluation
- Estrategia y Planeación de La Logística y de Cadena de SuministroDocument6 pagesEstrategia y Planeación de La Logística y de Cadena de SuministroacarsavPas encore d'évaluation
- 1.4 Sistemas AvanzadosDocument17 pages1.4 Sistemas AvanzadosRafael Alvarado100% (1)
- U5 Administración de AlmacenescDocument11 pagesU5 Administración de AlmacenescJuan Luis EspinozaPas encore d'évaluation
- Administracion de OperacionesDocument58 pagesAdministracion de OperacionesmclobelyPas encore d'évaluation
- 05 - Planificacion de Ventas y OperacionesDocument19 pages05 - Planificacion de Ventas y OperacionesMathias Strange100% (1)
- Act1 T5 MercadotecniaDocument10 pagesAct1 T5 MercadotecniaCristian ChavezPas encore d'évaluation
- 1.1 Localización de Una Sola InstalaciónDocument21 pages1.1 Localización de Una Sola InstalaciónJoseph AlarconPas encore d'évaluation
- IPAE - Logistica de ComprasDocument145 pagesIPAE - Logistica de ComprasMartin Mendoza Leon100% (1)
- Logistica Unidad 2Document60 pagesLogistica Unidad 2Pedro Apodaca Sam50% (2)
- Pronosticos de Produccion PDFDocument70 pagesPronosticos de Produccion PDFCristian Fuentes GarciaPas encore d'évaluation
- Desarrollo de La SimulaciónDocument8 pagesDesarrollo de La SimulaciónFernanda ReyesPas encore d'évaluation
- Pronosticos para Empresas en CreacionDocument8 pagesPronosticos para Empresas en CreacionJesuss Martínez SantiagoPas encore d'évaluation
- Sistemas de ProducciónDocument23 pagesSistemas de ProducciónVerónica Mazaba100% (1)
- Unidad 2 Ingenieria EconomicaDocument18 pagesUnidad 2 Ingenieria EconomicajuanPas encore d'évaluation
- KANBANDocument7 pagesKANBANyeimy mermaPas encore d'évaluation
- Pronósticos en El Sector ServiciosDocument6 pagesPronósticos en El Sector ServiciosCarlos AlemanPas encore d'évaluation
- Enfoques Teoricos en Relaciones IndustrialesDocument15 pagesEnfoques Teoricos en Relaciones IndustrialesEsbeidy Sanchez Franco0% (1)
- U3 Operación de Bodegas PDFDocument113 pagesU3 Operación de Bodegas PDFErika Jacieel Carrillo Campos100% (1)
- Diseño de Cadenas de SuministroDocument3 pagesDiseño de Cadenas de SuministroJesusAlfonso'Pas encore d'évaluation
- Sistema Jalar EmpujarDocument3 pagesSistema Jalar EmpujarDiego JavierPas encore d'évaluation
- Unidad 6 Cadena de Suministros 6.3 y 6.4Document8 pagesUnidad 6 Cadena de Suministros 6.3 y 6.4Francisco Ríos Resendiz100% (1)
- Planeación de La CapacidadDocument53 pagesPlaneación de La CapacidadRisedearlyPas encore d'évaluation
- Manual de Practicas de Gestion de La Produccion 1Document24 pagesManual de Practicas de Gestion de La Produccion 1Luis Enrique Soto GarciaPas encore d'évaluation
- P1. Ejemplo de Creación de Un Plan de Muestreo de Aceptación Por Atributos 19151143Document5 pagesP1. Ejemplo de Creación de Un Plan de Muestreo de Aceptación Por Atributos 19151143Edwin EscobedoPas encore d'évaluation
- Ventajas de La SimulacionDocument3 pagesVentajas de La SimulacionRUBENRE289605Pas encore d'évaluation
- 2.1 Caracterización de Las OperacionesDocument34 pages2.1 Caracterización de Las OperacionesJared Castor MuñosPas encore d'évaluation
- DIOP Unidad 3. AplicacionDocument14 pagesDIOP Unidad 3. AplicacionDavid PerezPas encore d'évaluation
- Investigacion MRPDocument34 pagesInvestigacion MRPAble-bodied LopezPas encore d'évaluation
- 212033-OVI PLANEACIÓN SISTEMÁTICA DE LA DISTRIBUCIÓN EditableDocument9 pages212033-OVI PLANEACIÓN SISTEMÁTICA DE LA DISTRIBUCIÓN EditableYeison GruesoPas encore d'évaluation
- Mapa Conceptual Simulación PDFDocument1 pageMapa Conceptual Simulación PDFLi GómezPas encore d'évaluation
- Premios Internacionales y Nacionales de La CalidadDocument8 pagesPremios Internacionales y Nacionales de La CalidadDyego DarrellPas encore d'évaluation
- AlmacenDocument13 pagesAlmacenDANIELA SARAHI LAGUNA ZAVALAPas encore d'évaluation
- 5.1 Metodología de Los Sistemas Suaves de ChecklandDocument5 pages5.1 Metodología de Los Sistemas Suaves de ChecklandMARIO SILVAPas encore d'évaluation
- Assembly Line Balancing SimulationDocument11 pagesAssembly Line Balancing SimulationepuentePas encore d'évaluation
- U.3 Señalizacion y Tecnologia de EmpaqueDocument46 pagesU.3 Señalizacion y Tecnologia de EmpaqueLaura Robledo LópezPas encore d'évaluation
- Actividad 1T4Document6 pagesActividad 1T4Maria De Lourdes Gutierrez DiazPas encore d'évaluation
- Software de BaseDocument120 pagesSoftware de BaseTomas Castro100% (1)
- El Arte de Hacer Una EmpresaDocument166 pagesEl Arte de Hacer Una EmpresaAshanti MonterolaPas encore d'évaluation
- Tecnología de La Información en Una BodegaDocument2 pagesTecnología de La Información en Una BodegaDiana Muñoz Carrillo JLPas encore d'évaluation
- Actividad3 U3 PalaciosAzuaDocument7 pagesActividad3 U3 PalaciosAzuaErick PalaciosPas encore d'évaluation
- Act 1 Tema 4 Manufactura EsbeltaDocument41 pagesAct 1 Tema 4 Manufactura EsbeltaDaniel AlemánPas encore d'évaluation
- Medimexico y Su Vision de La Cadena de SuminstrosDocument30 pagesMedimexico y Su Vision de La Cadena de SuminstrosIan Monroy GalindoPas encore d'évaluation
- Martinez Ramirez Rodolfoalfredo Actividad1.t1Document16 pagesMartinez Ramirez Rodolfoalfredo Actividad1.t1Alfredo MartinezPas encore d'évaluation
- ACTIVIDAD 3 T4 Admon Del MantenimientoDocument5 pagesACTIVIDAD 3 T4 Admon Del MantenimientoDiana Luna0% (1)
- Naturaleza y Factores ProductividadDocument57 pagesNaturaleza y Factores ProductividadJessica PerezPas encore d'évaluation
- Unidad 3 BodegasDocument23 pagesUnidad 3 BodegasAnonymous xd53wJVnNPas encore d'évaluation
- Expo Planeacion de La ProduccionDocument19 pagesExpo Planeacion de La ProduccionJacinto Rosas Seseña100% (1)
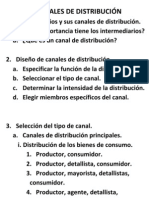
- Canales de DistribuciónDocument13 pagesCanales de DistribuciónjcsaraviarPas encore d'évaluation
- Estrategias y Herramientas para La Operación de Las Bodegas y El Embalaje de Los Materiales.Document10 pagesEstrategias y Herramientas para La Operación de Las Bodegas y El Embalaje de Los Materiales.leticia martinezPas encore d'évaluation
- Metodos Avanzados de ManufacturaDocument28 pagesMetodos Avanzados de ManufacturaJesus Ali100% (2)
- Ruta Mas CortaDocument14 pagesRuta Mas CortaRolt RoltPas encore d'évaluation
- Ejercicios de MRPDocument1 pageEjercicios de MRPFavio Donayre GutierrezPas encore d'évaluation
- Las Líneas de EnsambleDocument8 pagesLas Líneas de EnsambleLupitaSalaya100% (1)
- Planeacion y Diseño de InstalacionesDocument27 pagesPlaneacion y Diseño de InstalacionesDavalos MartinPas encore d'évaluation
- Manual Uso de Logo y Colores Corporativos ArcelorMittalDocument51 pagesManual Uso de Logo y Colores Corporativos ArcelorMittalPaolita Uribe100% (1)
- Ingeniería de Costos: Un enfoque basado en la gestión de operaciones de manufactura y logísticaD'EverandIngeniería de Costos: Un enfoque basado en la gestión de operaciones de manufactura y logísticaPas encore d'évaluation
- Modulo 6 - Admón de La ProducciónDocument22 pagesModulo 6 - Admón de La ProducciónSamantha CardonaPas encore d'évaluation
- Ejemplo de Ergonomia InclusivaDocument6 pagesEjemplo de Ergonomia InclusivaleoPas encore d'évaluation
- OrtografiaDocument36 pagesOrtografialeoPas encore d'évaluation
- MuralDocument9 pagesMuralleoPas encore d'évaluation
- Aguas SuperficialesDocument38 pagesAguas SuperficialeslissyPas encore d'évaluation
- Diagrama de ProcesosDocument8 pagesDiagrama de ProcesosleoPas encore d'évaluation
- Recomendaciones ErgonómicasDocument4 pagesRecomendaciones ErgonómicasleoPas encore d'évaluation
- Cuerpos SólidosDocument2 pagesCuerpos SólidosleoPas encore d'évaluation
- Ejercicios de FisicaDocument3 pagesEjercicios de Fisicaleo100% (1)
- Resumen Caso Harvard ChocolateDocument6 pagesResumen Caso Harvard ChocolateleoPas encore d'évaluation
- ASDASDADDocument31 pagesASDASDADleo100% (1)
- I Ciclo - Cuadenillo Plan Contable - Sesion 4 y 5 - Registro de Libros ContablesDocument56 pagesI Ciclo - Cuadenillo Plan Contable - Sesion 4 y 5 - Registro de Libros ContablesCarlos Bartolome Ramirez50% (2)
- Cuantas Calorías Poseen Las Golosinas en Argentina 2017Document9 pagesCuantas Calorías Poseen Las Golosinas en Argentina 2017Anonymous SSp6xSPQPas encore d'évaluation
- Administración Capital de TrabajoDocument30 pagesAdministración Capital de TrabajoJn Guillermo Rodriguez100% (1)
- Carta de ProyectoDocument4 pagesCarta de ProyectoOscar Jesus Medina RoblesPas encore d'évaluation
- Cuestionario Sobre Equilibrio MacroeconomicoDocument3 pagesCuestionario Sobre Equilibrio MacroeconomicoAna López100% (1)
- LP-87-I Presupuesto Normas Complementarias DR-42-1965 IDocument2 pagesLP-87-I Presupuesto Normas Complementarias DR-42-1965 IarPas encore d'évaluation
- Materiales de SerigrafiaDocument5 pagesMateriales de SerigrafiaPedro Pablo Garcia ChingPas encore d'évaluation
- El Efecto AperturaDocument3 pagesEl Efecto AperturaIgnacio ZuñigaPas encore d'évaluation
- Pasos A Seguir en Un Simulacro de IncendioDocument13 pagesPasos A Seguir en Un Simulacro de Incendioaxelo1Pas encore d'évaluation
- DPI 20201 Sem 11-3Document41 pagesDPI 20201 Sem 11-3Ronald Daniel Briones BiminchumoPas encore d'évaluation
- Ajuste Por Inflación Modulo 2 ANALISIS FINANIEROSDocument9 pagesAjuste Por Inflación Modulo 2 ANALISIS FINANIEROSmaryuly quiñonesPas encore d'évaluation
- Avances de Mi Investigacion Equipo 1Document5 pagesAvances de Mi Investigacion Equipo 1jorge hernandez savedraPas encore d'évaluation
- 1.4, Gestión OperativaDocument24 pages1.4, Gestión OperativaDeysi ArevaloPas encore d'évaluation
- Organigrama 2018 Aprobado GrpunoDocument1 pageOrganigrama 2018 Aprobado Grpunohenry amielPas encore d'évaluation
- Lectura Oferta Vs DemandaDocument4 pagesLectura Oferta Vs DemandasergvelasPas encore d'évaluation
- Ejercicios Nivelacion Excel - FormulasDocument25 pagesEjercicios Nivelacion Excel - FormulasLuis Carlos EspinozaPas encore d'évaluation
- Area Usuaria Osce PDFDocument36 pagesArea Usuaria Osce PDFYonathan Yesghar Pacheco Cervantes100% (1)
- Subestacion IntemperieDocument7 pagesSubestacion Intemperiebetomatla0% (1)
- CEMEXDocument2 pagesCEMEXGuillen Jan CarloPas encore d'évaluation
- Capital de Trabajo y Administracion de Activos CorrientesDocument5 pagesCapital de Trabajo y Administracion de Activos CorrientesUlisses Vatt'zPas encore d'évaluation
- Pesquera 6532Document72 pagesPesquera 6532Nath MateoPas encore d'évaluation
- Cotizacion Herramienta Almacen Tecnico PDFDocument2 pagesCotizacion Herramienta Almacen Tecnico PDFscrrrr0% (1)
- Harman Foods ResumenDocument7 pagesHarman Foods ResumenRobert de la Cruz100% (2)
- Analisis de Costos Jumbo EhDocument3 pagesAnalisis de Costos Jumbo EhJuan Macedo GuerreroPas encore d'évaluation
- Memoria Descriptiva Loero Jorge Chavez LiquidacionDocument21 pagesMemoria Descriptiva Loero Jorge Chavez LiquidacionJose AlvarezPas encore d'évaluation
- 8vo Lab. Montaje y Verificacion de Formas de Onda en Rectificador Monofasico SemicontroladoDocument6 pages8vo Lab. Montaje y Verificacion de Formas de Onda en Rectificador Monofasico SemicontroladoJairo PinillosPas encore d'évaluation
- Teoría y Política MacroeconómicaDocument5 pagesTeoría y Política MacroeconómicaAriana PaolaPas encore d'évaluation
- 04 Conceptos Tramos Urbanos-Periurbanos-EtcDocument1 page04 Conceptos Tramos Urbanos-Periurbanos-Etcanvema555Pas encore d'évaluation
- Jairo Neira Ver 3.0Document18 pagesJairo Neira Ver 3.0Alejandro T. CruzPas encore d'évaluation
- Análisis de Cuello de BotellaDocument13 pagesAnálisis de Cuello de Botellavfdggy100% (2)